淺析機加工誤差數據處理及誤差分析方法
2016-10-21 03:41:28程春宇謝瑩瑩
價值工程 2016年7期
關鍵詞:數據處理
程春宇 謝瑩瑩


摘要:對轉向架構架機加工的關鍵尺寸的檢測數據運用梳理統計的方法進行處理和分析,發現誤差出現的規律、判明誤差的性質及類別,提出改進建議。
Abstract: The test data of the key size of truck frame machining is processed and analyzed by the combing statistics to find the regularity of errors, determine the nature and category of the error and put forward the suggestions for improvement.
關鍵詞:加工誤差;構架;數據處理;誤差分析
Key words: machining error;framework;data processing;error analysis
中圖分類號:TH161 文獻標識碼:A 文章編號:1006-4311(2016)07-0142-03
0 引言
轉向架是列車系統的重要組成部分,起著支承車體、增加車輛載重、傳遞牽引力和制動力、減小振動和沖擊、保證車輛安全運行的作用。而轉向架構架又是固定轉向架上各種設備的基礎,起著傳遞牽引力及制動力、承受垂向力等作用[1],轉向架構架作為一個鋼板和鑄件組焊的構件,其生產流程歷經多次焊接、調修、探傷、機加工,工藝比較復雜。在生產實際中,影響其最終加工精度的因素往往是錯綜復雜的,這里面既可能有機械加工方面的原因,也可能有工裝定位、焊接及檢測工藝方面的原因,因此很難用傳統的單因素分析法來分析計算某一工序的加工誤差。
為此我們根據批量的實際加工的檢測結果,運用數理統計的方法對測量數據加以處理和分析,其目的是發現誤差出現的規律、判明誤差的性質及類別,為避免誤差問題和解決誤差提供理論依據。
1 加工誤差的性質分類
各種單因素的加工誤差,按其性質的不同,可分為系統性誤差和隨機性誤差兩大類,一般分為:常值系統性誤差、變值系統性誤差、隨機誤差幾種,對應的影響因素見圖1所示。
2 加工誤差的統計分析法
構架加工過程中,影響其誤差大小的因素種類繁多,加工工序較為復雜,為了更加貼合構架加工實際情況,這里我們采用統計分析法來研究其加工精度。統計分析法是以現場觀察所得資料為基礎的,主要采用分布圖分析法(直方法)和點圖分析法(單值點圖、樣組點圖)。
我們以構架特性分級中的側梁關鍵尺寸(1940±0.5)為例進行分析,根據68個構架實際加工的3D檢測測量結果進行加工誤差的數據分析。
3 統計分析計算
3.1 直方圖 以工件尺寸(或誤差)為橫坐標,以頻率密度為縱坐標,就可作出該批工件加工尺寸(或誤差)的實際分布圖,即直方圖,我們將四個部位的尺寸分別做出直方圖如圖2所示。
圖中參數含義如下:
Xmin——樣本尺寸的最小值;Xmax——樣本尺寸的最大值;X均——樣本均值x;Xm——樣本尺寸的公差帶中間值。
由直方圖可以直觀地看到工件尺寸或誤差的分布情況,但要進一步研究特定工序的加工精度問題,還要研究理論分布圖。
3.2 單值點圖 按加工順序逐個測量一批工件的尺寸,以件序號為橫坐標,工件尺寸(或誤差)為縱坐標,作出的圖形即為單值點圖(如圖3所示)。單值點圖反映了每個工件尺寸(或誤差)與加工時間的關系。
點圖的上下限曲線間的寬度表示每一瞬時的尺寸分散范圍,也就是反映了隨機誤差的影響。圖中上下兩條控制界限線(圖中用實線表示)和兩極限尺寸線(用虛線表示)可作為控制不合格品的參考界限。
3.3 樣組點圖 為了能直接反映出加工過程中系統誤差和隨機誤差隨加工時間的變化趨勢,實際生產中常用樣組點圖來代替單值點圖。目前廣泛使用的樣組點圖是圖。其中代表均值,它控制工藝過程質量指標的分布中心,代表極差,它控制工藝過程質量指標的分散程度。如圖4所示。
在點圖上作出中線和上下控制線后,就可根據圖中點的分布情況來判別工藝過程是否穩定(波動狀態是否正常),判別的標志見表1。
4 誤差統計分析結果
4.1 分析結果 運用上述介紹的方法,我們對分析所得出的結論進行了統計分析,其分析結果如表2。
4.2 誤差原因初判 從直方圖中可見因Xm和X均基本重合,所以可排除常值系統誤差的影響。因前三項呈現偏態分布,且X點圖中均有點子超出控制線,前3個測量基點的曲線走勢呈上升趨勢,這說明分布中心不穩定,存在變值系統誤差,誤差產生的具體原因需借助因果分析圖進一步確定。
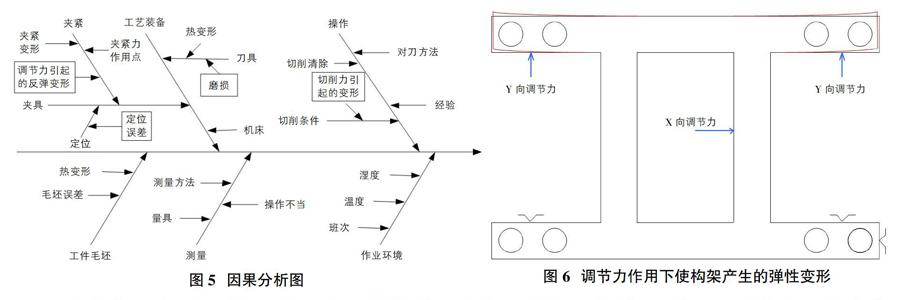
4.3 誤差原因詳細判定 現應用排除法和因果分析圖對誤差原因詳細判定如下(本尺寸的因果分析圖如圖5所示)。
①因該測量尺寸為加工所得,所以“毛坯誤差”可排除。根據3D檢測工藝要求,構架是在恒溫存放后進行測量的,且在加工前進行了退火工藝處理,那么“殘余應力引起的變形”也可排除。②該尺寸是側梁上的一系定位座孔距,在數控機床上加工時,“刀具磨損”不僅對孔徑大小有影響,對孔的形狀也有影響,從而導致3D測量結果發生變化,所以此項因素不能排除。③雖然從直方圖和點圖的分布上看,表面上存在熱變形誤差,但應注意到,68副構架是在不同的天數內加工完成的,且多數構架加工的間隔時間較大(通常為1天或幾天),時間跨度也較大,所以變值系統誤差中的“機床夾具刀具熱變形誤差”可以排除。
因構架是在加工中心上一次裝夾完成加工,故“多次調整的誤差”也可排除。
4.4 結論 ①綜上,可能的誤差類型為隨機誤差中的以下幾項(按出現的可能性大小由大到小排序):定位誤差:分析如果工裝左右兩個調節力先后施加,可能造成夾緊前構架基準與夾具定位面不能密貼,由此產生定位誤差,從而使構架加工發生偏轉,也容易產生外側尺寸出現下限超差。②夾緊誤差:通過進一步對構架夾緊狀態進行有限元分析發現當Y向調節力較大時,調節力引起的反彈變形是造成尺寸下限超差的主要因素。③回彈變形:切削力作用下導致的回彈變形,如圖6,回彈后尺寸將會減小。④刀具磨損。
4.5 改進建議 ①工人在操作時必須確保定位螺釘與夾具定位面的密貼。②進一步明確規定X、Y向調節力的大小,此力不能太大,否則會造成加工前因調節力過大引起構架的彈性變形,加工后出現回彈,引起尺寸超差。③將定位調節力的作用位置進行適當調整,可有效降低尺寸超差情況的發生。④重新考慮調整夾緊力的大小和作用點,特別是調節裝置與構架接觸部位可適當增大接觸面積。⑤操作員在進行3D檢測打點時,需嚴格執行工藝要求,打點位置應準確且有規律。
參考文獻:
[1]嚴雋耄,傅茂海.車輛工程[M].三版.中國鐵道出版社,2009.
[2]趙昕.數控插齒機加工誤差探討[J].機械研究與應用,2010(04).
[3]李彥征.基于多體系統運動學的數控插齒機加工誤差分析與實驗研究[D].天津大學,2004.
猜你喜歡
中學生數理化·自主招生(2022年9期)2022-05-30 10:48:04
心理學報(2022年4期)2022-04-12 07:38:02
水泵技術(2021年3期)2021-08-14 02:09:20
電子測試(2018年4期)2018-05-09 07:28:12
當代化工研究(2016年9期)2016-03-20 16:22:13
中國慣性技術學報(2015年1期)2015-12-19 13:12:17
計算機工程(2015年4期)2015-07-05 08:28:04
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:22
聯合國青年技術培訓(2014年7期)2014-04-12 00:00:00
中國質量與標準導報(2014年7期)2014-02-28 22:24:35
