濾棒成型參數優化及分切前后的壓降變化規律研究
2016-09-08 06:25:24王強春徐俊延張適洲
安徽農業科學 2016年20期
羅 軍,王強春,徐俊延,張適洲,宋 豪*
(1.貴州中煙工業有限責任公司畢節卷煙廠,貴州畢節 551700;2.貴州中煙工業有限責任公司技術中心,貴州貴陽 550000)
?
濾棒成型參數優化及分切前后的壓降變化規律研究
羅 軍1,王強春1,徐俊延1,張適洲2,宋 豪1*
(1.貴州中煙工業有限責任公司畢節卷煙廠,貴州畢節 551700;2.貴州中煙工業有限責任公司技術中心,貴州貴陽 550000)
[目的]優化KDF-2濾棒成型機加工工藝參數,提高濾棒成型質量的穩定性。[方法]以對濾棒加工質量有重要影響的工藝參數:輥速比、輥壓力、噴嘴空氣壓力、增塑劑施加量為試驗因子,采用4因素3水平正交試驗,并對濾棒分切前后的壓降變化進行了研究。[結果] 濾棒成型的最佳工藝參數組合為:增塑劑施加量9%、噴嘴空氣壓力0.40 MPa、輥速比1∶1.28、輥壓力0.20、0.20、0.050 MPa,對濾棒質量影響最大的指標為增塑劑施加量。 將濾棒分切至目標長度后,切前壓降比切后4支短支總和平均低44 Pa,并且切后4支濾嘴壓降差異較大,極差平均為80 Pa。 [結論]研究可為優化濾棒成型工藝參數、提高濾棒質量提供參考。
卷煙;濾棒;參數優化;濾棒分切;壓降
隨著煙草行業對降焦、控焦重要性的認識不斷加深,對卷煙輔料特別是濾棒的研究也不斷深入,其中對絲束原料[1-2]、濾棒添加劑[3]、復合濾棒[4-5]的研究較多。此外,對濾棒成型加工工藝參數及其對濾棒質量指標的影響和圍繞提高濾棒質量及降低原輔料的使用方面,國內外卷煙企業也進行了大量的理論和應用研究[6-14]。影響濾棒成型質量穩定性的因素很多,除絲束、成型紙等材料外,成型過程中的輥速比、輥壓力、空氣噴嘴壓力、穩定輥壓力、增塑劑施加量和設備運行速度等工藝參數是影響濾棒質量穩定性的主要因素[11]。KDF-2濾棒成型機是目前國內較為普及的濾棒成型設備,為提高濾棒質量穩定性,筆者選取輥速比、輥壓力、噴嘴空氣壓力、增塑劑施加量等參數對KDF-2型濾棒成型進行了正交試驗,并對濾棒分切到目標長度前后壓降的變化規律進行了初步研究分析,旨在為提高濾棒成型質量穩定性及濾棒的使用提供一定的參考。
1 材料與方法
1.1材料3.0Y/35000醋纖絲束;KDF-2型濾棒成型機組,沈陽飛機制造公司;DT綜合測試臺,美國BORGWALDT KC公司;QTM-7硬度儀,英國FILTRONA公司。
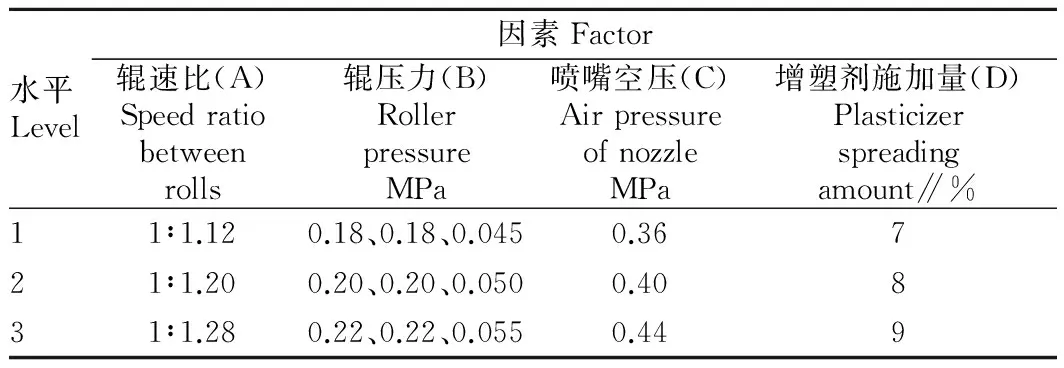
1.2方法運用正交試驗的方法,將對濾棒加工質量有重要影響的工藝參數輥速比、輥壓力、噴嘴空氣壓力、增塑劑施加量設置為試驗因子,每個因子確定3個水平,根據正交試驗設計原理,在不考慮交互作用的前提下,設計4因素3水平正交試驗方案L9(34)[15],正交試驗因素水平設計見表1。每次試驗按方案進行參數調整,待設備正常運行15 min后,每隔5 min取樣1次,共3次,每次取樣200支,在環境溫度(22±2)℃,相對濕度(60±5)%的實驗室放置30 min后,用綜合測試臺測定濾棒單重、長度 、圓周、圓度、壓降,用硬度儀檢測硬度,并運用綜合平衡法評分,每組樣品測定30支,平行測試3次。通過數據分析,找出3.0Y/35000醋纖絲束在KDF-2濾棒成型機上生產的最佳工藝參數組合,并按照優選出的最佳工藝參數組合進行驗證試驗。
表1濾棒加工質量正交試驗因素水平設計
Table 1Design of factors and levels of orthogonal test on filter rod processing quality
水平Level因素Factor輥速比(A)Speedratiobetweenrolls輥壓力(B)RollerpressureMPa噴嘴空壓(C)AirpressureofnozzleMPa增塑劑施加量(D)Plasticizerspreadingamount∥%11∶1.120.18、0.18、0.0450.36721∶1.200.20、0.20、0.0500.40831∶1.280.22、0.22、0.0550.449
正交試驗評價指標“濾棒得分”,采用綜合平衡法,對濾棒壓降、硬度、圓周、長度、圓度等指標的測量結果的偏差和標準偏差進行評分,總分為100分,長度指標只檢不判,不參與研究評分,評分規則見表2。同時,將在最佳工藝參數條件下生產的濾棒(100 mm)在PROTOS70卷煙機上分切到目標長度(25 mm),分別測試分切前后濾棒的壓降,分析分切到目標長度前后濾棒壓降的變化規律。
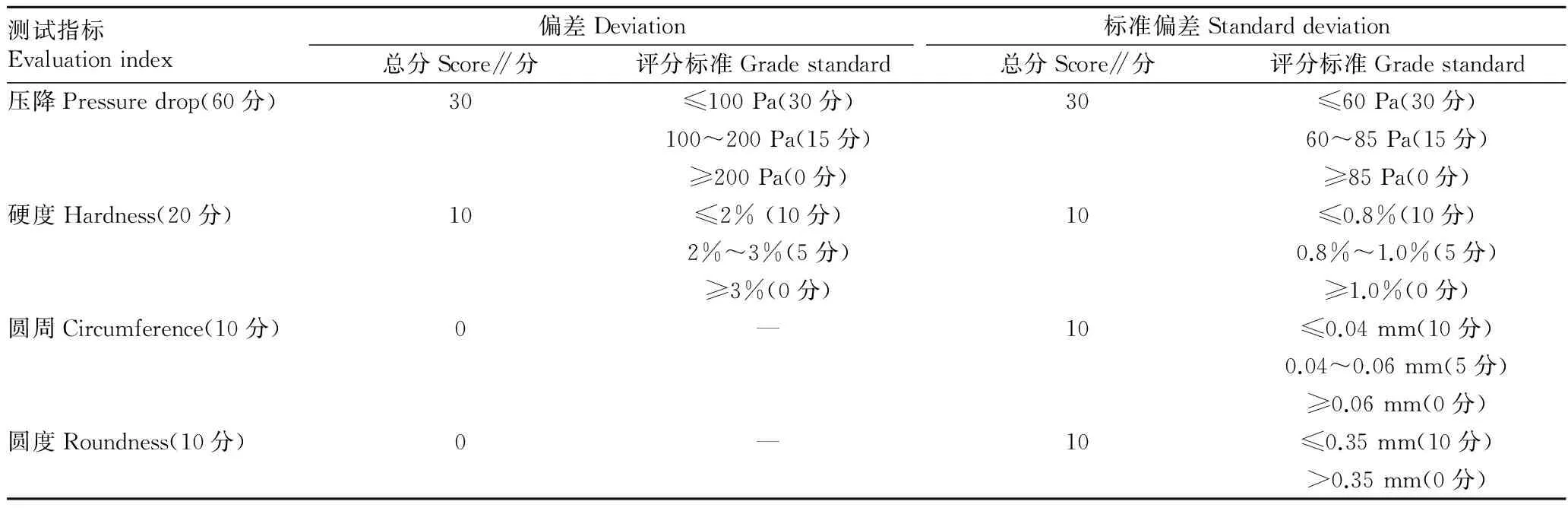
表2 正交試驗濾棒質量評價指標評分規則
2 結果與分析
2.1參數優化


表3 濾棒加工質量正交試驗結果
正交試驗設計的極差分析精度較差,并沒有定量地分析因素對試驗的影響,并且不能區分因素各水平間對應的試驗結果的差異究竟是由于因素水平不同引起的,還是由于試驗誤差引起的,無法估計試驗誤差的大小,因此需要進一步利用方差分析進行顯著性檢驗。
由表3可知,輥壓力(B)對濾棒得分影響最小,因此以輥壓力作為誤差項測定F值。通過方差分析得出,增塑劑的施加量對濾棒質量的影響達到顯著水平,其他因素對濾棒質量的影響均不顯著。
當試驗指標不符從正態分布時,進行方差分析的依據就不充分,此時可以通過比較各個因素的“貢獻率”(P)來衡量各因素作用的大小。由表4可知,因素D(增塑劑施加量)的貢獻率最大,它的水平變化引起的數據波動在總的平方和中占了41.47%,其次是因素A(輥速比)和C(噴嘴空氣壓力),貢獻率分別為21.31%和22.41%。
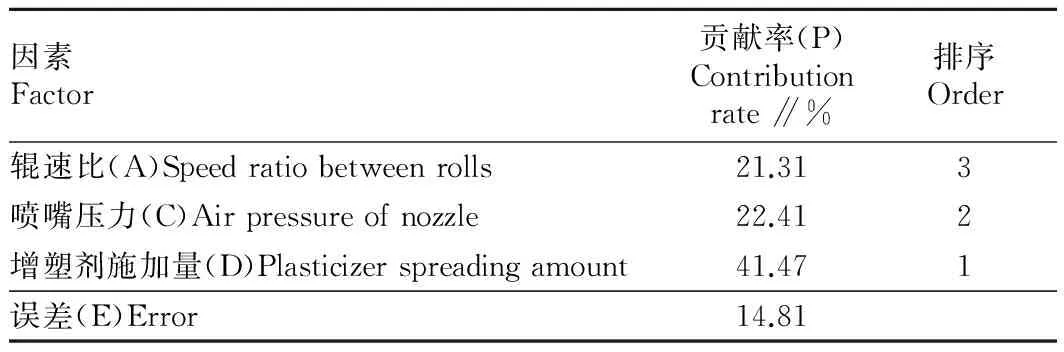
表4 各影響因素貢獻率比較
2.1.2濾棒成型工藝參數優化驗證試驗。按照優選出的最佳工藝參數組合進行試驗,隨機取樣3組樣品,分別記為1#、2#、3#,每組30支,并對樣品質量指標進行測試,按照試驗評價指標進行評分。驗證試驗樣品得分如表5所示。將表5數據與正交試驗每次試驗的濾棒質量綜合得分(表3)進行對比可以看出,在優化后的工藝參數條件下制得的濾棒質量得分均大于正交試驗的濾棒得分,并且分數均在80分以上,說明參數優化后濾棒質量較為穩定,同時驗證了最優工藝參數組合的可靠性。
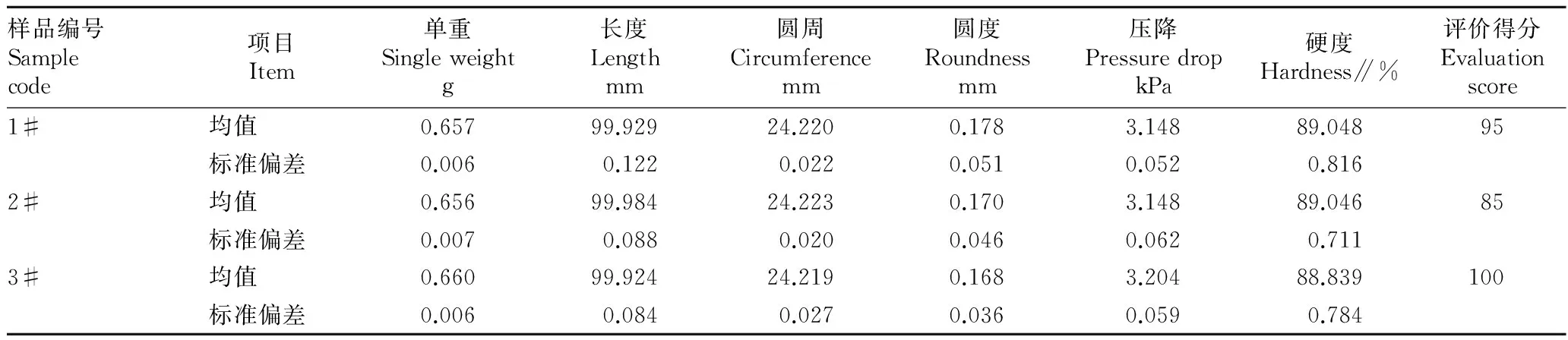
表5 驗證試驗數據分析
2.2濾棒分切到目標長度前后壓降的變化規律分別對分切到目標長度前后的濾棒壓降進行測試,結果如表6所示。通過對濾棒分切到目標長度前后壓降的分析得出切后4支短支濾嘴壓降總和接近切前濾棒壓降,切前壓降比切后4支短支總和平均低44 Pa,即濾棒實際分切均值均比理論分切均值大;并且切后4支濾嘴壓降差異較大,極差平均為80 Pa。
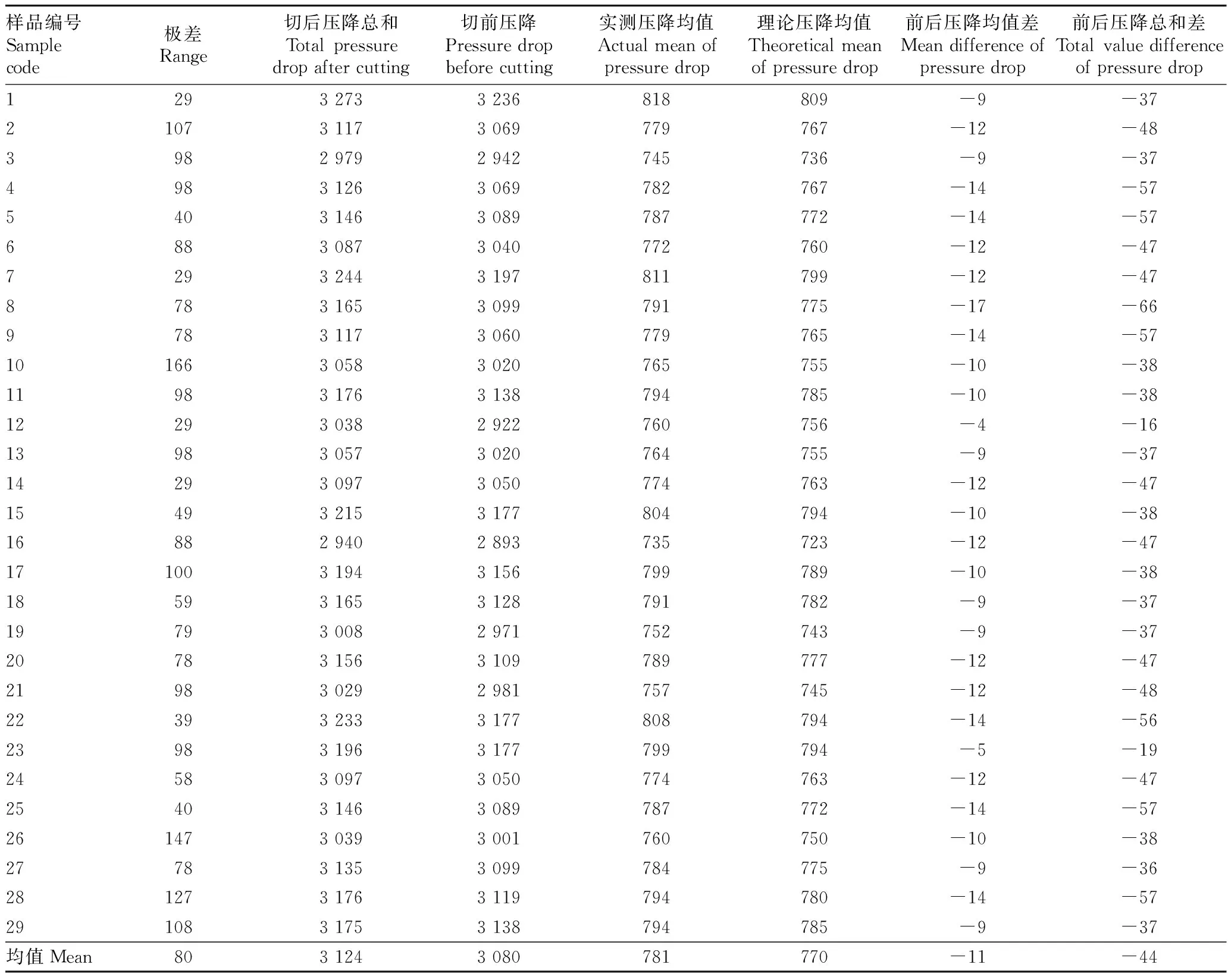
表6 濾棒分切前后壓降對比
3 結論與討論
從該研究分析結果來看,在試驗范圍內,所研究4個影響因素對濾棒綜合質量的影響大小依次為增塑劑施加量、輥速比、噴嘴空氣壓力和輥壓力,其中增塑劑施加量對濾棒綜合質量有顯著影響。通過對正交試驗結果進行數據分析,找出了KDF-2型濾棒成型機使用3.0Y/35000醋纖絲束的較優工藝參數組合,即增塑劑施加量9%、噴嘴空氣壓力0.40 MPa、選擇輥速比1∶1.28、輥壓力0.20、0.20、0.050 MPa,在該工藝條件下的濾棒綜合質量較好且穩定性較高。該部分結果與常紀恒等研究結果不盡相同[8-14],這可能與試驗所用的絲束規格、增塑劑固化效率及評價方法等的不完全相同所致,各加工單位應立足本廠實際進行分析及設置,以達到切實有效提高濾棒加工質量的目的。
另外,通過對分切濾棒到目標長度后的壓降變化規律的研究可知,濾棒實際分切均值均比理論分切均值大,并且切后4支濾嘴壓降差異較大,極差平均為80 Pa,這容易使整支卷煙壓降產生較大波動,從而使煙支吸阻超標,影響卷煙內在品質。分切濾棒后壓降產生差異的原因還不明確,亦無公開發表的相關研究,將進一步對該項內容進行深入研究分析,找出影響濾棒在分切后壓降差異的原因,并進一步對提高分切后濾棒壓降穩定性的控制方法進行探索研究,以準確指導生產,穩定卷煙質量,達到精益生產的目標要求。
[1] 趙樂,鄧永,謝復煒,等.醋纖和丙纖濾嘴對煙氣揮發性、半揮發性成分釋放量的影響[J].煙草科技,2010(5):42-45.
[2] 盛培秀,王月江,黃小雷,等.含有醋酸纖維素的纖維紙及濾棒的開發與性能研究[J].煙草科技,2014(1):5-11.
[3] 蘭中于,張峻松,彭忠,等.醋纖濾嘴中添加丙二醇對卷煙品質的影響及應用研究[J].輕工科技,2013(6):147-148.
[4] 王建民,王曉斌,蘇東贏,等.溝槽濾嘴對卷煙感官品質及風格的影響[J].煙草科技,2015(7):70-74.
[5] 賈偉萍,常紀恒,王宏生.活性炭孔結構對卷煙煙氣過濾效率的影響[J].當代化工,2010,39(5):596-599.
[6] 徐曄,盛培秀,常建勇.環境濕度計濾棒成型工藝參數對醋纖絲束飛花量的影響[J].煙草科技,2011(2):5-8.
[7] 黃曉飛,劉會杰,莫自柳,等.KDF2濾棒成型機組開松速比對吸阻的影響[J].河南科技,2012(17):77.
[8] 常紀恒,趙榮,余振華,等.濾棒成型工藝參數與質量穩定性的關系[J].煙草科技,2007(1):5-9.
[9] 魏步建,李清華,常紀恒,等.濾棒成型工藝參數優化研究[J].煙草科技,2007(10):14-17.
[10] 趙紅霞.KDF2成型機設備參數對濾棒質量的影響[J].科技創新導報,2013(28):47-49.
[11] 邢建基.濾棒成型加工參數分析與優化[J].中國科技縱橫,2013(4):98.
[12] 魏瑞廣,張小杭,廖艷培.KDF2濾棒成型機設備參數研究[J].裝備制造技術,2013(6):168-170.
[13] 徐培剛,李煥威,何艷明,等.KDF2濾棒成型的應用研究[J].廣東化工,2014,41(15):70-71.
[14] 吳偉超.KDF2濾棒成型機加工參數的優化研究[J].輕工科技,2015(3):97-98.
[15] 劉文卿.實驗設計[M].北京:清華大學出版社,2005:64-71.
Parameter Optimization in Filter Rod Making and the Change Law of Pressure Drop after Cutting
LUO Jun1, WANG Qiang-chun1, XU Jun-yan1, SONG Hao1*et al
(1. Bijie Cigarette Factory, China Tobacco Guizhou Industrial Co., Ltd., Bijie, Guizhou 551700; 2. Technology Center of China Tobacco Guizhou Industrial Co., Ltd., Guiyang,Guizhou 550000)
[Objective] To improve the quality stability of KDF-2 filter rod making, to optimize the process parameters of filter rod making. [Method] Using orthogonal experiment, the 4 key parameters were adopted, including speed ratio between rolls, roller pressure, air pressure and plasticizer spreading amount. L9(34) orthogonal test adopted. Changes of pressure drop after cutting were also discussed. [Result] The optimal technologies were 9% plasticizer spreading amount, 0.40 MPa air pressure of nozzle, 1∶1.28 speed ratio between rolls and (0.20, 0.20, 0.050 MPa) roller pressure. The most important factor was plasticizer spreading amount. When the filter rod was divided into four equal length sections, the total pressure drop of the filter rod was 44 Pa larger than before cutting on average, and the values of the divided filter rods pressure drop had a great difference and the mean range was 80 Pa. [Conclusion] This research provides references for the optimization of filter rod making parameters and the enhancement of filter rod quality stability.
Cigarette; Filter rod; Parameter optimization; Filter rod cutting; Pressure drop
羅軍(1968- ),男,貴州畢節人,工程師,從事煙葉原料相關管理、卷煙加工技術研究。*通訊作者,助理工程師,碩士,從事卷煙工藝質量管控及研究。
2016-03-30
S 509.2
A
0517-6611(2016)20-101-04
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車觀察(2016年3期)2016-02-28 13:16:26