激光淬火對Cr12MoV鋼滲硼層鹽霧腐蝕和電化學腐蝕的影響
2016-09-27 02:17:04謝春洋孔德軍
中南大學學報(自然科學版) 2016年8期
謝春洋,孔德軍, 2
?
激光淬火對Cr12MoV鋼滲硼層鹽霧腐蝕和電化學腐蝕的影響
謝春洋1,孔德軍1, 2
(1. 常州大學 機械工程學院,江蘇 常州,213164;2. 常州大學 江蘇省材料表面科學與技術重點實驗室,江蘇 常州,213164)
利用熱浸滲法在Cr12MoV鋼表面制備一層滲硼層,對其進行CO2激光淬火處理。采用電子掃描電鏡(SEM)、能譜儀(EDS)和X線衍射儀(XRD)分析滲硼層鹽霧腐蝕前后表面形貌、化學元素組成和物相,考察激光淬火前、后滲硼層鹽霧腐蝕性能。通過電化學工作站測試激光淬火前后試樣自腐蝕電位、電流密度和腐蝕速率等腐蝕特性,討論激光淬火對電化學腐蝕的影響機理。研究結果表明:滲硼后表面產生許多孔隙,激光淬火消除這一缺陷。鹽霧腐蝕后滲硼層產生間隙腐蝕,主要腐蝕產物為γ-FeO(OH)和Fe3O4,激光淬火試樣只出現少量點蝕和細微裂紋,鈍化膜由Fe3O4和α-FeO(OH)組成。激光淬火后滲硼層自腐蝕電位未發生變化,但激光淬火后自腐蝕電流密度下降11%,電化學腐蝕性能得到明顯的改善。
Cr12MoV;滲硼層;激光淬火;鹽霧腐蝕; 電化學腐蝕
Cr12MoV鋼是一種應用廣泛的冷作模具鋼,主要用于各類冷沖壓模具的制造。由于其工作過程受力情況復雜[1],在潮濕環境中易出現腐蝕損傷現象,影響產品質量和模具使用壽命[2?3]。滲硼處理作為一種常規的材料表面強化工藝,可以提高材料表面硬度、耐磨性和耐蝕性等[4?6],但是滲硼層表面產生孔隙的缺陷,容易導致腐蝕的發生[7?8],因此,需要對滲硼層進行表面改性處理[9]。激光淬火具有速度快、能量高和工件變形小等特點,可以有效地消除滲硼層表面孔 隙[10?11]。國內已有學者將激光淬火應用于滲硼層的處理[12],經激光淬火后滲硼層耐磨損性能得到顯著的提高,但有關滲硼層激光淬火后腐蝕性能的研究甚少。本文作者利用激光淬火對Cr12MoV鋼滲硼層進行改性處理,采用SEM,EDS和XRD分析腐蝕前后試樣表面腐蝕產物形貌、化學元素組成和物相,對自腐蝕電位和自腐蝕電流密度等特性進行測試,對評估Cr12MoV鋼耐腐蝕性能具有工程應用價值。
1 試驗方法
試驗材料為Cr12MoV鋼,質量分數(%)為:C 1.45~1.70,Si≤0.40,Mo 0.40~0.60,S≤0.03,P≤0.03,Cr 11.00~12.50,V 0.15~0.30,其余為Fe。滲硼設備為鹽浴爐,鹽浴成分包括供硼劑、還原劑和添加劑,其中滲硼劑由硼砂和碳化硼組成,采用SiC、硅鈣合金和鋁粉作為還原劑,另用少量NaCl和其他鹽酸鹽作為添加劑。鹽浴成分:80%Na2B4O7+13%SiC+3.5% Na2CO3+3.5%KCl。當鹽浴溫度加熱至1000 ℃時,將試樣浸入鹽浴中,保溫6 h后取出,油淬,180 ℃回火2 h,即得滲硼試樣。激光淬火在GLS?IB型CO2激光器進行,工藝參數為:功率1500 W,掃描速度12 mm/s,光斑直徑4 mm,掃描方式為直線掃描,不設置搭接區。激光淬火前對試樣表面進行黑化處理,以提高激光吸收率。鹽霧腐蝕試驗在鹽霧腐蝕箱中進行,試驗條件:噴霧介質為5% NaCl溶液,溫度為(35±1) ℃,試驗周期為168 h。在CS350電化學工作站上進行電化學測試,測試面尺寸(長×寬)為10 mm×10 mm,其余面進行包覆處理,測試前浸泡72 h。腐蝕介質為5% NaCl溶液,試驗方法為動電位測試法,掃描速率為10 mV/s。試驗完畢后,用JSUPRA5型場發射掃描電鏡和JSM?6360LA型掃描電鏡及其配制的電子能譜儀分析腐蝕前、后試樣表面形貌和元素組成,利用D/max2500 PC型X線衍射儀對腐蝕產物物相進行 分析。
2 結果分析與討論
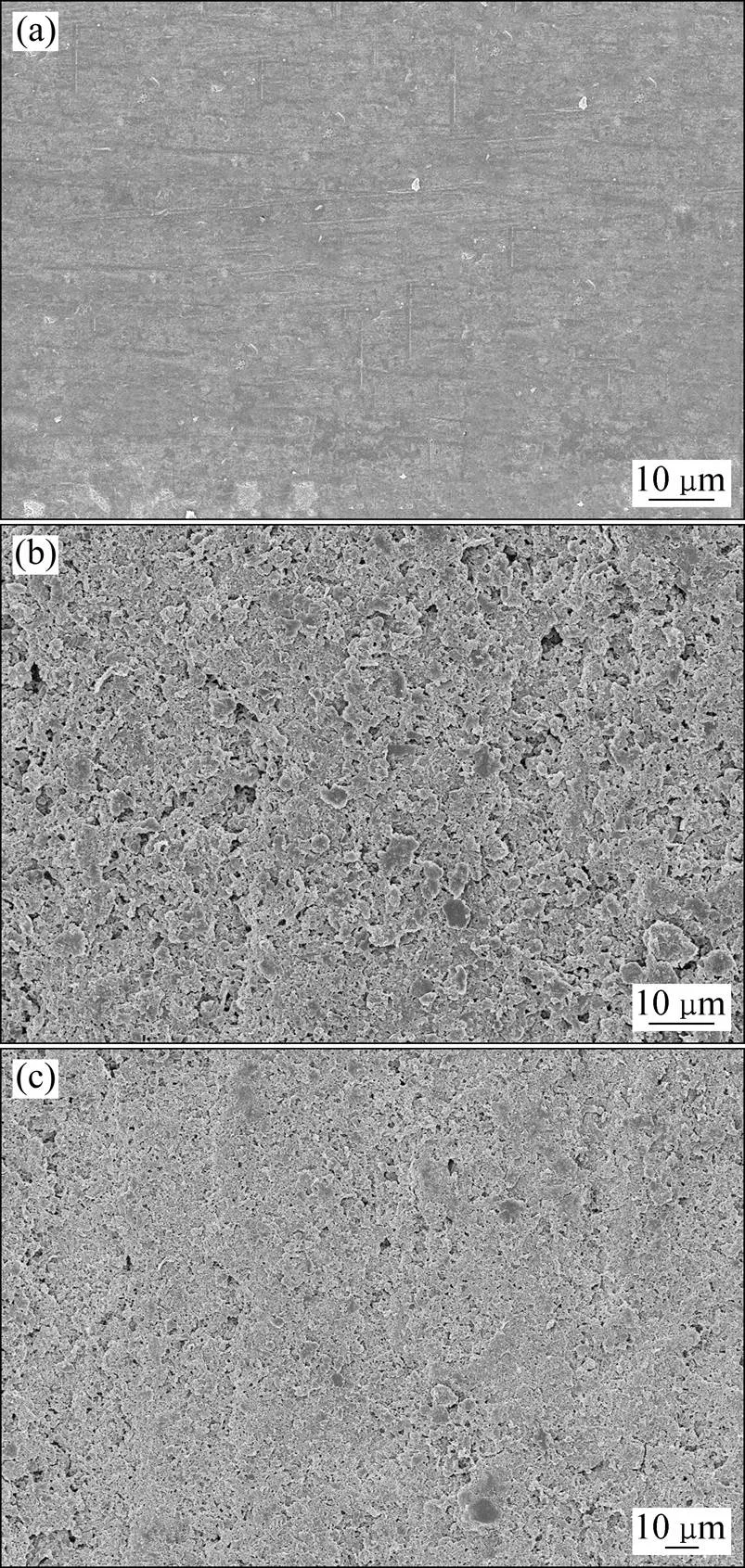
2.1 腐蝕前表面形貌
原始試樣表面較平整,無明顯的缺陷,如圖1(a)所示。滲硼后試樣表面組織呈片狀特征,出現較多細小的孔隙,如圖1(b)所示。孔隙來源于滲硼時一些不溶于硼化物的原子如Si和Cr等在硼化物晶界聚集形成孔核,同時,原子熱運動帶動空位聚集,冷卻時聚集的空位坍塌產生裂縫,最終導致孔隙的形成[13?14]。由圖1(c)可見:激光淬火后滲硼層孔隙減少,這是由于激光淬火后發生了由面心立方晶體的奧氏體向體心四方結構(BCT)的馬氏體相變,體積發生膨脹的緣故。