基于雙環法回轉體測量機在線溫度誤差補償
2016-10-22 06:42:40鐘瑩劉佳李杏華
中南大學學報(自然科學版) 2016年9期
鐘瑩,劉佳,李杏華
?
基于雙環法回轉體測量機在線溫度誤差補償
鐘瑩,劉佳,李杏華
(天津大學精密測試技術與儀器國家重點實驗室,天津,300072)
為補償回轉體測量機的測量誤差,深入分析測量機結構熱變形誤差的表現形式,在此基礎上,建立熱誤差補償數學模型。提出一種基于雙環法的在線溫度誤差補償技術,通過實物測量,實時獲取參考基準的測量誤差,通過計算得到測量架的平移和傾斜誤差,對工件不同高度的外徑和內徑熱誤差進行實時補償。實驗結果表明:回轉體測量機經過在線溫度誤差補償后,測量的穩定性誤差從110 μm下降到7 μm,顯著提高了測量的穩定性。該方法可以滿足回轉體類零件對高可靠性和高精度測量的要求,提高回轉體測量機在線測量精度和效益,為回轉體測量機的在線溫度誤差補償提供了一種新的技術途徑。
回轉體測量機;熱誤差補償;雙環法;平移;傾斜
回轉體零件在各個行業中起著關鍵的作用[1],被廣泛應用于工業和國防等領域中,如炮彈、導彈、發動機、機床和車輛的零部件等。隨著科學創新的日新月異,對回轉體類零件的精度檢測要求越來越高,尤其是軍工產品的精度檢測要求更為嚴格[1]。回轉體測量機特別適合回轉類零件的檢測[2?3],但其測量精度受溫度影響很大,熱誤差補償是保證其檢測精度的關 鍵[4?6]。目前,國內外溫度誤差補償技術可以分為2種[7?9],一種方法是隔離熱源或減少熱源對測量精度的影響,這種方法成本較高,適合于恒溫室中使用,不利于測量儀器的在線使用;另一種方法的基本原理是建立溫度誤差數學模型,設置溫度采集節點,實時采集與測頭偏移相關的信號,計算出測頭的偏移量,該方法不足之處在于受外界因素影響大,氣流、人員走動和機床運行等產生的不同溫度梯度都在很大程度上降低了補償模型的精度。對于回轉體測量機而言,測量機尺寸鏈長,結構復雜,分析和計算測量機的結構熱變形極為困難,特別是在生產現場,復雜的溫度梯度使得儀器結構的內外溫度不一致,難以準確給出測頭與回轉工作臺軸線的相對位置隨溫度變化的數學模型。另外,復雜的補償算法和多節點的溫度采集系統,不僅增加了測量機的復雜性,而且增加了成本,降低了可靠性,不利于測量機的在線測量推廣[10?12]。為此,本文作者提出一種基于雙環法獲取溫度誤差補償數據的方法,通過建立溫度誤差模型得到相應的平移和偏轉量[13?14],通過實物測量實現測量機的在線溫度誤差補償,實時補償由回轉體測量機和被測工件熱變形而產生的測量誤差,為在線溫度誤差補償提供一種新的技術途徑。
1 回轉體測量機設計
回轉體測量機如圖 1 所示,由外側軸向測量架A、內測量架B、外側徑向測量架C、回轉工作臺D和基座E 5部分組成[14?15]。回轉體工件通過螺紋套筒和夾頭安裝在回轉工作臺上,測量時回轉工作臺帶動工件連續轉動,測頭測得某個截面各個點的坐標,得到各個圓柱面的尺寸、位置和形狀誤差。本項目設計只針對回轉體內、外徑測量,因此著重介紹內徑測量架B和外側徑向測量架C。
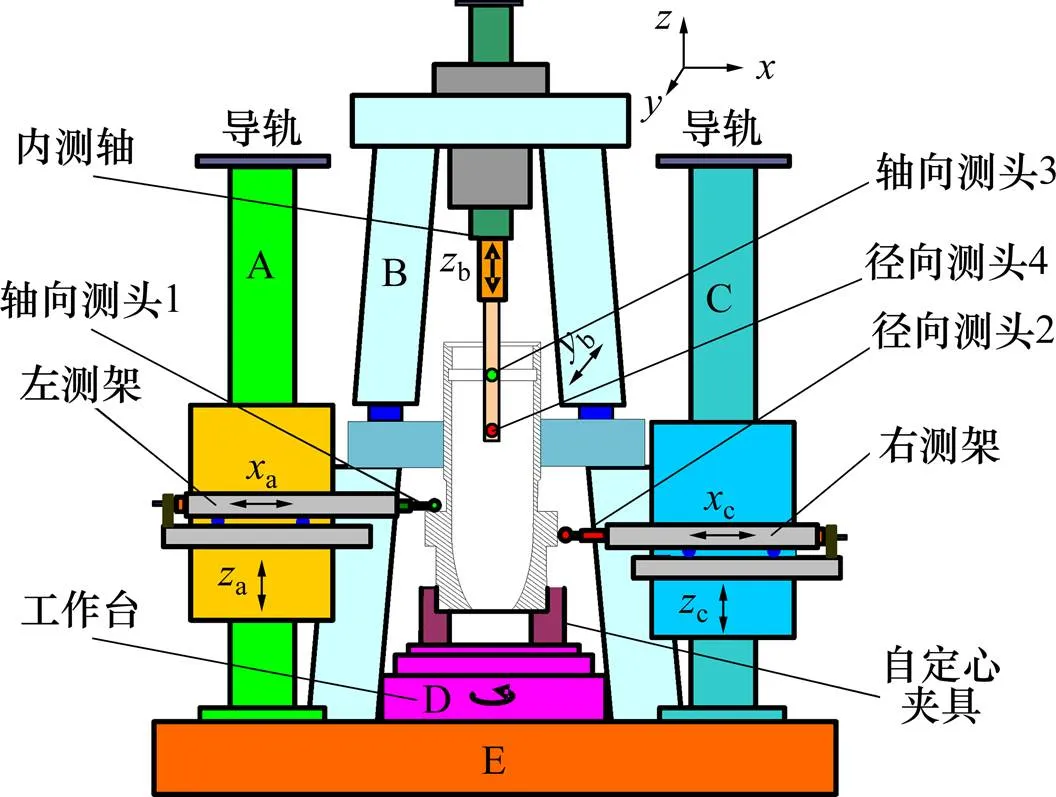
圖1 回轉體測量機結構
工件內表面測量架B在如圖1所示的?平面內運動,使電感側頭的球頭與被測工件表面的法線方向一致。被測工件安裝在回轉工作臺上,被測件隨工作臺做回轉運動,內測架B的基座可沿導軌做向運動,內測主軸做向運動,測頭通過內側桿安裝在主軸上,隨基座的向運動和主軸的向運動使測頭接觸到工件的被測點,被測工件轉動1周,測量1個參數。
在回轉體零件測量中,測量機包含B,C,D 3個運動部件,共設4個坐標系,分別為內測量架B的坐標系(b,b,b),外測量架C的坐標系(c,c,c),回轉工作臺的坐標系(,,),機器坐標系(,,)。
如圖1所示,回轉體零件安裝在回轉工作臺D的基面E上,基面E即為機器坐標系=0的平面,測量時工件轉動,此時的回轉中心即為=0,=0的坐標原點。內徑測量架B的運動方向為b,外徑測量架C的運動方向為c,每測量1個點即可得到該點的坐標(,,)或者(,,),其中為回轉工作臺的轉角。
2 雙環法溫度誤差補償原理
2.1 熱變形誤差補償的數學模型
熱誤差來源有測量機的結構熱變形、測頭的溫度漂移和工件的熱變形等,而測量機的結構熱變形是主要的誤差來源。因此,校準測量軸和回轉體軸線的相對位置是補償熱變形誤差的關鍵[13?15]。
假設在回轉體測量的短時間中,測量機短期熱變形誤差可以忽略,由此建立了溫度誤差補償的基本模型,如圖2所示,其中,為測量架軸線相對于基準的平移量,為測頭相對于回轉軸線的偏轉角,從而可以得到時刻熱變形誤差的補償公式為
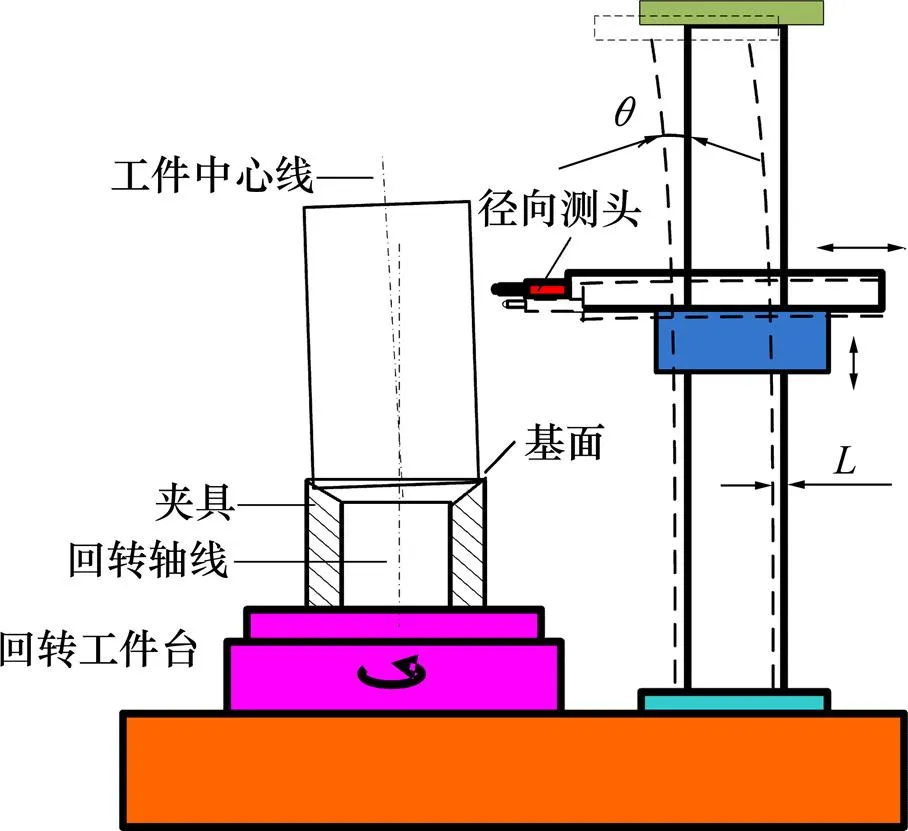
圖2 測量機結構熱變形圖
對于工件形位誤差(如同軸度等),由于溫度引起測量架相對于回轉軸線的熱變形(平移、偏轉)不影響工件中心線的測量,故對形位公差不需要補償。利用最小二乘法擬合,對工件進行中心線測量,
式中:(,)為測量某截面圓的圓心坐標;為該截面圓半徑,截面圓上的點坐標(x,y)為
2.2 雙環法誤差補償數據的獲取
雙環法誤差補償模型如圖3所示。這類工件具有延伸公差,套筒a用于輔助測量工件延伸區的跳動,夾具b用于固定工件。針對此類工件的溫度誤差補償,采用雙環法,將套筒a和夾具b設計成基準件。作為基準,a和b的內、外徑通過標定是已知的。同時為了消除基準件a和b的熱變形誤差對測量結果的影響,套筒a和夾具b的熱膨脹系數要與待測工件一致。由于被測工件的熱變形誤差與基準a和b的熱變形誤差保持一致,因此該方法還可以有效補償基準件a和b熱變形產生的測量誤差。
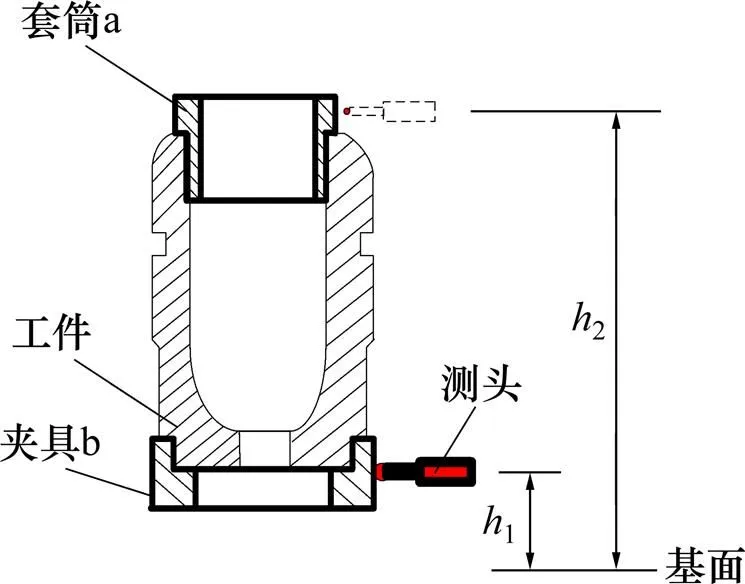
圖3 雙環法誤差補償模型
2.2.1 雙環法外徑誤差補償模型
圖4所示為雙環法在線溫度誤差外徑補償模型。首先測量基準件a的外徑1,通過式(1)可以計算獲得測量所得的外徑和標定值之差:
式中:1為基準件a的高度。
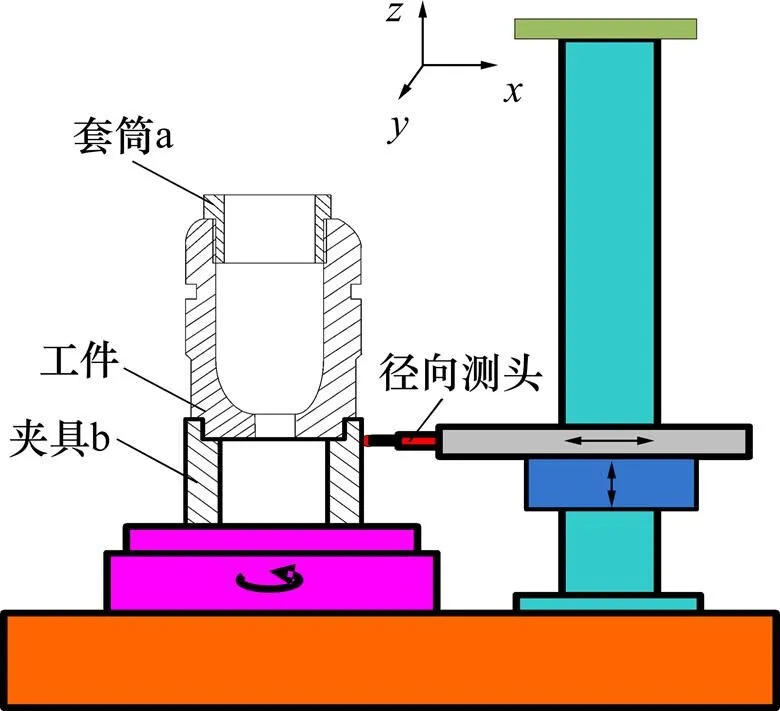
圖4 雙環法在線溫度誤差外徑補償模型
式中:2為基準件b的高度。
根據式(4)和式(5)可以得到測頭相對于回轉軸線的偏移量為
根據式(6)和(7),可以得到任意高度的外徑溫度誤差補償公式:
其中:h為工件外表面任意截面的高度。
2.2.2 雙環法內徑誤差補償模型
雙環法溫度誤差內徑補償模型如圖5所示。首先測量基準件a的內徑1,通過式(1)可以計算獲得測量所得的內徑和標定值之差:
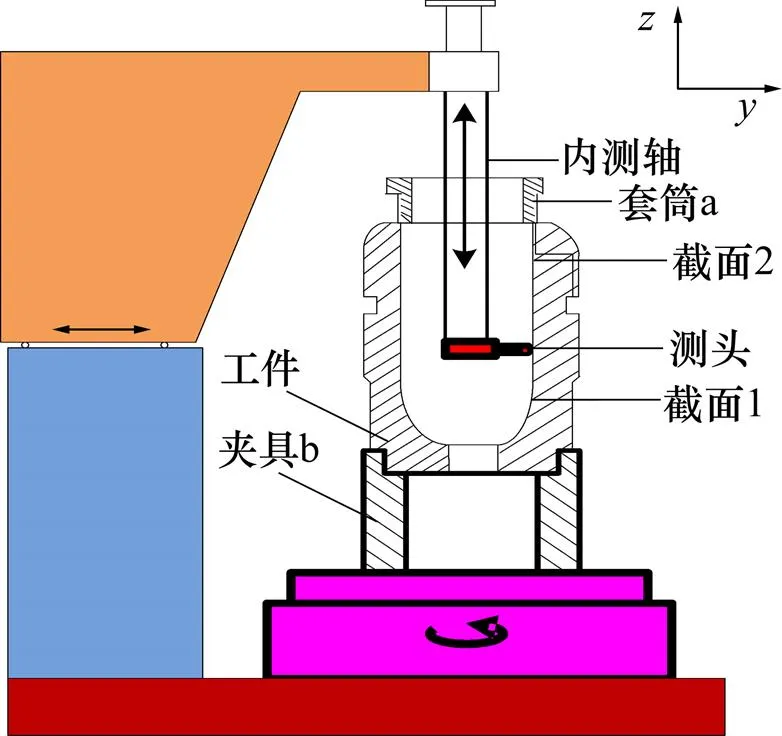
圖5 雙環法在線溫度誤差內徑補償模型
式中:2為測量夾具b時測頭的高度。
根據式(9)和式(10)可以得到,內測量架相對于回轉軸線的偏移量為
根據式(11)和(12)可以得到內測量架測量回轉體內徑時,任意截面的溫度產生的誤差為
式中:z為回轉體工件內徑任意截面的高度。
根據式(8)和(13)可以對測量機在各個高度的外徑和內徑誤差進行實時補償和修正,并建立完善的測量機在線溫度誤差補償模型,以補償回轉體測量機由于熱變形產生的測量誤差。
3 測量結果和誤差分析
針對安裝套筒的回轉體工件,通過雙環法獲取實時溫度誤差補償數據,采用高400 mm,最大外徑為125 mm的混凝土攻堅彈M125作為被測工件。
在實驗室對M125進行連續測量,得到1組內徑和外徑誤差補償數據,通過式(8)和式(13)可以得到內外徑補償后的測量數據。
在溫度可控的恒溫實驗室條件下,通過測量可知,補償前后的測量數據穩定性誤差(由于被測工件存在加工誤差,通過測量數據最大值與最小值之差來評定測量數據的穩定性)均保持在7 μm以內。
為了進一步驗證回轉體測量機測量精度受溫度變化的影響,在開放實驗室條件下,連續測量M125型號炮彈1周,測量時其他條件相同。125 mm外徑和94 mm內徑的測量數據如表1所示。由表1可知:未經補償的外徑和內徑穩定性誤差分別可達113 μm和102 μm,經過補償后數據穩定性誤差分別為6 μm 和7 μm。通過外徑和內徑實驗測量數據補償前后對比可知:雙環法補償模型有效地補償了測量機的熱變形誤差。
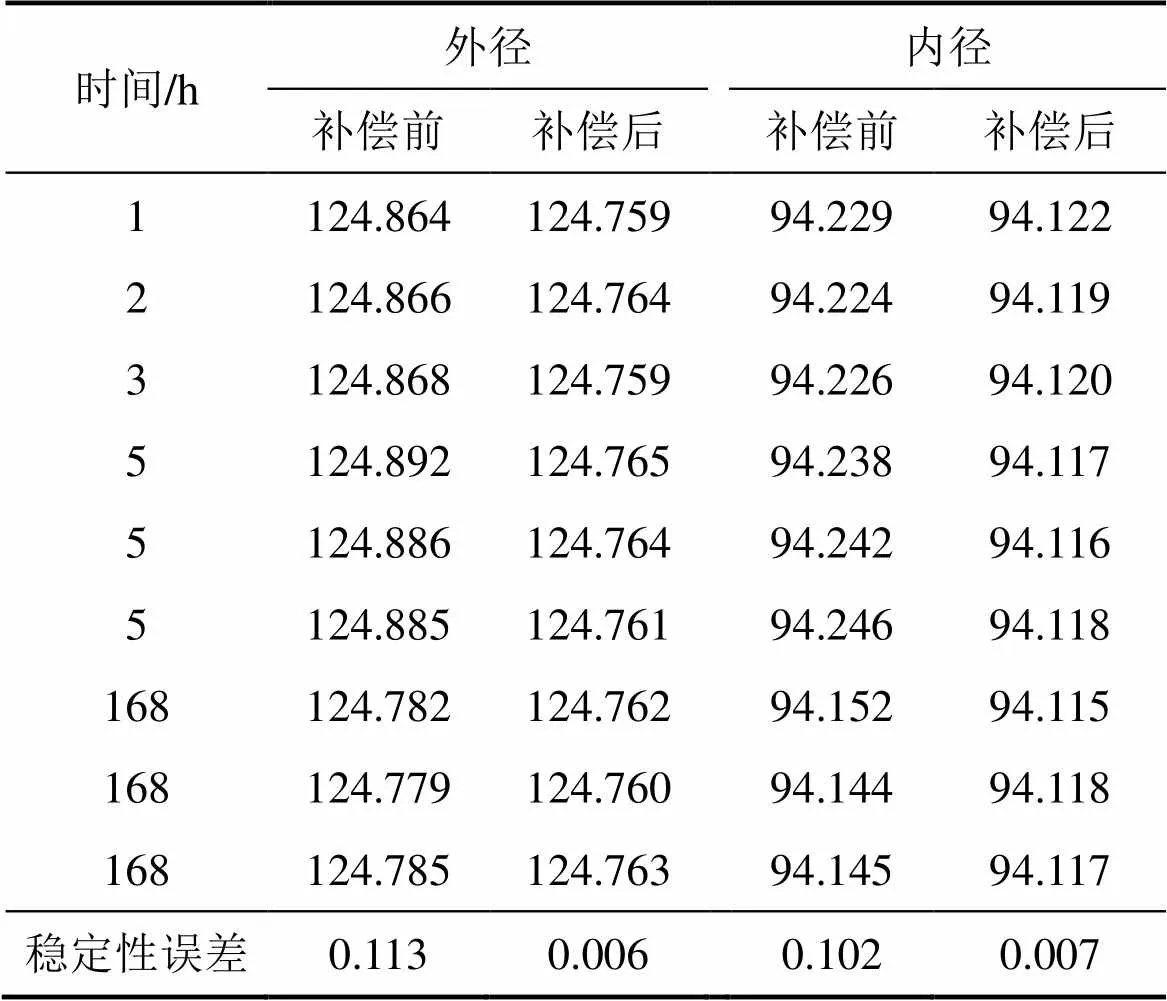
表1 外徑和內徑連續測量實驗結果
4 結論
1) 提出了通過實物測量實現溫度誤差補償的新思路與方法,為在線溫度誤差補償提供一種新的技術途徑。
2) 建立基于雙環法的溫度誤差補償模型。由于參考基準與被測工件的熱變形相同,該模型可以自動補償被測工件產生的熱變形誤差。
3) 通過計算得出不同溫度條件下測量機的平移量和偏轉角,進而對內徑和外徑溫度誤差進行實時補償。經過補償后外徑和內徑測量數據的穩定性分別提高了107 μm和95 μm,誤差均保持在7 μm以內,可以滿足工業測量中對精度和穩定性的要求。
[1] 顧強, 張亞, 路國英, 等. 彈體外形尺寸自動檢測系統[J]. 彈箭與制導學報, 2008, 28(4): 146?148. GU Qiang, ZHANG Ya, LU Guoying, et al. Automatic checkout system of projectile body dimensions[J]. Journal of Missiles and Guidance, 2008, 28(4): 146?148.
[2] 張國雄. 三坐標測量機的發展趨勢[J]. 中國機械工程, 2000, 11(1): 222?226. ZHANG Guoxiong. Trends of coordinate measuring machine[J]. China Mechanical Engineering, 2000, 11(1): 222?226.
[3] 趙則祥, 路明, 李學新, 等. 基于新一代幾何產品技術規范的圓柱體直徑的測量方法研究[J]. 中國機械工程, 2006, 17(11): 1179?1182. ZHAO Zexiang, LU Ming, LI Xuexin, et al. Measurement method of cylinder diameters based on new generation geometrical product specifications[J]. China Mechanical Engineering, 2006, 17(11): 1179?1182.
[4] ZHANG G X, GUO J B, LIU S G, et al. The development of cylindrical coordinate measuring machines[J]. Measurement Science and Technology, 2010, 21(5): 54003?54009.
[5] WANG W, ZHANG Y, YANG J, et al. Geometric and thermal error compensation for CNC milling machines based on Newton interpolation method[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2013, 227(4): 771?778.
[6] 王維, 楊建國, 姚曉棟, 等. 數控機床幾何誤差與熱誤差綜合建模及其實時補償[J]. 機械工程學報, 2012, 48(7): 165?170. WANG Wei, YANG Jianguo, YAO Xiaodong, et al. Synthesis modeling and real-time compensation of geometric error and thermal error for CNC machine tools[J]. Journal of Mechanical Engineering, 2012, 48(7): 165?170.
[7] 李醒飛, 董成軍, 陳誠, 等. 單熱源作用下滾珠絲杠的溫度場建模與熱誤差預測[J]. 光學精密工程, 2012, 20(2): 337?343. LI Xingfei, DONG Chengjun, CHEN Cheng, et al. Temperature model of ball screw and thermal error prediction under single heat[J].Optics and Precision Engineering, 2012, 20(2): 337?343.
[8] MIAO E M, GONG Y Y, NIU P C, et al. Robustness of thermal error compensation modeling models of CNC machine tools[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(9/10/11/12): 2593?2603.
[9] 王時龍, 楊勇, 周杰, 等. 大型數控滾齒機熱誤差補償建模[J]. 中南大學學報(自然科學版), 2011, 42(10): 3066?3072. WANG Shilong, YANG Yong, ZHOU Jie, et al. Modeling of thermal error compensation of large-scale numerical control gear hobbing machine[J]. Journal of Central South University (Science and Technology), 2011, 42(10): 3066?3072.
[10] JAKSTAS A, KAUSINIS S, BARAUSKAS R, et al., Thermal error analysis in precision length measurements[J]. Measurement, 2014, 51(1): 133?146.
[11] SARHAN A A D. Investigate the spindle errors motions from thermal change for high-precision CNC machining capability[J]. International Journal of Advanced Manufacturing Technology, 2014, 70(5/6/7/8): 957?963.
[12] LI Y, ZHAO W, WU W, et al. Thermal error modeling of the spindle based on multiple variables for the precision machine tool[J]. International Journal of Advanced Manufacturing Technology, 2014, 72(9/10/11/12): 1415?1427.
[13] 李杏華, 洪燕. 回轉體測量機的雙向法在線溫度誤差補償[J]. 光電工程, 2013, 40(1): 94?99. LI Xinghua, HONG Yan. The method of online thermal error compensation based on the bidirectional measurement of revolving body measuring machines[J]. Opto-Electronic Engineering, 2013, 40(1): 94?99.
[14] ZHANG G X, ZHANG H Y, GUO J B, et al. Error compensation of cylindrical coordinate measuring machines[J]. CIRP Annals: Manufacturing Technology, 2010, 59(1): 501?504.
[15] 李文靜. 七軸測量機數據處理及專用軟件設計研究[D]. 天津: 天津大學精密儀器與光電子工程學院, 2009: 15?26. LI Wenjing. Research on data processing and dedicated software design for seven-axial measuring machine[D]. ??Tianjin: Tianjin University. School of Precision Instrument and Opto-electronics Engineering, 2009: 15?26.
Online thermal error compensation of rotatory measuring machines based on bicyclic law
ZHONG Ying, LIU Jia, LI Xinghua
(State Key Laboratory of Precision Measurement Technology and Instruments, Tianjin University, Tianjin 300072, China)
In order to compensate thermal error for rotatory measuring machine, the measuring machine’s structure manifestation of thermal deformation error was analyzed, on this basis of which the mathematical model of thermal error compensation was established. The method was proposed based on bicyclic law of online temperature error compensation technology. Through in-kind measurement, workpieces’ offset and tilt errors were calculated by achieving real-time measurement error of reference benchmark to compensate thermal errors of different heights of workpieces of both outside and inside diameters in real time. The results show that the error of the measuring stability error is reduced from 110 μm to 7 μm after compensation, improving measuring stability significantly. The compensation method can satisfy the need of rotating parts for high reliability and precision measurement, improving rotatory measuring machine’s online measurement accuracy and efficiency, as well as providing new method of compensating thermal error for rotatory measuring machines.
rotatory measuring machine; thermal error compensation; bicyclic law; offset; tilt
10.11817/j.issn.1672-7207.2016.09.012
TH161.4;TH711
A
1672?7207(2016)09?2992?05
2015?06?11;
2015?10?11
國家自然科學基金資助項目(51105272) (Project(51105272) supported by the National Natural Science Foundation of China)
李杏華,博士,副教授,碩士生導師,從事大尺寸精密測試技術和測試信息處理技術研究;E-mail: li.xinghua@126.com
(編輯 趙俊)
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
