中央空調換熱器泄漏的修復
2016-10-31 14:22:15余志煒符惠容
課程教育研究·學法教法研究 2016年22期
余志煒 符惠容
【摘 要】 通過維修實例把空調換熱器中紫銅管對接接頭形式比較,氣焊和釬焊比較,修復后經檢驗及使用證明火焰釬焊的優越性,保證了維修質量,延長中央空調設備的使用壽命。
【關鍵詞】 換熱器;泄漏;套接式補強接頭;釬焊
【中圖分類號】G64.32 【文獻標識碼】A 【文章編號】2095-3089(2016)22-00-02
1、前言
中小型空調設備的盤管換熱器(包括冷凝器、蒸發器)多數采用集管、支管集散分布組合而成(見圖1)。以其換熱效果好,生產效率高,維修方便等優點廣泛應用于中小型空調設備。各廠家生產的盤管換熱器其結構、外觀大體相同,但由于生產廠家的設備,工藝各有區別,造成產品質量優劣各異。我們前兩年參加了某廠生產的60匹中央空調換熱器泄漏故障維修,把紫銅管焊接結構及工藝改進改造后,修復后使用效果一直良好,得到了使用方的良好評價。
2、中央空調泄漏故障現象及原因分析
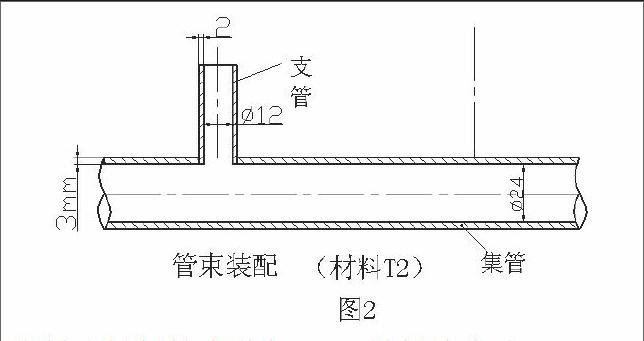
2.1中央空調投入使用四年多時間,制冷效果良好。可是某天主管部門報設備故障燈顯示,制冷壓縮機不能運行。經檢查測試證實:制冷系統壓力偏低,低壓側壓力保護器動作,導致該設備不能正常工作,初步診斷為制冷系統泄漏造成。再進一步仔細檢查,發現換熱器管束焊接處產生裂紋而形成泄漏點。根據設備生產廠方提供資料,該換熱器設計壓力為2.62Mpa,工作壓力高壓側為1.8~2.0Mpa,低壓側為0.45~0.6Mpa,盤管材質是T2紫銅管,支管規格為Φ12×2mm,集管規格分別為Φ24×3mm和Φ36×4mm兩種。(分別用于冷疑器和蒸發器)。盤管換熱器管束結構(如圖2)所示,采用氧氣—乙炔氣焊方法焊接組成,焊絲為HS221。我們通過查閱有關資料,分析其換熱器部件生產工藝存在缺點。
2.2換熱器制造材料缺點分析:T2材料熔點為1050℃,焊絲HS221熔點為890℃,兩者熔點溫差達160℃,由于T2材料導熱性能強,導熱率為3.94J/(cm·s·℃)與碳鋼的導熱率相比,紫銅導熱率約為碳鋼導熱率的6~7倍之高。因此,焊接時需要采用較強而集中的熱源,否則母材難以熔化,填充焊料與母材不能良好熔合,產生焊不透或不熔合的焊接缺陷。紫銅的線膨脹系數與鋼比約大15%左右,而收縮率比鋼大一陪多,加之銅的導熱能力強,所以焊接熱影響區寬,易產生較大的焊接應力,銅的表面張力系數較大,焊接時會導致熔池焊水淌滴,根部成形不好,因此換熱器焊接加工完成后,自然冷卻降至室溫,焊接區產生較大的內應力,造成較大的變形,甚至焊接接頭脆弱部分容易產生裂紋。
2.3換熱器焊接工藝缺點分析:試驗研究資料及生產實踐證明,紫銅焊縫對氫氣孔的敏感性比低碳鋼焊縫高得多。氫在銅中的溶解度隨溫度升高而增大,銅在液態下能溶解較多的氫,由于銅焊縫結晶凝固過程進行迅速,氫不易析出,在凝固和冷卻過程中,氫在銅的熔解度大大降低。如果焊縫金屬冷卻凝固較快,過剩的氫來不及逸出,便在焊縫熔合區產生氣孔,使焊接接頭機械性和致密性降低。紫銅在高溫下容易氧化,生成氧化亞銅,溶解在液體銅內,在結晶過程中它與銅可生成脆性共晶體而存在銅的晶粒邊界,大大降低了焊接接頭的機械性能,在應力的作用下易產生裂紋。而且如果熔池中存在氫或一氧化碳,則可與氧化亞銅產生反應,生成二氧化碳和水蒸汽,這兩種生成物不溶于液體銅,在結晶過程中如果不能全部逸出,便在焊縫中形成氣孔或促使形成裂紋。
2.4根據有關生產廠家檢驗報告資料分析:紫銅焊后水壓試驗常出現泄漏現象,水壓試驗一次合格率為85%左右,多數都是因焊縫存在裂紋,氣孔等缺陷所致。空調設備在運行使用過程中,冷熱溫差較大,系統內存在較大的壓力,加上由于焊接時存在的內應力作用,使焊接縫易產生裂紋,換熱器的壽命降低,形成在維修中常見通病——換熱器泄漏現象。
3、換熱器修復方案及工藝
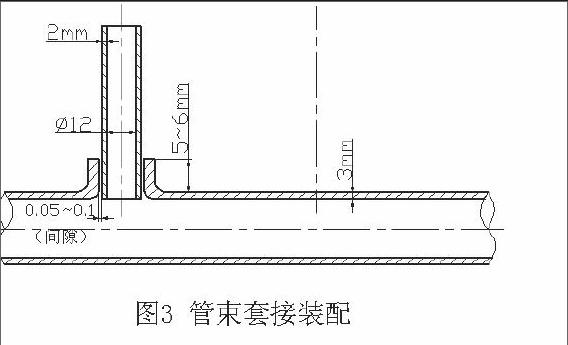
3.1創新焊接方法與工藝,采用火焰釬焊根治故障。從上述分析可見,氣焊紫銅接頭性能低,結構內應力高,易產生裂紋、氣孔等缺陷,致使換熱器造成泄漏隱患。在維修中是不能再用原來方法去解決問題的,否則泄漏會重復出現,難以徹底根治。對此綜合分析之后,我嘗試采用改變焊接結構和焊接方法去修復泄漏點。改進的結構如圖3示。
焊接方法采用火焰釬焊,因為釬焊有以下幾點優點:
1)由于釬焊只溶化釬料而母材不溶化,母材不存在液態轉化固態的過程,因此產生裂紋,氣孔等缺陷的機率降低,提高了換熱器焊縫致密性和機械性能,焊后內應力較小,變形也會較少。
2)由于銅銀具有較好的潤濕性,流動性性能良好,便于操作成形,釬焊形成的焊接接頭能達到一定強度,能滿足制冷設備使用要求。
3)采用含銀量較高(約15%)的GBCu80Agp釬料,其溶點為815℃,具有較良好的潤濕性和流動性,形成焊接接頭韌性較高,成形良好,降低了接頭的脆性,提高了機械性能,不易產生裂紋。
4)由于使用GBCu80Agp作釬料,焊接時不使用肋焊劑,不存在接頭腐蝕性問題,焊后無需進行清潔處理。
3.2焊前準備
1)為了增加釬焊接頭強度,采用套接式補強接頭(見圖3),利用專用脹管模具將集管翻邊約5~6mm,依靠增大釬焊面積,可以在接頭強度低于母材強度的條件下達到接頭與焊件具有相等的承載能力要求。為了提高釬縫的致密性和強度,插入間隙為0.05~0.1mm。套接長度在維修中一般根據經驗,套入深度是組成此接頭的零件中薄件壁厚的3倍左右,約為5~6mm。
2)施焊前用砂紙打磨拋光焊接金屬周圍,清理干凈表面雜質,油污等物,直至顯金屬光澤。從經濟角度考慮,使用GBCu80Agp作釬料,該釬料含銀量約15%的銅、銀、磷材質,由于銀的加入,大大提高了焊接材料濕潤能力,提高接頭強度和韌性,減少脆性,其溶點比氣焊絲低,約815℃左右,并且此釬料具有自釬劑作用,不需加入助焊劑,焊后不存在腐蝕接頭,強度和致密性都能達到使用要求。
3.3修復工藝
1)焊炬及耗材選擇。由于紫銅導熱率較高,焊接區熱量傳導較快,焊接時熱量迅速從加熱區傳導出去,使加熱范圍擴大,因此在釬焊時要求對焊炬和氧氣·乙炔壓合理選擇,若果選擇過小,熱能量不足造成溫度不夠,釬料難溶化,釬縫成形不好,甚至不熔合,反之,熱能量過大,難以操作,易造成母材溶化,釬料淌滴過快,造成管道焊堵現象,針對母材厚度為3mm的紫銅管,應選用型號為H01-20R射吸式焊炬,選5號焊咀相配,氧氣壓力取0.5~0.6Mpa,乙炔壓力取0.05Mpa較為合適。
2)火焰選擇。火焰適宜采用中性焰,這是因為釬焊T2紫銅氧化焰會加速銅的氧化,生成較多氧化亞銅雜物,對制冷系統有不利影響(會造成節流毛細管堵塞)而碳化焰又會產生氫氣孔的危險,將會降低焊接接頭強度和致密性,不適宜采用。
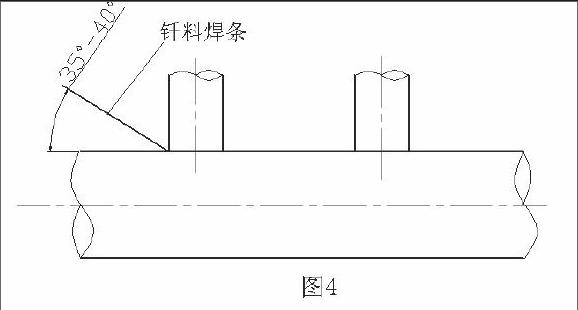
3)焊接要點。焊前應將火焰焰心距離工件待焊表面8~10mm進行預熱,溫度大約400。C左右,將火焰對準待焊處來回移動,使工件受熱均勻。釬焊時控制焊接溫度在830~870℃范圍,按經驗觀察母材呈現暗紅色,因為焊接溫度稍高于釬料熔點,可降低釬料的表面張力,改善潤濕性和填充能力,釬料能充分填充縫隙,成形較好。但釬焊溫度過高,會有不利影響,不僅會造成釬料流失,還可能導致因釬料和母材作用過分引起熔蝕,晶界滲入,形成脆相性,以及母材晶粒長大等不利問題。因此在操作時應隨著輸入熱量積累,注意控制火焰距離而達到所需溫度。填充釬料角度要低,約35~40度角(見圖4),釬料送進時要均勻緩慢,并要輕帶向后拖動,火焰要穩定,使釬料充分進入釬縫。在填料時,要仔細觀察圓根液態釬料是否有渣和氣體排出,若發現黑色雜物上浮,一定是生成的渣;若發現液態釬料冒泡,說明套接縫有氣體逸出,這時一定要待液態釬料平靜下來,證明渣和氣體已排盡,方可再進行填料,明顯看到液態釬料下滲。填料過程要分次進行,一般控制三次左右為合適。
4)焊后處理。由于釬料過程沒有用助焊劑,不存在焊接接頭腐蝕的問題,一般焊后不做特殊處理,但由于焊接生成的氧化亞銅膜會脫落于管道內,焊后最好用干燥氮氣把雜物吹出,以免造成系統堵塞故障。
4、焊后檢驗
由于制冷系統內不能有水份存在,決不能用水壓試驗,只能選擇氣壓試驗,從維修工藝口充入干燥氮氣,以設計壓力2.62MPa為標準壓力,對系統進行保壓4小時,在室溫變化不大條件下,觀察表壓沒有下降,涂沫皂泡于修復處,沒發現脹泡現象,即未發現泄漏和變形,檢驗修復合格。在同行維修中,采用釬焊修復檢驗一次合格率達98%,空調設備使用中的維修次數大大減少,受到了用戶的一致好評。
5、結束語
紫銅管火焰釬焊在制冷設備維修中是常用的方法,廣泛應用于換熱器泄漏維修,制冷紫銅管道連接安裝,可獲得滿意的質量,宜且耗材經濟,工序簡單,不需電源,效果可靠性高,有其明顯的獨特的優越性,是維修行業值得推廣應用的維修工藝。
參考文獻:
【1】周振豐,張文鋮,焊接冶金及金屬的焊接性【M】,北京:機械工業出版社,1994(06)。
【2】龔國尚,嚴紹華,焊工實用手冊【M】,北京:中國勞動出版社1993(08)。
【3】郭慶堂,吳進發,實用制冷工程設計手冊【M】,北京:中國建筑工業出版社1994(04)。
【4】宋建華,杜宏,鍋爐壓力容器安全技術【M】,北京:中國計量出版社2008(10)。
【5】鄧主文,岳洋,壓力容器【J】,安徽:機械部通用機械研究所,2000(06)。
鳴謝:肇慶技師學院副教授黃麗芳的指導