統計過程控制在質量管理上的應用
2016-09-12 00:24:00李曉潭林雪梅LIXiaotanLINXuemei北京京東方顯示技術有限公司北京100176
制造業自動化 2016年8期
李曉潭,林雪梅LI Xiao-tan, LIN Xue-mei(北京京東方顯示技術有限公司,北京 100176)
制造軟件
統計過程控制在質量管理上的應用
李曉潭,林雪梅
LI Xiao-tan, LIN Xue-mei
(北京京東方顯示技術有限公司,北京 100176)
針對當前制造企業在質量管理上普遍存在的弊端,以TFT-LCD生產為例,采用統計過程控制這一成熟的質量管理技術,結合實際生產過程構建出系統構架,設計并實現了數據采集、統計量計算、異常判斷、報警處理、參數建模和統計分析等服務,充分驗證了統計過程控制在實際生產中的可靠性和實用性。
統計過程控制;控制圖;判異準則;質量特性數據
0 引言
在工業4.0的大環境下,制造企業正在經歷一次深刻的變革,其核心是現代信息技術與制造業的深度融合[1]。
當前國內制造企業普遍把統計過程控制(Statistical Process Control,SPC)作為質量管理的重要手段。這是休哈特博士(W.A.Shewhart)1924年在美國貝爾實驗室首次提出的一種質量控制技術。經過多年的發展,現在ISO 9000質量管理體系特別注重過程控制和統計技術的應用,六西格瑪管理也把統計過程控制作為控制階段的主要工具之一[2,3]。
在進行數據收集和統計分析上,多數制造企業采用人工測量和記錄關鍵質量特性數據,再通過JMP、MINITAB等軟件來衡量產品批次的質量情況。這樣做法存在如下弊端:手工記錄作業強度大、效率低、準確性無法保證,而且做事后分析,時間嚴重滯后,一旦出現質量問題,會導致產品過多損耗[4,5]。同時,使用現有的軟件無法與實際生產相集成,僅能作為靜態的數據處理分析工具,不能動態地對生產過程進行干預或進行質量問題的層層追溯[6]。
鑒于此,本文以薄膜晶體管液晶顯示器(thin-film transistor liquid crystal display,TFT-LCD)生產為例,針對其質量控制點,設計并開發了基于制造執行系統(Manufacturing Execution System,MES)的統計過程控制系統。以此確定生產過程的關鍵質量特性數據,實現數據采集;根據分布特性選擇對應的控制圖對生產過程進行監控;發現引起波動的主要因素并采取相應的措施[7]。
1 研究對象
TFT-LCD生產過程主要包括陣列、彩膜、成盒和模組工藝,為了保證產品的最終質量,需要從現場測量數據中準確地找到當前已經存在的質量問題和預測未來的發展趨勢。其中陣列工藝流程如圖1所示。

圖1 陣列工藝流程
我們結合實際生產情況進行需求分析后,對統計過程控制提出了個性化要求,以滿足質量管理并提供決策支持。
首先,對于生產的產品我們不可能也不必要做到全部測量,只需要按照一定規律抽取若干產品進行測量即可。即當一批玻璃(Glass)完成某一關鍵工序后,根據預先設定的抽檢頻率對某幾張玻璃進行質量測試,由統計過程控制系統采集過程質量特性數據。如此通過抽樣產品的數據分析來推斷總體產品,風險性是不可避免的,但可以根據實際生產情況調整抽樣的頻率,提高分析準確度。
其次,在進行測量時,一臺設備同時上傳的質量特性數據幾十個甚至上百個,我們需要選擇其中的關鍵數據作為采集項進行處理,以便在緩解數據處理壓力的同時也不會造成數據存儲的浪費。
最后,需要實現多用戶、多層次地管理模式,包括設定產品規格限和控制限、判異準則以及報警處理模式等等,以便提高系統的靈活性,使異常反饋更加多樣化。
因此,切實地將統計過程控制與生產過程相集成,采集大量的抽樣檢測產品的質量特性數據做統計分析,計算過程統計量并建立控制圖,從而科學準確地掌握生產過程中產品質量的偶然波動與異常波動,準確發現過程異常并預警,采取措施盡快消除和避免異常波動,使過程處于正常波動狀態,恢復生產過程的穩定,從而持續優化和改進產品的質量。
2 所用工具
2.1原理
統計過程控制是指為了貫徹預防原則,應用數理統計方法對過程中的各個階段進行評估和監控,建立并保持過程處于可接受且穩定的水平,從而保證和服務符合規定要求的一種技術,其主要表現形式是各種控制圖和相應的過程能力分析。
其中控制圖是對過程質量特性值進行測量、記錄、評估和監測,以判斷過程是否處于統計控制狀態的一種用統計方法設計的圖形。由中心極限定律可知,任意一個總體中抽取樣本量為n的樣本,當n充分大時,樣本的抽樣分布近似服從均值為、方差為的正態分布。而在范圍內的樣本數占總樣本數的99.73%。控制圖的基本原理可以用圖2概括表示。
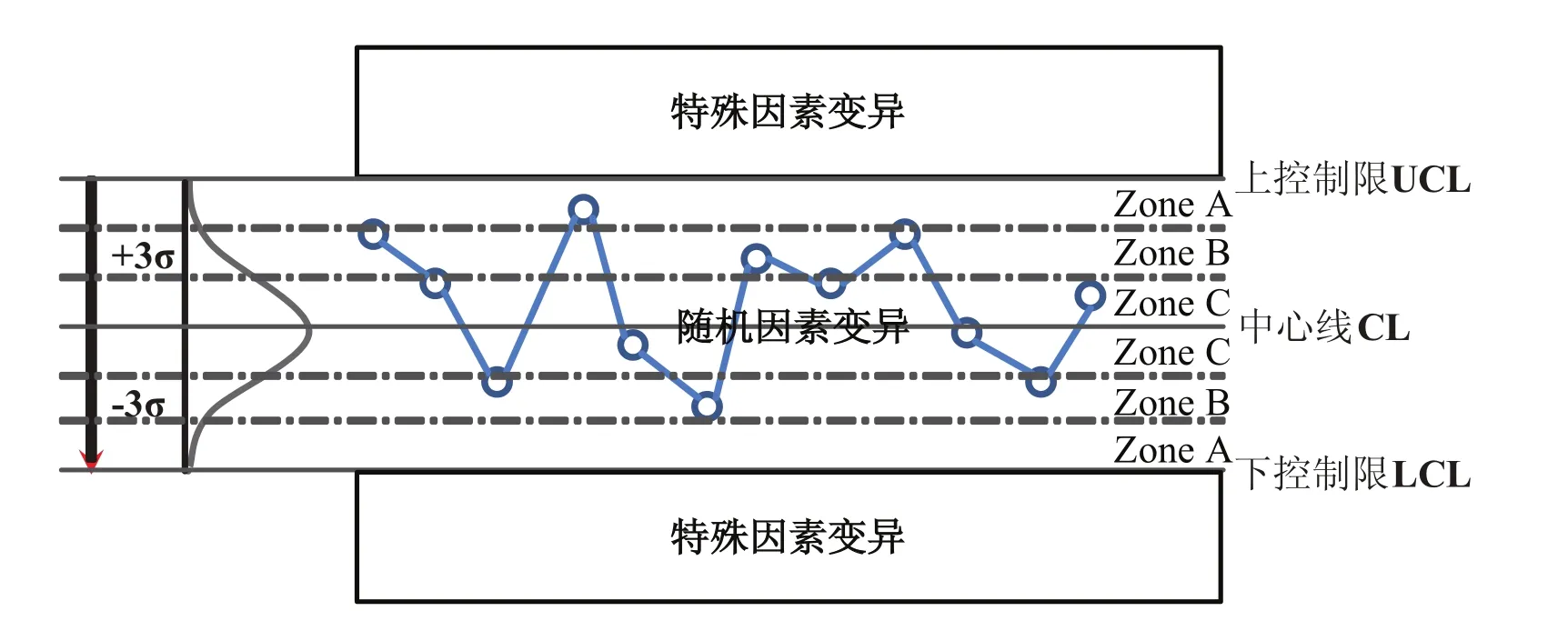
圖2 控制圖基本原理
2.2控制圖
控制圖的種類很多,常用的控制圖根據數據類型分成兩類:對于連續變量使用計量控制圖;對于離線變量使用計數控制圖,文本涉及的統計過程控制系統主要研究計量控制圖,包含均值-極差圖(Xbar-R Chart)、均值-標準差圖(Xbar-S Chart)和單值-移動極差圖(I-MR Chart)。
其選擇原理如圖3所示。

圖3 控制圖選擇原理
3 應用
3.1系統構架
結合TFT-LCD生產的實際情況,系統架構定義為四個層次:設備層、數據采集層、數據服務層和應用層,如圖4所示。

圖4 系統構架
設備層:設備層主要包括各類測量設備,每個設備具備標準化和網絡接口,可進行數據傳輸。例如陣列工藝中,每次MASK后會進行關鍵質量特性數據的測量,舉例:CD(Critical Dimension),對各層相應位置進行關鍵尺寸的測量,要求各層CD數據要求在產品設計的規格范圍內;TP(Total Pitch),是分布在玻璃(Glass)上每張屏(Panel)周邊的測量標記,通過與設計值比較,可以直觀看出玻璃形變的趨勢,TP如果不好,會直接影響對盒精度,發生漏光不良。
數據采集層:設備層的設備通過HSMS通信協議將設備測量的數據以消息模式傳遞給EIS Server (Equipment Interface System Server,設備接口系統服務器)進行消息重組,通過TIB/RV Middle Ware傳遞給MES Server接收標準化格式的測量數據,其中統計過程控制模塊會根據用戶設定的處理機制篩選出相關數據并上傳給數據庫進行分析、處理和存儲。
數據服務層:生產過程中產生的質量特性數據首先存在On-Line DB中,該數據庫與實際生產相連,過多的查詢、分析勢必影響數據庫性能,這必然給生產帶來滯后影響。為了更好地進行分析處理,另建Off-Line DB存儲離線數據,方法是在Oracle數據庫中自定義存儲過程(Procedure),由Job(計劃任務)定時提取相關數據存儲。
應用層:應用層相當于系統的用戶,用戶可訪問On-Line DB進行統計過程控制建模,選擇關鍵質量特性數據,設定規格限、控制限,制定判異規則和報警處理模式等;也可訪問Off-Line DB進行數據分析,計算統計量(如最大值、最小值、平均值、標準差、長、短期過程能力指數等),繪制控制圖(Xbar-S Chart、Xbar-R Chart、I-MR Chart等)并且選取相應的判異準則確認生產情況等。
3.2功能實現
在數據采集層中的MES server中統計過程控制模塊用來實現數據采集(Data Collect)、統計量計算(SPC Data Generate)、異常判斷(Rule Out Check)、報警處理(Alarm Issue)、參數建模(DC Spec/SPC Rule/SPC Spec Modelling)以及統計分析(Data/Chart Query)等功能,其中統計量計算、異常判斷和報警處理是研究重點。
3.2.1統計量計算
判斷是否為預先設定的關鍵工序下的質量特性數據,是則計算Xbar-S Chart、Xbar-R Chart、I-MR Chart等的相關統計量,存儲在SPC Data數據集合中,否則不處理。

圖5 統計過程控制模塊
3.2.2異常判斷
為了判斷過程是否處在受控狀態,對于各測量工序上的質量特性數據,均可以添加一個或者多個判異準則,各個準則都進行單獨運行判斷,并可直觀體現在控制圖上,使監控更加靈敏,加大管控力度。
如果同時觸發了多個判異準則,統計過程控制模塊會記錄全部的報警,并按最高優先級別進行報警處理。判異準則定義如表2所示。

表1 控制圖計算公式
實際監控中,對于測量的過程質量特性數據我們采用兩種區間限制:規格限(Spec Limit)和控制限(Control Limit),規格限用來判斷產品是否滿足客戶要求,也就是判斷產品是否合格;控制限,是用于判斷過程是否穩定的。前者對象是產品,后者是過程。通常情況下控制限是在規格限以內的,表示過程能力初步可以接受,控制限可以作為生產穩定預警線,如果控制限超出規格限表示過程能力嚴重不足,肯定會有部分過程輸出超出控制限,也就是出現了不合格產品。

表2 判異準則
在控制圖的實際使用中,我們在規格限和控制限上提供了多元化選擇,其中規格限包含三種模式:
1)On-Line SPC實時監控報警狀態下按產品規格設定的Spec Limit,不定期更新,存儲在數據庫中。
2)Off-Line SPC離線數據分析狀態下根據實際需要定義的區別于產品規格的Spec Limit,不定期更新,存儲在數據庫中。
3) Off-Line SPC離線數據分析狀態下手動輸入用于當次計算分析的Spec Limit,不存儲在數據庫中。
控制限包含五種模式:
1)On-Line SPC實時監控報警狀態下人工維護的Control Limit,不定期更新,存儲在數據庫中。
2)On-Line SPC實時監控報警狀態下根據歷史數據計算的Control Limit,定時執行,存儲在數據庫中。
3)Off-Line SPC離線數據分析狀態下人工維護的區別于On-Line SPC模式下Control Limit,不定期更新,存儲在數據庫中。
4)Off-Line SPC離線數據分析狀態下手動輸入用于當次計算分析的Control Limit,不存儲在數據庫中。
5)Off-Line SPC離線數據分析狀態下根據所選數據集合計算的用于當次分析的Control Limit,不存儲在數據庫中。
規格限和控制限各選一個進行配對,規格限1)分別和控制限1)、2)構成兩對,規格限2)、3)分別和控制限3)、4)、5)構成六對,共計八種計算邏輯以滿足不同用戶的實際需要。
現在我們選擇陣列工藝下的RS(Resistance,阻抗)作為質量特性數據,以Xbar-R Chart為例,選擇規格限1)和控制限1)作為判斷標準進行監控,模擬四種異常情況的發生。

圖6 OOS異常

圖7 OOC異常

圖8 OOT異常
說明:在展示的控制圖中,分上、下兩個圖,上方是控制位置特征值,下方是控制散步特征值,均使用折線圖。在位置控制特征值圖上還有六條線:紅色三條線為規格限(USL:Upper Spec Limit,規格上限;Target,目標值;LSL:Lower Spec Limit,規格下限),藍色為控制限(UCL:Upper Control Limit,控制上限;CL:Center Line,中心線;LCL:Lower Control Limit,控制下限),并顯示對應數值。正常點顯示顏色是黑色,異常點用紅色突出顯示(圖中使用綠色方框示意)。舉例如下:

圖9 OOR異常
1)1點落在限制區域之外,選擇規格限(Spec Limit)—OOS;
2)1點落在限制區域之外,選擇控制限(Control Limit)—OOC;
3)連續6點上升或下降—OOT;
4)連續9點落在中心線一側—OOR。
3.2.3報警處理
導致質量產生變異的因素很多,根據因素對產品質量影響的大小和性質,通常分為特殊因素和隨機因素。特殊因素很多,如工藝過程的變動、設備的過度磨損、或者人員的變動更換等。這些因素對產品質量的影響是顯著的,在技術上很容易識別并且消除。隨機因素也很多,例如溫濕度的輕微變化、機器的微小振動、原材料的席位差異等。這些因素對產品質量的影響是細小的,在技術上不易識別,更不可能避免和消除,但是如果從根本上改變生產過程,則這類波動會大幅減少[8]。
在質量監控中,一旦發現某個質量特性數據違反已設定的判異準則,則觸發報警功能,目前啟動多重預警確保事故責任人及時接到反饋并應對:
1)內部Office Automation系統對相關責任人發送郵件;
2)線上Operator Interface Client系統在相關科室使用人員界面上主動彈出報警提示信息;
3)鎖定生產線上已經生產的問題品,便于品質部門介入調查;
4)鎖定相關聯的前工藝設備或這整條生產線,防止危險品再次產出,造成資源浪費。
發生報警后,對應擔當確認異常波動的原因,評估問題嚴重性以及確定后續處理方案,并酌情對已鎖定的問題品進行處理(報廢或者再加工等),對工藝設備或生產線可進行恢復生產。目前僅有特殊權限的負責人員可以執行解除報警和恢復生產的操作,在解除報警時系統也有規范要求,須填寫:異常產生的原因→原因的類型→糾正措施等,這樣有助于進一步改善生產,提高產品質量。對于發生異常的原因類型就是上文提到的特殊因素和隨機因素,定義如表3所示。

表3 異常原因類型
4 結論
本文以TFT-LCD制造企業為例,采用統計過程控制技術,結合實際生產過程,構建出設備層、數據處理層、數據服務層和應用層的四層系統構架,設計并實現了統計過程控制模塊中數據采集、統計量計算、異常判斷、報警處理、參數建模和統計分析等服務。從根本上將“事后檢驗、發現問題、解決問題”的產品質量管理方式轉變為“事前預防、杜絕問題、缺陷趨零”,充分驗證統計過程控制在實際生產中的可靠性和實用性。
[1] 張曙.工業4.0和智能制造[J/OL].機械設計與制造工程,2014,43(8):1-5.
[2] 馬逢時,周暐,劉傳冰.六西格瑪管理統計指南[M].北京:中國人民大學出版社,2007.
[3] 錢夕元,荊建芬,侯旭暹.統計過程控制(SPC)及其應用研究[J/ OL].計算機工程,2004,30(19):144-145.
[4] 林明,蘇靜.統計過程控制(SPC)在卷煙生產過程中的應用[J/ OL].中國科技信息,2012,(01).89-100.
[5] 蔡林沁,謝閱,馬紹良.統計過程控制分析與管理系統[J/OL].計算機應用研究,2004,(05):140-142.
[6] 路春光,孟麗麗,王振中.統計過程控制SPC系統的設計與實現[J/ OL].組合機床與自動化技工技術,2010(01):108-112.
[7] 趙逢禹,徐濟超,馬義中.統計過程控制(SPC)軟件的設計[J/ OL].計算機工程與應用,2000(06):158-163.
[8] 周健.基于統計過程控制(SPC)的產品質量控制分析[J/OL].武漢交通職業學院學報,2008,10(04):75-78.
Application of statistical process control in quality management
TP249
A
1009-0134(2016)08-0005-07
2016-05-30
李曉潭(1984 -),女,北京人,高級工程師,工學碩士,研究方向為MES與SPC。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國軍轉民(2017年6期)2018-01-31 02:22:28
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
財經(2016年3期)2016-03-07 07:44:46