兩種工藝下某天線微通道冷板特性的實(shí)驗(yàn)研究
2016-10-12 00:39:54翁夏西南電子技術(shù)研究所成都610036
裝備環(huán)境工程 2016年1期
翁夏(西南電子技術(shù)研究所,成都 610036)
環(huán)境試驗(yàn)與評(píng)價(jià)
兩種工藝下某天線微通道冷板特性的實(shí)驗(yàn)研究
翁夏
(西南電子技術(shù)研究所,成都 610036)
目的 研究不同工藝下微通道冷板的特性及成因。方法 以實(shí)驗(yàn)研究為基礎(chǔ),對(duì)兩種工藝方式(增材制造和真空釬焊)下的某天線微通道冷板進(jìn)行流動(dòng)和傳熱分析。另外,還使用CT技術(shù)對(duì)兩種冷板的內(nèi)部結(jié)構(gòu)進(jìn)行成像。結(jié)果 獲得了冷板特性數(shù)據(jù)和內(nèi)部成像圖片。結(jié)論 分析表明,增材制造的微通道冷板具有良好的性能,具備工程應(yīng)用的潛力。
微通道;增材制造;真空釬焊;CT成像;冷板特性
微通道冷板內(nèi)部結(jié)構(gòu)的復(fù)雜性和細(xì)微性導(dǎo)致其加工工藝一直是一道難題。近年來(lái),由于工程上對(duì)高熱流密度冷板與天線結(jié)構(gòu)的一體化設(shè)計(jì)、生產(chǎn)需要和工藝技術(shù)本身日新月異的發(fā)展,產(chǎn)生了一些微通道冷板設(shè)計(jì)的新工藝方法。特別是在“工業(yè)4.0”被提出之后,這些新方法產(chǎn)生了加速發(fā)展的趨勢(shì)。從已有的文獻(xiàn)研究來(lái)看,這些創(chuàng)新的工藝方法在很大程度上節(jié)約了生產(chǎn)制造周期、提高了加工精度、降低了加工難度以及保證了微通道冷板的部分性質(zhì)。
國(guó)內(nèi)外已有很多文獻(xiàn)研究過(guò)單相流的工況下微通道內(nèi)的流阻情況,并提出了各關(guān)聯(lián)式以研究宏觀的換熱情況[1—5]和使用新型工質(zhì)時(shí)的流動(dòng)情況[6]。同時(shí),還有不少學(xué)者研究了通道材料表面粗糙度對(duì)其流阻的影響[7]。
羅茲工業(yè)大學(xué)的 Ewa Raj,Zibigniewlisik和WlodzimierzFiks[8]使用增材制造的方式實(shí)現(xiàn)了銅質(zhì)微通道,且其特征尺寸小于1 mm。中科院理化技術(shù)研究所的王昂[9]等在制作微微型混合工質(zhì)J-T制冷器的過(guò)程中,使用3D打印的方法實(shí)現(xiàn)了0.1 mm的微通道深槽加工,并發(fā)現(xiàn)此方法可保證材料強(qiáng)度。俄勒岡州立大學(xué)的Ravi Eluri和Brian K.Paul[10]使用3003鋁合金,采用真空擴(kuò)散焊的工藝方法,在不使用助焊劑的情況下,成功地實(shí)現(xiàn)了微結(jié)構(gòu)的制造。另外,有研究人員對(duì)這些新工藝下的表面粗糙度進(jìn)行了詳細(xì)的研究[11—12]。
使用新型工藝加工制造微通道冷板是一個(gè)發(fā)展趨勢(shì),文中將通過(guò)實(shí)驗(yàn)的方式,研究增材制造和傳統(tǒng)真空釬焊制成的微通道冷板的流動(dòng)和傳熱特性,并分析產(chǎn)生這些現(xiàn)象的原因,以為后續(xù)進(jìn)一步的研究作好定量的準(zhǔn)備。
1 實(shí)驗(yàn)
1.1微通道冷板結(jié)構(gòu)
某天線的微通道冷板結(jié)構(gòu)如圖1所示。右下和右上為接口法蘭,將快插接頭螺裝于其上,以便于供液。
該冷板的主要技術(shù)參數(shù)如下:流道寬度為0.4 mm,流道深度為1.5 mm,流道水力直徑為0.63 mm,冷板厚度為4.5 mm,通道數(shù)量為67。其中,流道水力直徑采用4×面積/周長(zhǎng)計(jì)算得出。在工程上,可認(rèn)為水力直徑小于1 mm的通道為微通道。該微通道冷板通過(guò)設(shè)計(jì),保證了其截面長(zhǎng)寬比處于合理的范圍之內(nèi)。
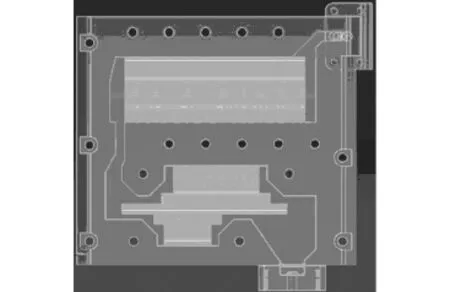
圖1 微通道冷板結(jié)構(gòu)透視Fig.1 Scenograph of the microchannel cold-plate
1.2冷板加工制造
文中將通過(guò)增材制造和真空釬焊的工藝方式分別制作出尺寸結(jié)構(gòu)完全相同的微通道冷板。
1.2.1增材制造
增材制造(additive manufacturing,AM)技術(shù)是通過(guò)CAD設(shè)計(jì)數(shù)據(jù)采用材料逐層累加的方法制造實(shí)體零件的技術(shù),相對(duì)于傳統(tǒng)的材料去除(切削加工)技術(shù),是一種“自下而上”材料累加的制造方法[13]。3D打印實(shí)質(zhì)上就是快速成形技術(shù)(Rapid Prototyping,RP)之一,通常,快速成形技術(shù)分為以下幾種類型:光敏固化成形(StereoLithography Appearance,SLA)、熔融沉積成形(FusedDeposition Modeling,F(xiàn)DM)、選擇性激光燒結(jié)(SelectiveLaser Sintering,SLS)、分 層 實(shí) 體 制 造(LaminatedObject Manufacturing,LOM)和三維打印(3 Dimensional Printing,3D打印)等[14]。
該次微通道冷板使用選擇性激光燒結(jié)(SLS)的方式進(jìn)行增材制造。該工藝的特點(diǎn)是材料適應(yīng)面廣,不僅能制造塑料零件,還能制造陶瓷、金屬、蠟等材料的零件[15]。當(dāng)前,由于選擇性激光燒結(jié)技術(shù)可以使用較多類型金屬粉末進(jìn)行加工,針對(duì)的應(yīng)用面也較廣,且成形的產(chǎn)品具備良好的力學(xué)特性,因此,該方法的普及速度很快,具備良好的前景。
該次加工使用了該公司較為成熟的不銹鋼粉末材料進(jìn)行激光燒結(jié),直接成形成設(shè)計(jì)所需的微通道冷板。在此方法下,通道間距的推薦值不能小于300 μ m,否則可能形成堵塞的通道。由于目前不銹鋼粉末的燒結(jié)技術(shù)較為成熟,因此選擇304不銹鋼粉末作為材料。在該工藝下,使用SLS方法直接成形后的冷板如圖2所示。
1.2.2真空鋁釬焊
對(duì)于機(jī)加、焊接的冷板,其工藝流程是:采用鋁合金3A21,首先機(jī)加出微通道冷板毛坯,此毛坯包含了全部的內(nèi)部微結(jié)構(gòu)和簡(jiǎn)單的外形結(jié)構(gòu);然后,將上、下冷板毛坯進(jìn)行焊接(采用真空鋁釬焊);最后,對(duì)該毛坯進(jìn)行外形尺寸的機(jī)加,形成最后的微通道冷板。加工好的微通道冷板如圖3所示,其焊接面如圖4所示。
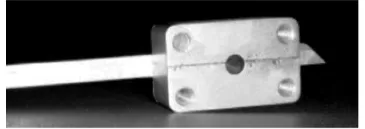
圖4 冷板焊接面Fig.4 Welding face of the cold-plate

圖2 不銹鋼增材制造的微通道冷板(含快插接頭)Fig.2 Microchannel cold-plate additively manufactured using stainless steel(including quick connector)

圖3 真空鋁釬焊制造的微通道冷板Fig.3 Microchannel cold-plate manufactured by vacuum aluminum brazing
1.3流動(dòng)實(shí)驗(yàn)
流動(dòng)實(shí)驗(yàn)的系統(tǒng)如圖5所示。泵將儲(chǔ)液槽中的65#防凍液抽出,通過(guò)微通道冷板,再回到儲(chǔ)液槽中,差壓壓力計(jì)連接在微通道冷板的兩端測(cè)量冷板的進(jìn)出口壓力差。由于該系統(tǒng)中采用了齒輪泵作為工質(zhì)的驅(qū)動(dòng)力,因此可通過(guò)控制泵的調(diào)速電壓來(lái)達(dá)到控制流量的目的。之后通過(guò)測(cè)量多個(gè)流量點(diǎn)的壓力差,可達(dá)到測(cè)量微通道冷板流阻的目的。

圖5 流動(dòng)實(shí)驗(yàn)系統(tǒng)Fig.5 System of flow experiment
由于試驗(yàn)系統(tǒng)(包括管路和接頭等)本身具有不小的流阻,因此需要測(cè)試系統(tǒng)流阻。測(cè)試方法為:去掉中間的微通道冷板,直接將兩個(gè)快插接頭進(jìn)行短接,之后測(cè)試系統(tǒng)流阻。短接方式如圖6所示。

圖6 系統(tǒng)流阻短接測(cè)試方式Fig.6 Short circuit test method of system flow resistance
2.4傳熱實(shí)驗(yàn)
傳熱實(shí)驗(yàn)的系統(tǒng)如圖7所示。在流動(dòng)實(shí)驗(yàn)系統(tǒng)的基礎(chǔ)上,在微通道冷板上裝夾發(fā)熱電阻夾具,用熱電偶進(jìn)行溫度測(cè)量,并使用計(jì)算機(jī)記錄。熱電偶的布置如圖8所示,并且在電阻安裝夾具與微通道冷板的接觸面上,在圖8中7個(gè)位置的豎直投影點(diǎn)同樣設(shè)立了熱電偶傳感器(測(cè)溫點(diǎn)1除外)。因此,實(shí)驗(yàn)中共設(shè)置了13個(gè)熱電偶測(cè)溫點(diǎn),分別對(duì)應(yīng)7個(gè)發(fā)熱電阻的直接接觸面和一維傳熱通道,即夾具與冷板的接觸面(測(cè)點(diǎn)1除外,此點(diǎn)由于結(jié)構(gòu)原因無(wú)法投影)。
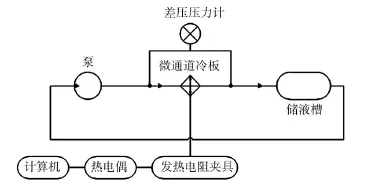
圖7 傳熱實(shí)驗(yàn)系統(tǒng)Fig.7 Heat transfer experiment system
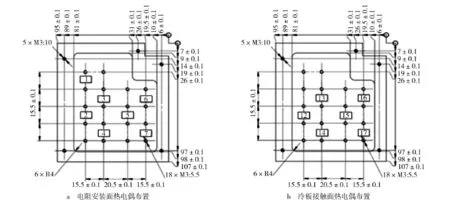
圖8 熱電偶位置示意Fig.8 Position of thermocouple
對(duì)于一維傳熱,有傅里葉定律:
在此種熱電偶布置方式下,若夾具基板厚度為l1,電阻安裝面到微通道冷板對(duì)流壁面的距離為l2,電阻安裝面溫度為T(mén)1,豎直方向上夾具與冷板接觸面溫度為T(mén)2,則豎直方向上冷板對(duì)流壁面溫度Ts為:

該實(shí)驗(yàn)擬分為四組相似實(shí)驗(yàn),見(jiàn)表1。
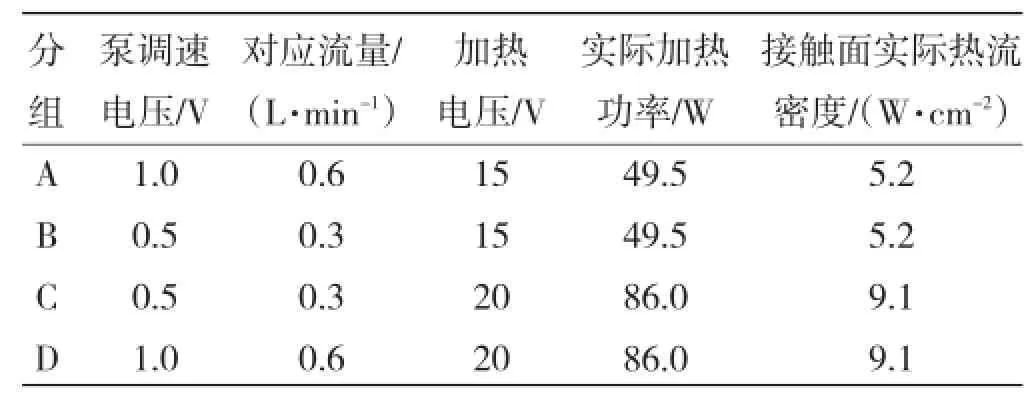
表1 傳熱實(shí)驗(yàn)分組Table 1 Grouping of the heat transfer experiment
由于兩種工藝下冷板的材料不同,且304不銹鋼和3A21鋁合金的導(dǎo)熱系數(shù)差別過(guò)大,因此只對(duì)使用真空鋁釬焊的冷板進(jìn)行傳熱實(shí)驗(yàn),以確定其熱阻量級(jí)。
1.5CT成像
CT成像是目前應(yīng)用較為廣泛和深入的無(wú)損檢測(cè)技術(shù)之一。為了了解兩種冷板之間的流阻形成巨大差異的原因,文中使用了CT技術(shù)對(duì)兩種冷板的分別進(jìn)行了剖視圖成像。兩種冷板的橫向CT成像如圖9所示,縱向CT成像如圖10所示。
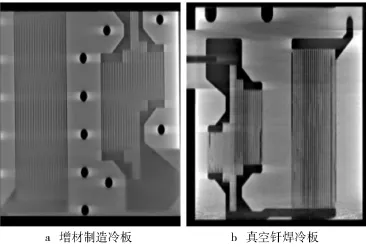
圖9 冷板的橫向CT成像Fig.9 Transverse CT imaging of the cold-plate
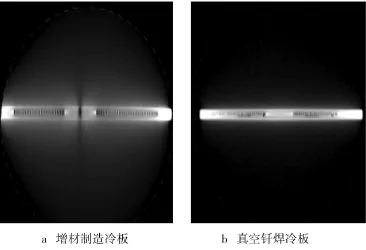
圖10 冷板的縱向CT成像Fig.10 Longitudinal CT imaging of the cold-plate
2 結(jié)果與討論
2.1流動(dòng)實(shí)驗(yàn)數(shù)據(jù)
通過(guò)短接的方式,測(cè)得系統(tǒng)本身的流阻曲線如圖11所示。因?yàn)楸纠浒宓膽?yīng)用目的是實(shí)現(xiàn)天線模塊冷卻,所以流量不會(huì)太大,該實(shí)驗(yàn)將其流量控制在0.9 L/min之內(nèi)。
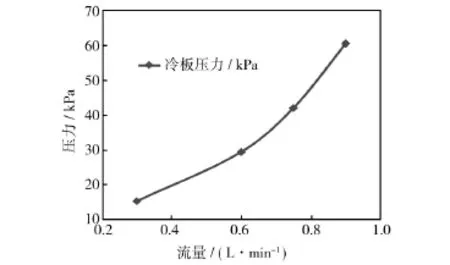
圖11 系統(tǒng)本身流阻曲線Fig.11 Flow resistance curve of the system
由于實(shí)驗(yàn)條件的限制,齒輪泵調(diào)速電壓最多只能調(diào)制2 V,更高的電壓所帶來(lái)的大流量會(huì)破壞管路系統(tǒng),因此,該實(shí)驗(yàn)中,不同冷板所對(duì)應(yīng)的最高流量限制是不同的。增材制造微通道冷板的流阻實(shí)驗(yàn)數(shù)據(jù)可整理為流阻曲線如圖12所示,圖中冷板壓力為實(shí)驗(yàn)壓力與系統(tǒng)自身壓力之差。
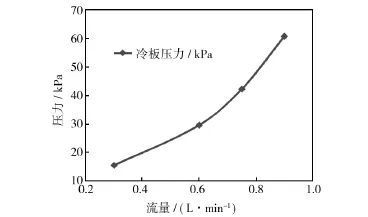
圖12 增材制造微通道的冷板流阻曲線Fig.12 Flow resistance curve of the microchannel cold-plate produced by additive manufacture
真空鋁釬焊的微通道冷板流阻曲線如圖13所示,圖中冷板壓力同樣是實(shí)驗(yàn)壓力與系統(tǒng)自身壓力之差。
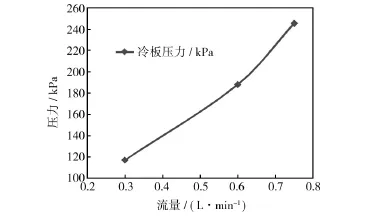
圖13 真空釬焊微通道的冷板流阻曲線Fig.13 Flow resistance curve of the microchannel cold-plate produced by vacuum brazing
2.2傳熱實(shí)驗(yàn)數(shù)據(jù)
通過(guò)分組實(shí)驗(yàn),并整理所得數(shù)據(jù),可以得到冷板的熱阻數(shù)據(jù),見(jiàn)表2。從表2中可見(jiàn),該冷板一維傳熱方向上的熱阻較小。
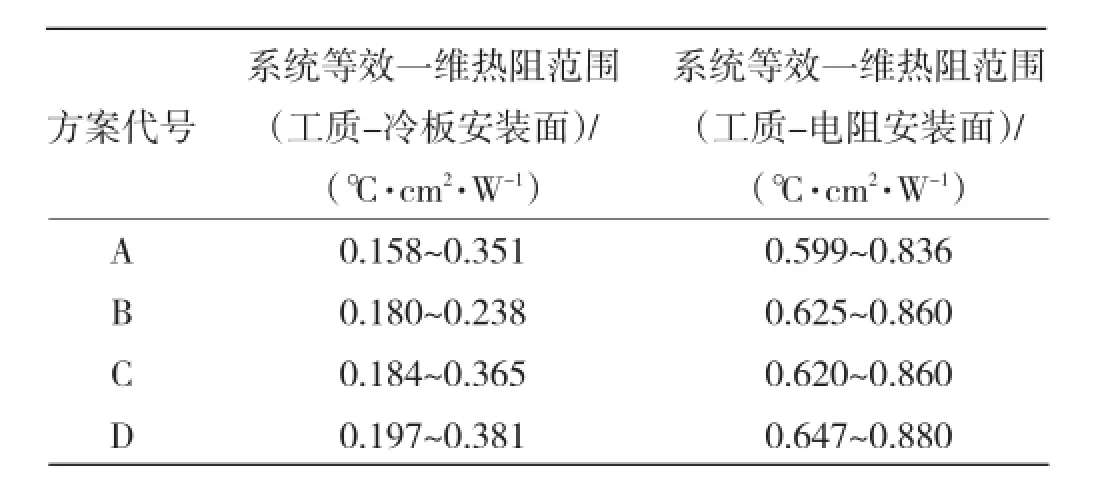
表2 冷板和系統(tǒng)等效熱阻Table 2 Equivalent thermal resistance of the cold-plate and the system
2.3CT成像分析
通過(guò)增材制造的冷板各通道間縫隙均勻、通道規(guī)整,整體工藝質(zhì)量很好;通過(guò)釬焊制造的冷板存在著焊料不規(guī)則流動(dòng)的問(wèn)題,導(dǎo)致各通道大小不一或形成堵塞。因此,可以看出內(nèi)部結(jié)構(gòu)的質(zhì)量將會(huì)直接影響到冷板的流阻,從而對(duì)實(shí)際工程的應(yīng)用情況產(chǎn)生重大影響。
3 結(jié)論
通過(guò)以上研究,可以得出以下幾點(diǎn)結(jié)論。
1)在相同結(jié)構(gòu)下,不銹鋼增材制造冷板的流阻要明顯低于真空鋁釬焊冷板的流阻。
2)得出了真空鋁釬焊微通道冷板的一維等效熱阻范圍。
3)在一般情況下,增材制造冷板內(nèi)部結(jié)構(gòu)的規(guī)整性以及工藝的可控性要好于真空釬焊的冷板。
4)增材制造微通道冷板具有各方面的良好特性,具有更好的應(yīng)用前景,將是以后進(jìn)一步研究的重點(diǎn)方向。
[1]MASOUD A,XIE G,BENGT S.A Review of Heat Transfer and Pressure Drop Characteristics of Single and Two-phase Microchannels[J].International Journal of Heat and Mass Transfer,2014,79:34—53.
[2]YANG Z,PEGA S H.Single-phase and Two-phase Flow Pressure Drop Inthe Vertical Header of Microchannel Heat Exchanger[J].International Journal of Refrigeration,2014,44:12—22.
[3]DAI Z,DAVID F F,BRIAN S H.Impact of Tortuous Geometry on Laminar Flow Heat Transfer in Microchannels [J].International Journal of Heat and Mass Transfer,2015,83:382—398.
[4]YANG Shan-shan,ZOU Ming-qing,LIANG Ming-chao.A Fractal Analysis of Laminar Flow Resistance in Roughened Microchannels[J].International Journal of Heat and Mass Transfer,2014,77:208—217.
[5]LEELA V V,RAJAN K S.Computational Analysis of New Microchannel Heat Sink Configurations[J].Energy Conversion and Management,2014,86:595—604.
[6]CHANG Y P,YONGHEE J,BOSUNG K,et al.Flow Boiling Heat Transfer Coefficients and Pressure Drop of FC-72 in Microchannels[J].International Journal of Multiphase Flow,2012,39:45—54.
[7]LIU Yang-peng,XU Guo-qiang,SUN Ji-ning,et al.Investigation of the Roughness Effect on Flow Behavior and Heat Transfer Characteristics in Microchannels[J].International Journal of Heat and Mass Transfer,2015,83:11—20.
[8]EWA R,ZIBIGNIEW L,WLODZIMIERZ F.Influence of the Manufacturing Technology on Microchannel Structure Efficiency[J].Materials Science and Engineering B,2011,176:311—315.
[9]王昂,公茂瓊,吳劍峰.基于3D打印的微微型混合工質(zhì)J-T制冷器實(shí)驗(yàn)研究[J].工程熱物理學(xué)報(bào),2015,36(3):600—604.
WANG Ang,GONG Mao-qiong,WU Jian-feng.Experimental Investigation on a 3D Print Made Microminiature Mixed Refrigerant J-T Cooler[J].Journal of Engineering Thermophsics,2015,36(3):600—604.
[10]RAVI E,BRIAN K P.Silver Nanoparticle-assisted Diffusion Brazing of 3003 Al Alloy for Microchannel Applications[J]. Materials and Design,2012,36:13—23.
[11]DAEKEON A,JIN-HWE K,JINHO C,et al.Quantification of Surface Roughness of Parts Processed by Laminated Object Manufacturing[J].Journal of Materials Processing Technology,2012,212:339—346.
[12]GIOVANNI S,LIANG H,RICHARD M E,et al.Surface Roughness Analysis,Modelling and Prediction in Selective Laser Melting[J].Journal of Materials Processing Technology,2013,213:589—597.
[13]盧秉恒,李滌塵.增材制造(3D打印)技術(shù)發(fā)展[J].機(jī)械制造與自動(dòng)化,2013,42(4):1—4.
LU Bing-heng,LI Di-chen.Development of the Additive Manufacturing(3D Pringting)Technology[J].Machine Building&Automation,2013,42(4):1—4.
[14]余冬梅,方奧,張建斌.3D打印:技術(shù)和應(yīng)用[J].金屬世界,2013(6):6—11.
YU Dong-mei,F(xiàn)ANG Ao,ZHANG Jian-bin.3D Printing:Technology and Application[J].Material World,2013(6):6—11.
[15]余前帆.增材制造——3D打印的正稱[J].中國(guó)科技術(shù)語(yǔ),2013,46(4):46—52.
YU Qian-fan.Additive Manufacturing——the Formal Designation of 3D Printing[J].China Terminology,2013,45(4):46—52.
Experimental Study on a Certain Antenna′s Microchannel Cold-plates Machined by Two Techniques
WENG Xia
(Southwest Institute of Electronics Technology,Chengdu 610036,China)
Objective To study the characteristics of microchannel cold-plates machined by different techniques and analyze the corresponding cause of formation.Methods Based on experimental study,the features of flow and heat transfer of the microchannel cold-plates processed by material additive manufacturing and vacuum brazing were analyzed.In addition,CT technology was used to image the inner structures of the two types of microchannel cold-plates.Results The characteristics and inner images of the cold-plates were obtained.Conclusion The analysis results indicated that the microchannel cold-plates machined by material additive manufacturing had good performance and could be applied in engineering projects.
microchannel;material additive manufacturing;vacuum brazing;CT imaging;characteristics of cold-plates
2015-09-28;Revised:2015-10-13
10.7643/issn.1672-9242.2016.01.019
TJ05
A
1672-9242(2016)01-0106-06
2015-09-28;
2015-10-13
國(guó)防基礎(chǔ)科研重點(diǎn)項(xiàng)目(JCKY2013210B004)
Fund:Key Project of National Defense Basic Research(JCKY2013210B004)
翁夏(1987—),男,四川樂(lè)山人,碩士,助理工程師,主要研究方向?yàn)殡娮釉O(shè)備熱設(shè)計(jì)。
Biography:WENG Xia(1987—),Male,from Leshan,Sichuan,Master′s degree,Assistant engineer,Research focus:thermal design of the electronic equipment.
猜你喜歡
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
