沖壓速度對鋁合金5182-O拉深性能的影響
2016-09-27 02:24:16居龍毛婷婷李洪波張杰
中南大學學報(自然科學版) 2016年8期
居龍,毛婷婷,李洪波,張杰
?
沖壓速度對鋁合金5182-O拉深性能的影響
居龍1, 2,毛婷婷2,李洪波1,張杰1
(1. 北京科技大學 機械工程學院,北京 100083;2. 美國俄亥俄州立大學 精密成形中心,哥倫布,43210)
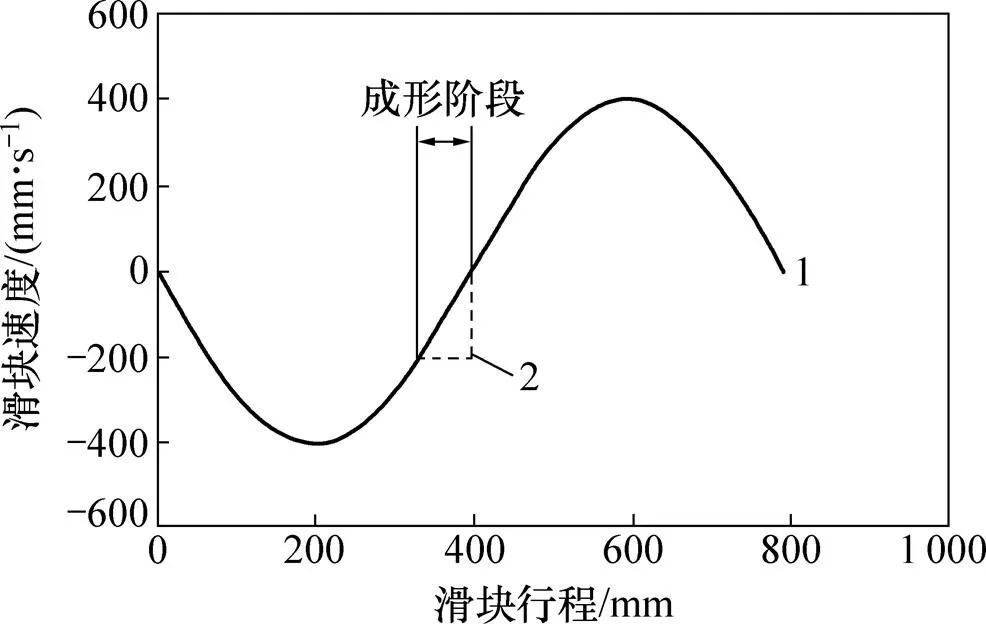
成形速度不僅關系到生產效率,且對成形質量具有重要的影響。伺服驅動壓力機可實現滑塊任意運動模式調節與控制,為多樣化沖壓過程提供可能性。采用傳統機械式和恒速成形式2種滑塊運動模式,基于Pamstamp有限元仿真確定了板料尺寸、壓邊力和拉深深度,利用伺服壓力機對汽車通用鋁合金材料5182-O進行常溫下不同速度下的拉深試驗。試驗結果表明:隨著沖壓速度增加,拉深件關鍵圓角區域頸縮及破裂趨勢減小,并且沖壓力相比于低速成形時減小量可達8.9%。從材料力學屬性及潤滑狀態2個方面進行進一步的分析與討論,結合有限元計算,對比分析不同沖壓速度下所選截面處板料相對于模具的滑動速度,指出局部區域潤滑狀態的動態變化成為沖壓速度影響拉深成形質量的關鍵因素。
鋁合金;拉深試驗;成形速度;拉深性能
隨著能源、環境以及安全問題的日益嚴峻,汽車輕量化設計成為了現代汽車工業發展的主流趨勢。與傳統鋼板相比,鋁合金的強度和鋼板的相近,且密度只有鋼板的1/3,并且具有良好的力學性能、抗腐蝕性和抗沖擊性等特性[1]。因此在輕質合金中,鋁合金是目前在汽車制造中用量最多、發展最快的材料,具有廣闊的研究前景。5000系(Al-Mg)鋁合金具有固溶強化特點,在強度、成形性、抗腐蝕性及焊接性能等方面已與常用鋼板接近,主要用于汽車內板等形狀復雜不注重外觀質量的部位[2?3]。其他汽車覆蓋件如車蓋、后備箱蓋及空氣過濾器等零件的成形對板料延展性要求較高,因此,研究5000系鋁合金板料的拉深性能對其在汽車覆蓋件上的應用具有重要的意義。國內外對汽車用5000鋁合金材料的成形性能及工藝技術研究成果較多。利用單向拉伸、液壓脹形和十字雙向拉伸等實驗,可獲得材料在不同加載路徑下的力學參數[4]。通過實驗與數值模擬相結合,能夠建立鋁合金板材料力學參數與其在沖壓過程中零件的破裂、起皺、回彈等缺陷的相關性,有助于模具的設計和沖壓工藝參數的優化[5]。溫成形和變壓邊力等新型成形工藝的出現,加快了鋁合金在汽車工業上的應用。在升溫條件下,鋁合金5083,5754和5182等材料的力學性能隨溫度和變形速率而變化,通過對溫度及沖壓速度的合理匹配,可很大程度地提高鋁合金材料的成形性能[6?8]。隨著沖壓設備及控制系統的不斷發展,變壓邊力控制技術可有效地提高沖壓件的成形性能及質量,包括了壓邊力隨時間、位置等變量的變化,以及根據零件局部成形質量(減薄率和起皺高度)自適應調整沖壓過程中所施加的壓邊力,以提高沖壓件的成形性能[9?11]。拉深成形是板料沖壓加工中最常見的工藝之一,影響鋁合金的拉深性能及零件質量的主要因素有材料力學性能、模具設計、界面接觸及潤滑狀態以及壓邊力和沖壓速度等[12]。其中,沖壓成形速度不僅關系到實際生產效率,而且對金屬材料拉深成形性能具有重要影響,而沖壓速度曲線的多樣化設計對沖壓設備的調控性能要求較高。在國內外沖壓設備的設計與研究中,采用伺服電機驅動技術已逐漸成為一個重要發展方向,伺服驅動壓力機可根據不同工藝要求,實現壓力機滑塊的任意運動特性,克服了傳統曲柄壓力機運動特性不可調節的缺點。滑塊運動特性設計有助于提高設備工作效率及工作性能,并且能夠實現零件成形性能的提高[13?14]。在沖壓過程中特殊設計的壓力機滑塊運動,如脈沖式或階梯式,能夠有效地提高拉深成形零件的極限拉深比,并抑制零件邊部及壁部起皺[14?15]。但受到實際生產及設備應用的限制,該類復雜運動特性很難得到廣泛應用。通過對鋁合金門板進行不同速度沖壓實驗發現,拉深深度不僅受到成形速度的影響,且與成形速度變化率有密切的關系[16]。國內學者主要針對汽車用鋼進行了不同成形速度下的板料拉深性能研究。通過對比研究傳統曲柄壓力機和伺服壓力機的工作特性,認為合理的壓力機運動模式可增加拉深深度,并提高拉深產品的質量,但對于成形速度如何影響拉深性能并沒有進行深入分析[17?18]。因此,對于常溫下成形速度對鋁合金板料拉深成形性能的影響,國內研究依然較少。5182-O鋁合金在汽車車身輕量化材料設計中體現出了良好的研究前景,該材料拉伸強度高,并且具有一定的成形性能。因此,本文作者利用伺服驅動壓力機對鋁合金5182-O進行了常溫下的拉深試驗,通過調節伺服壓力機滑塊的運動,對比分析了常規機械曲柄滑塊式運動及恒速運動下,沖壓速度對拉深成形性能的影響。并從材料力學性能及摩擦與潤滑的角度對試驗結果進行了深入討論,分析了成形速度對拉深性能的影響機理,對于提高常溫下鋁合金拉深性能與產品質量具有一定指導意義。
1 試驗材料及方法
1.1 試驗材料的拉伸試驗及性能參數
為獲得5182-O材料的基本力學參數,根據JIS(Japanese Industrial Standards)拉伸試驗標準對厚度為1.2 mm的鋁合金5182-O試樣進行拉伸試驗,獲取了該材料在常溫下的力學性能,具體參數如表1所示。

表1 AA 5182-O材料拉伸試驗力學參數
1.2 拉深試驗模具及其運動方式
拉深試驗所用模具如圖1所示。凹模腔內具有多處圓角設計,凹模與凸模圓角分別為20 mm(7)和 10 mm(8),凹模與凸模間隙為1.6 mm。