西門子840Dsl的同步電動機轉(zhuǎn)矩控制在攪拌摩擦焊中實現(xiàn)軸向力的恒定控制
2016-09-13 07:04:39蔡智亮張華德
制造技術(shù)與機床 2016年6期
蔡智亮 張華德
(上海航天設(shè)備制造總廠, 上海 200245)
?
西門子840Dsl的同步電動機轉(zhuǎn)矩控制在攪拌摩擦焊中實現(xiàn)軸向力的恒定控制
蔡智亮張華德
(上海航天設(shè)備制造總廠, 上海 200245)
攪拌摩擦焊在焊接中軸向壓力采用人工干預(yù)的方法使得整個過程缺乏有效的壓力監(jiān)控。因此采用數(shù)控系統(tǒng)來控制同步電動機的轉(zhuǎn)矩來實現(xiàn)軸向力的閉環(huán)控制。經(jīng)過客戶驗證,取得顯著效果。
840Dsl;電機轉(zhuǎn)矩;同步動作
隨著攪拌摩擦焊裝備技術(shù)的逐漸普及,焊接軸向力的控制已成為在焊接生產(chǎn)中的一個重要技術(shù)指標。原先基于位移控制的開環(huán)狀態(tài),需要人工對整個過程進行現(xiàn)場干預(yù)的狀態(tài)使得整個生產(chǎn)效率低下,焊接質(zhì)量缺乏有效的控制。因此對攪拌摩擦焊焊接過程的軸向壓力進行檢測并加以控制,對保證焊接過程穩(wěn)定性及焊接質(zhì)量具有重要的意義。
本文采用一種通過讀取西門子1FK系列同步電動機的扭矩并通過換算公式來得出攪拌頭軸向力,通過力和位置的對應(yīng)關(guān)系來實現(xiàn)焊接軸向力的穩(wěn)定控制。該項目為了獲得良好的實時控制故采用840Dsl數(shù)控系統(tǒng),其中1FK系列同步電動機轉(zhuǎn)矩波動為2.5%(1FT系列的為1%),選用NCU720.3+S120的形式其最快單軸采樣周期為31.25 μs,整個系統(tǒng)插補周期可達125 μs。控制模式采用西門子數(shù)控提供的運動同步動作,運算周期以插補節(jié)拍的方式來實時完成。
1 控制系統(tǒng)構(gòu)成與控制原理
1.1主要硬件配置
本項目控制系統(tǒng)采用的是西門子數(shù)控中高端的840Dsl數(shù)控系統(tǒng),該系統(tǒng)屬于PC嵌入NC式結(jié)構(gòu)形式這一類型的系統(tǒng)結(jié)構(gòu)復(fù)雜、功能強大,有些開放功能需要選購。該數(shù)控系統(tǒng)主要由操作單元、驅(qū)動系統(tǒng)、控制單元及輸入輸出單元組成。操作單元包括了機床控制面板(MCP)和操作面板(OP),主要實現(xiàn)數(shù)控系統(tǒng)的編程和操作。驅(qū)動系統(tǒng)包括了電源模塊、各個軸的驅(qū)動器和電動機,其中電源模塊采用饋能制動方式,該配置稱為調(diào)節(jié)型電源模塊(Active Line Module縮寫為ALM);主軸電動機采用1PH7系列的異步電動機,進給電動機采用1FK系列的永磁同步電動機。控制單元稱為NCU,用于插補運算的處理并通過DRIVE-CLIQ接口與各個驅(qū)動器及操作面板進行數(shù)據(jù)交換。輸入輸出單元采用PP72/48模塊為72路數(shù)字輸入48路數(shù)字輸出,通過PROFIBUS-DP連接遠程I/O模塊ET 200M。項目中采用的1FK系列的永磁同步電動機其轉(zhuǎn)矩波動小,控制精度高,在數(shù)控系統(tǒng)中可以通過高速的動態(tài)響應(yīng)來調(diào)整焊接軸向的位置從而實現(xiàn)焊接軸向力的控制。
1.2控制原理
該項目通過讀取軸向伺服電動機在焊接過程中的扭矩來獲得一條較為準確的受力曲線,再根據(jù)試驗數(shù)據(jù)得出一段可修正的焊接控制區(qū)域范圍。
西門子S120驅(qū)動器具有較好的控制性能,具有擾動力矩抑制技術(shù)。在實際工況中永磁同步伺服電動機會受到多種擾動,主要分為以下兩類:一類是來自負載等效擾動力矩,另一類來自電動機本體擾動力矩。負載力矩包括有切削進給等效負載力矩、工作臺慣性加速等效力矩、工作臺摩擦等效力矩。電動機本體擾動力矩包括有電動機電樞繞組齒槽力矩、轉(zhuǎn)子摩擦轉(zhuǎn)矩等。這些擾動可以通過常規(guī)PID算法對擾動進行抑制。但常規(guī)PID算法存在擾動抑制調(diào)節(jié)延遲,要提高伺服性能,而S120驅(qū)動器具有較好的擾動觀測器加調(diào)節(jié)控制技術(shù),使擾動力矩的影響在控制內(nèi)環(huán)得到抑制[1-2]。在整個焊接過程中需要實現(xiàn)對電動機轉(zhuǎn)矩的控制,因此增加840Dsl數(shù)控系統(tǒng)的選項:內(nèi)部驅(qū)動變量分析(6FC5800-0AM41-0YB0),參照西門子數(shù)控的閉環(huán)控制模型(圖1)及同步電動機矢量控制原理可知:
Te=CmφRist
(1)
式中:Te是電動機的電磁轉(zhuǎn)矩,φR是氣隙磁量;ist是定子電流的轉(zhuǎn)矩分量。因此只要控制定子電流的轉(zhuǎn)矩分量ist就可以控制同步電動機的轉(zhuǎn)矩。

從公式(1)得出電動機的電流和扭矩的對應(yīng)關(guān)系,因此在數(shù)控系統(tǒng)中讀取需要控制電動機的轉(zhuǎn)矩其控制周期可參照電流環(huán)的周期來設(shè)置。再通過減速器經(jīng)聯(lián)軸器與絲杠連接,絲杠帶動滑塊實現(xiàn)直線運動,攪拌頭的上下移動都是通過滑塊來實現(xiàn)(圖2)。從而可以得出攪拌頭在焊接過程中軸向的反作用力傳遞給了絲杠形成力平衡,即絲杠的推力就近似等于攪拌頭軸向受的力[6]。絲杠推力F為:
F=2πM/L
(2)
式中:L為絲杠導(dǎo)程;M為電動機通過減速器輸出的力矩,M=95%Te×n(T為電動機的輸出扭矩,n為減速比)。注:一級減速器傳遞效率為95%~98%。由式(2)可以推出Z軸軸向力的大小(忽略摩擦力)。
由于攪拌摩擦焊在焊接過程中攪拌頭軸向頂鍛力是會受到溫度和材料變形的影響發(fā)生一定的變化,此外由于焊接不同材料時其軸向力與調(diào)整位置的關(guān)系也是不同的,因此在實際工程控制應(yīng)用中需增加非線性特性的控制環(huán)節(jié)。本項目中所解決的是力和位置的關(guān)系,根據(jù)攪拌摩擦焊的實際工作情況中可以得出采用多項式函數(shù)擬合來逼近實際的非線性曲線較為合理。

2 西門子數(shù)控系統(tǒng)功能實現(xiàn)
2.1指令功能簡介
本項目主要是控制力(扭矩)-位置的關(guān)系來達到攪拌頭穩(wěn)定受力的工作狀態(tài)。[3]通過對攪拌摩擦焊機攪拌頭的軸向壓力與Z向位移進給之間的關(guān)系來實現(xiàn)在焊接過程中實時調(diào)節(jié)攪拌頭的位置來保持施加在工件上的力在穩(wěn)定的范圍內(nèi)。該功能需要通過在西門子數(shù)控同步動作指令、多項式定義、分析功能以及AC(adaptive control)調(diào)節(jié)組合來完成。
同步動作可以使用由條件定義,其求值運算以實時(插補節(jié)拍)方式進行。這些動作是對實時事件的反應(yīng)且執(zhí)行并不是在程序段交接處進行。此外,同步動作還包含動作有效級的說明和對編程實時變量的詢問頻率,以及對啟動動作的執(zhí)行頻率說明。因此一個動作可以一次或者也可以循環(huán)(插補節(jié)拍)方式進行觸發(fā)[4]。同步動作的形式:ID/IDS=n關(guān)鍵字 條件 DO 動作1 動作2。其中:LID/IDS為識別號范圍在1~255;關(guān)鍵字為需要開始動作的詢問次數(shù),沒有的話動作不受條件限制;條件為實時變量的邏輯聯(lián)系,可使用的實時變量在解釋節(jié)拍中(IPO-節(jié)拍)進行分析;DO為觸發(fā)同步動作;動作1和動作2為同步動作所要執(zhí)行的內(nèi)容[5]。
多項式定義形式:FCTDEF(多項式編號,LLIMIT,ULIMIT,a0,a1,a2,a3)。其中:FCTDEF為定義分析函數(shù);多項式編號為3階多項式序號;LLIMIT為功能值下限;ULIMIT為功能值上限;a0,a1,a2,a3為多項式系數(shù)。
分析功能(SYNFCT)以及AC調(diào)節(jié):SYNFCT通過加工同步的方式讀取實時變量(例如模擬輸出,實際值等)并且利用某個最多三階的分析多項式(FCTDEF)來計算功能值(例如修調(diào)量,速度,軸位置等等)。計算結(jié)果被發(fā)送給實時變量并且使用FCTDEF來限制上下限。AC調(diào)節(jié)即自適應(yīng)控制,可以根據(jù)分析功能定義的函數(shù)特性,也就是通過讀取Z軸的輸出扭矩即MYMAA_TORQUE[Z],根據(jù)多項式定義的軌跡來自動調(diào)節(jié)MYMAA_OFF [Z],也就是Z軸的位置偏差。
2.2應(yīng)用分析
要實現(xiàn)整個控制功能首先需要建立用戶自定義數(shù)據(jù),包括:攪拌摩擦焊攪拌頭位置補償上限、下限,設(shè)置偏置點,設(shè)置扭矩點,焊接時間,焊接速度,主軸速度,焊接頂鍛力,一次項系數(shù),二次項系數(shù),三次項系數(shù)等。
在數(shù)控程序中建立焊接軌跡程序,在該程序中放置“恒壓力控制”啟動子程序、工件加工程序、“恒壓力控制”關(guān)閉程序。其中在子程序“恒壓力控制”中包括了多項式定義、同步動作指令、軸疊加運動、AC調(diào)節(jié)、數(shù)據(jù)處理等內(nèi)容。
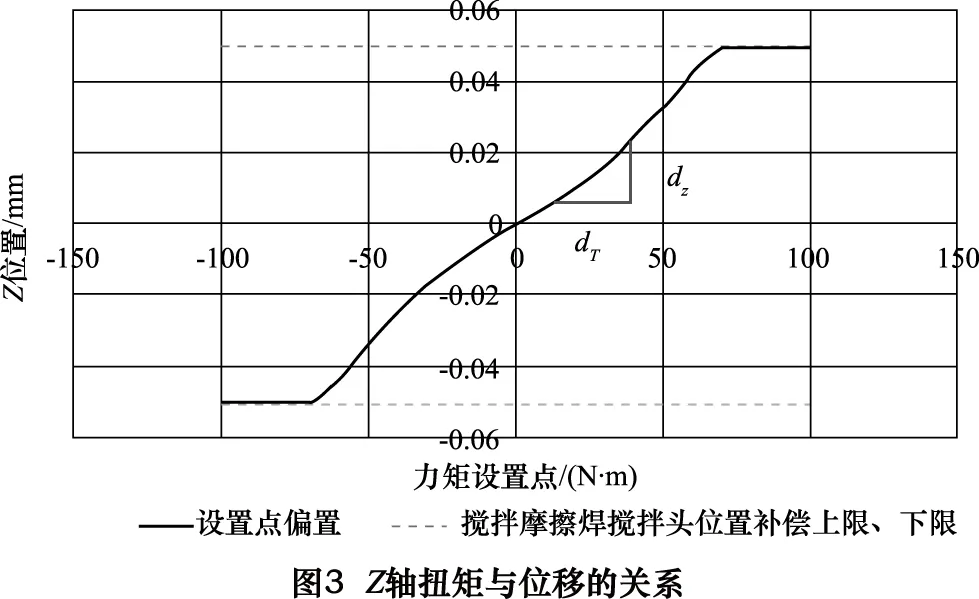
由圖3所示扭矩ΔT與Z軸位置的關(guān)系就可以實現(xiàn)恒定的壓力閉環(huán)控制。經(jīng)過試驗論證得出以下結(jié)論:
Pz=Pz′+dz
(3)
式中:Pz為Z軸實際位置,Pz′為程序位置指令,dz為位置偏差,且dz=(a1·dT)+(a3·dT)3,(dT=ΔT=Tz-Tb)。
在多項式非線性方程dz=(a1·dT)+(a3·dT)3中:a1表示力控制中線性控制因子,設(shè)置范圍在5×10-4至5×10-3;a3表示力控制中立方控制因子,設(shè)置范圍在0至1×10-9);此外可以根據(jù)不同的攪拌頭通過實驗論證來設(shè)置相應(yīng)的a1和a3。
3 運行效果
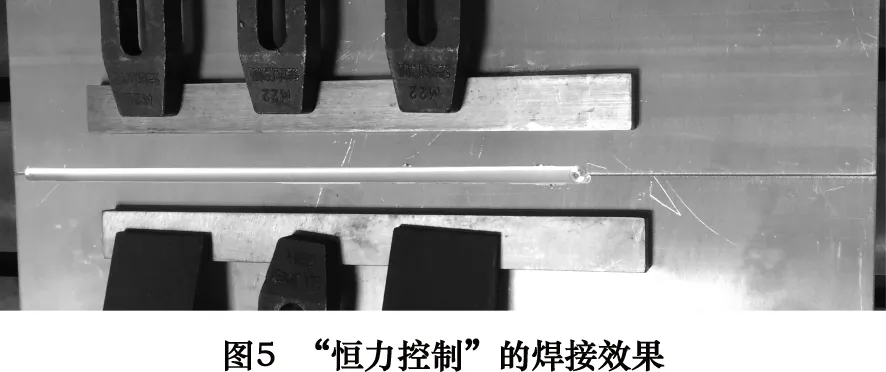
基于上述原理由數(shù)控系統(tǒng)來實現(xiàn)攪拌頭“恒壓力控制”的功能。圖4、5所示為使用該功能和沒有使用該功能的焊接效果,在焊接長度較長、型材較薄的工件時效果尤為顯著。

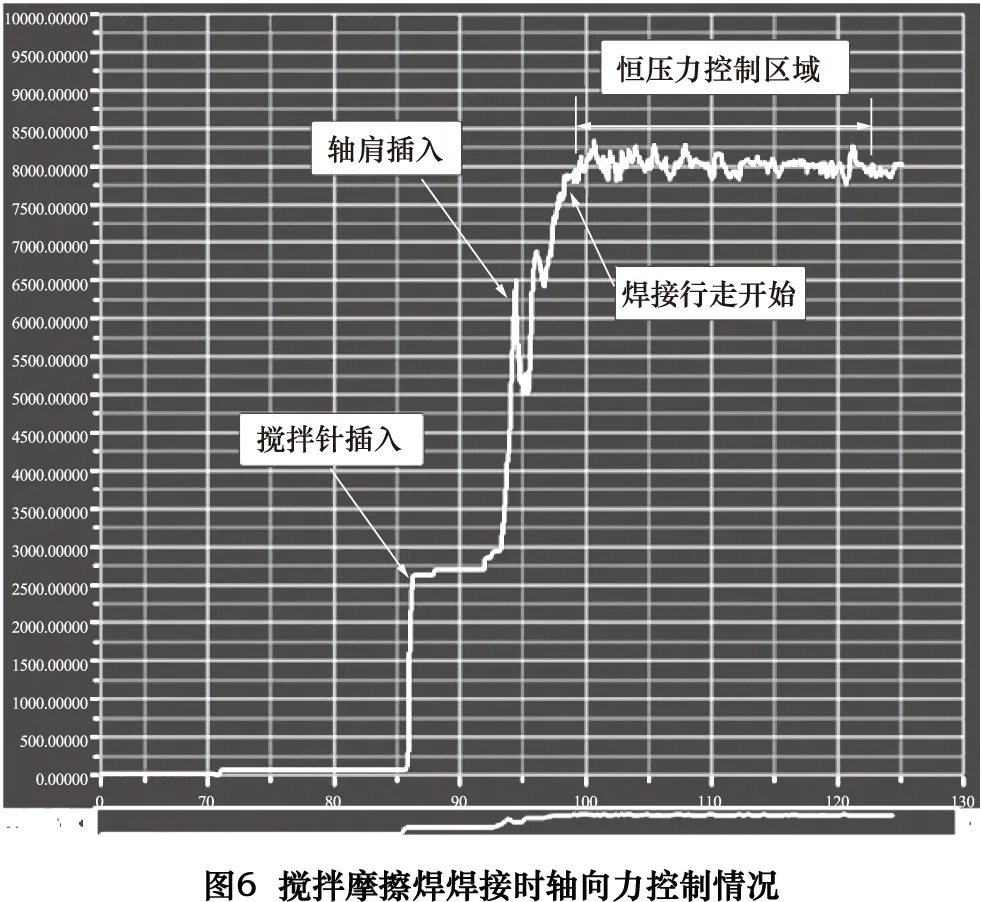
數(shù)據(jù)的采集可以通過SinuComNc軟件來讀取、記錄。通過分析數(shù)據(jù)的趨勢來調(diào)節(jié)各個控制系數(shù)來達到最佳的控制效果。
圖6中可以直觀地看到實現(xiàn)力值控制的區(qū)域只能在相對較穩(wěn)定的焊接軌跡部分進行。即攪拌頭插入母材的初始階段和最后的提升階段不易采用“恒力值”控制且對整個焊接過程不具有代表性;在焊接穩(wěn)定后的區(qū)域內(nèi)實現(xiàn)“恒力值”控制可以較好地保證焊接的質(zhì)量[6]。
4 結(jié)語
通過對1FK系列的同步電動機轉(zhuǎn)矩的控制穩(wěn)定了攪拌摩擦焊接質(zhì)量和生產(chǎn)效率,合理調(diào)整數(shù)控系統(tǒng)IPO設(shè)置來保證系統(tǒng)的響應(yīng)速度。西門子840Dsl數(shù)控系統(tǒng)特有的同步功能、多項式分析以及AC調(diào)節(jié)功能實現(xiàn)了攪拌摩擦焊設(shè)備“恒壓力控制”的目的,經(jīng)過實驗論證和客戶體驗獲得了一致肯定。
[1]趙俊生,樊文欣.電機與電氣控制及PLC[M].北京:電子工業(yè)出版社,2009
[2]陳伯時.電力拖動運動控制系統(tǒng):運動控制系統(tǒng)[M].3版.北京:機械工業(yè)出版社,2003.
[3]Landers R G,Isoy A G,Ma Y H.A comparison of model-based machining force control approches[J].International Journal of Macline Tools & Manufacture,2004,44:733-748.
[4]西門子840D數(shù)控系統(tǒng)高級編程手冊[Z].2010.
[5]陳先鋒,何亞飛,朱弘峰.SIEMENS 數(shù)控技術(shù)應(yīng)用工程師——SINUMERIK 840D/810D數(shù)控系統(tǒng)功能應(yīng)用與維修調(diào)整教程[M].北京:人民郵電出版社版社,2010.
[6] William R. Longhurst,enabling automation of friction stir welding:The modulation of weld seam input energy by traverse speed force control [J].Journal of Dynamic Systems, Measurement, and Control ,2010,132(4):041002--0410013.
(編輯孫德茂)
如果您想發(fā)表對本文的看法,請將文章編號填入讀者意見調(diào)查表中的相應(yīng)位置。
Synchronous motor torque control in Siemens 840Dsl realizes constant control on axial force in FSW
CAI ZhiliangZHANG Huade
(Shanghai Aerospace Equipments Manufacturer, Shanghai 200245, CHN)
Using methods of manual intervention on axial pressure in FSW makes the entire process lack of effective pressure monitoring. Therefore, this article uses CNC system to control the torque of synchronous motors to achieve closed-loop control of the axial force. Significant effects have been achieved through customers’ verification.
840Dsl; motor torque; synchronized actions
TP23
A
10.19287/j.cnki.1005-2402.2016.06.013
2015-11-30)
160629
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
中國科技論壇(2017年7期)2017-07-25 08:49:53
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學(xué)報(2016年1期)2017-01-20 08:21:20
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37

- 制造技術(shù)與機床的其它文章
- 引領(lǐng)視覺前沿 加碼中國智造
——康耐視 In-Sight 2000 產(chǎn)品發(fā)布會 - 預(yù)知自己 預(yù)測未來
——易格斯適應(yīng)工業(yè)4.0新品發(fā)布會 - 承載30年的夢想 智能生態(tài)制造
——沈陽機床智能機床i5M8全球首發(fā) - PrimoTM為你打開精密制造之門
——訪雷尼紹(上海)貿(mào)易有限公司業(yè)務(wù)拓展經(jīng)理皋銘先生 - 實力展現(xiàn) 以待良局
——訪科特制造公司工業(yè)產(chǎn)品部全球銷售總監(jiān)STEVE KANE - 技術(shù)領(lǐng)先,為用戶提高附加值
——訪MAG歐洲及亞洲區(qū)總裁海納?朗(Dr. Heiner Lang)博士