分段PID在高溫石墨化爐溫度控制中的應用
2016-11-03 11:09:00薛煜騫胡祥龍
制造業(yè)自動化 2016年10期
薛煜騫,胡祥龍,周 瑤
(1.石河子大學 機電學院,石河子 832000;2.湖南頂立科技有限公司,長沙 410118)
分段PID在高溫石墨化爐溫度控制中的應用
薛煜騫1,胡祥龍2,周 瑤2
(1.石河子大學 機電學院,石河子 832000;2.湖南頂立科技有限公司,長沙 410118)
在高溫石墨化爐加熱過程中,溫度一般采用PID閉環(huán)控制,而實際加熱過程中高溫會使發(fā)熱體電阻發(fā)生變化,從而影響整個爐內加熱模型,所以一組PID參數(shù)無法在整個升溫過程中的不同溫度段都做到精確調節(jié),分段PID針對此問題,在不同的溫度段,采用不同的PID參數(shù)設定,使實際溫度在整個升溫過程中能精確跟隨給定升溫曲線,更好的滿足工藝要求,提升高溫石墨化爐的產品質量。
高溫石墨化爐;分段PID;精確調節(jié);升溫曲線
0 引言
石墨化是指非石墨質碳經(jīng)2000℃以上高溫熱處理,主要因物理變化轉變成結構規(guī)則的石墨碳質的過程。該過程是為了改善石墨化材料的熱電傳導性,增加其穩(wěn)定性,提高碳材料純度、去除雜質等。高溫石墨化爐長期工作在2600℃左右的高溫下,整個溫控系統(tǒng)一般采用常規(guī)PID控制,但是高溫石墨化爐具有大滯后、大慣性和非線性的特點,加上高溫時發(fā)熱元件的電阻變化,一般PID不能取得理想的效果。因此,在普通PID控制的基礎上,設計一個控制精度高,運行穩(wěn)定性好的高溫石墨化爐溫度控制系統(tǒng)具有很高的應用價值。
1 PID控制技術[1]
經(jīng)典的控制技術是基于被控對象的精確數(shù)學模型的控制方式,通過傳遞函數(shù)聯(lián)系使輸入和輸出相關系,控制系統(tǒng)由于過于依賴數(shù)學模型而往往缺乏應變能力。傳統(tǒng)控制的經(jīng)典之一就是PID,其原理如圖1所示。
PID控制是把設定值與實際反饋值的偏差的比例、積分和微分通過線性組合構成控制量,通過執(zhí)行機構對控制對象進行控制。比例作用是提高響應速度和提高系統(tǒng)的調節(jié)精度。積分作用是消除系統(tǒng)靜態(tài)誤差,但是積分參數(shù)選擇過大飽和會產生超調,選擇過小則難以消除靜態(tài)誤差影響精度。微分作用是改善系統(tǒng)動態(tài)性能。
PID中的P、I、D參數(shù)一般通過經(jīng)驗設定,通過調試參數(shù)以改變控制性能。由于PID算法簡單、可靠性高并且容易實現(xiàn),比起多數(shù)智能算法被更廣泛應用于工業(yè)過程控制當中,尤其適用于可建立精確數(shù)學模型的確定性溫控系統(tǒng)。
2 PID算法改進
PID一般模擬控制計算如式(1)所表示:

式中:u(t)表示控制輸出;e(t)為偏差值,即設定值與反饋值之差;KP是比例增益;TI,TD為控制器積分微分常數(shù)。調節(jié)KP,TI,TD使系統(tǒng)快速穩(wěn)定達到設定值是PID算法的原理。實際計算機控制系統(tǒng)中,由于計算機只能識別二進制,只能把式(1)改為離散的公式表達:
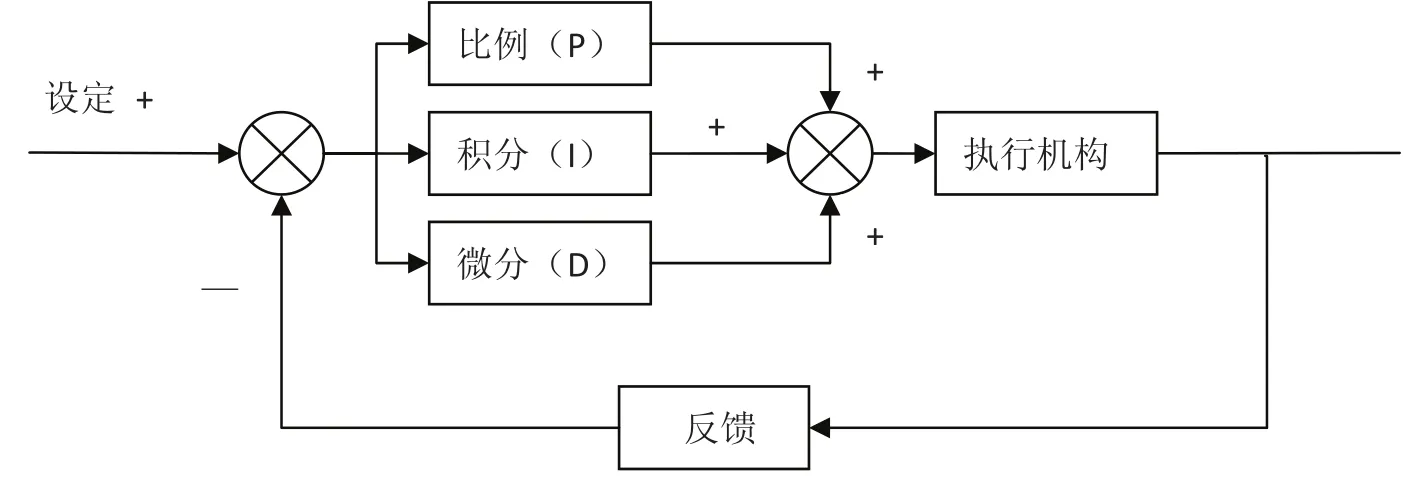
圖1 PID系統(tǒng)原理圖

其中:T為采樣周期;k為第k次采樣號;u(kT)為第k次采樣時的離散輸出值;e(k-1)T為e(k-1)次采樣時刻偏差值。如果采樣周期足夠小,該算式能很好的逼近公式(1),使被控過程基本接近連續(xù)控制。
可簡化為:

式(3)為離散化的位置式PID控制算法編程表達式[2~4]。
由式(3)可以看出,比例環(huán)節(jié)產生的控制量只與最后一次采樣的偏差e(k)有關,微分環(huán)節(jié)產生的控制量只與最后兩次采樣的偏差e(k)和e(k-1)有關,而積分環(huán)節(jié)產生的控制量與前k次的采樣偏差都有關。在開始和結束階段,或者在調節(jié)過程中當設定值出現(xiàn)跳變時,就有可能使得這個積分累積項增大,產色積分飽和現(xiàn)

當e(k)>δ時,α=0;當e(k)≤δ時,α=1。其中δ是偏差閾值[5,6]。
通常采用試湊法來確定PID參數(shù),P、I、D三個參數(shù)保持其中兩個參數(shù)不變,調節(jié)其中的另外一個參數(shù),觀察調節(jié)的參數(shù)對系統(tǒng)響應的影響,反復調節(jié),直到控制精度和響應速度都令人滿意。由于PID控制是針對于某溫度點進行的,所以理論上需要根據(jù)溫控精度將整個溫控過程分為無限多個溫度段,但是段數(shù)也受到數(shù)據(jù)存儲能力,實際可操作性等諸多因素影響,合理劃分為幾個溫度段即可滿足一般的控溫要求,從而達到分段控溫的目的。
3 在高溫石墨化爐中的應用和效果
高溫石墨化爐的溫度控制也是以PLC,功率控制器,發(fā)熱體,溫度測量器件構成的一個閉環(huán)PID系統(tǒng),其溫度控制框圖如圖2所示。
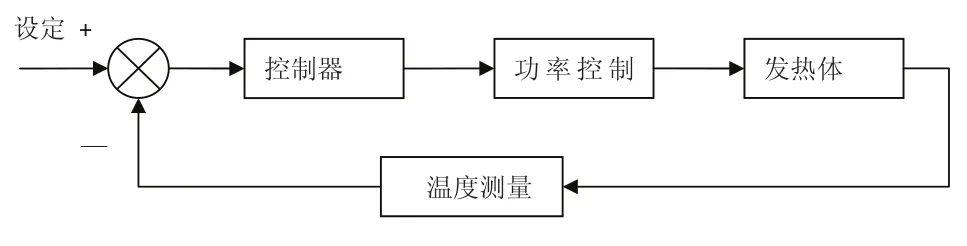
圖2 高溫石墨化控制系統(tǒng)原理圖
上位機通過工藝設定界面把升溫時間和目標溫度設定值輸入到PLC,PLC擬合一務工藝曲線,同時把整個工藝過程按時間或者溫度分成若干段,不同段設置不同的PID參數(shù),為了減小積分項產生的超調,設定溫度偏差閾值,當偏差大于溫度偏差閾值時,I自動設置為0,反之則保留原參數(shù)。
高溫石墨化爐的工藝曲線是階梯式上升的折線,圖3為最高溫為2600℃的高溫石墨化爐的工藝曲線:
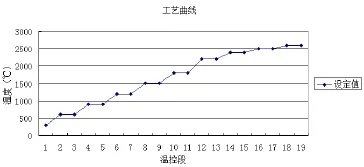
圖3 高溫石墨化爐工藝設定曲線圖
由于在2000℃以下電阻變化較小時,分段PID效果變化不明顯,即使不做分段處理,溫度跟隨給定的效果也較好,所以本文選取圖3中15-17段工藝曲線,即2400℃-2500℃升溫段和2500℃保溫段曲線,常規(guī)PID的參數(shù)設置為P=10.0,I=28,D=8,分段PID參數(shù)在該溫度區(qū)間內設置為P=10.5,I=25,D=7。15-17段工藝區(qū)間分段PID和不做分段處理的PID的控溫曲線比較如圖4所示。
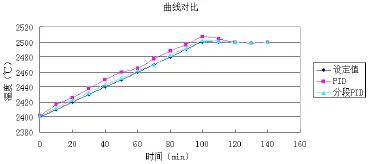
圖4 分段PID和普通PID控溫曲線圖
從圖4可以看出:與普通PID比較,該溫控段中分段象,造成較大的超調甚至振蕩。因此對積分項必須加以限制,有效的措施是在采樣次數(shù)0-k范圍內,采樣偏差量大于閾值時取消積分項,采樣偏差量小于閾值則保留積分項。取消積分項使用PID調節(jié)時,既保證了快速相應,又避免了超調;保留積分項使用PID調節(jié)時,保證了控制精度。
其規(guī)律為:PID具有超調小,精度高的特點,整個實際曲線跟隨設定曲線的效果非常好。在溫度控制系統(tǒng)的實際應用中,這些都是非常重要的性能指標。
4 結束語
本文通過針對高溫石墨化爐溫度控制的特點,結合PID控制技術,設計出了一套可行的分段PID控制系統(tǒng)。實踐證明,與傳統(tǒng)PID控制相比較,該控制系統(tǒng)具備穩(wěn)定性好、控溫精度高、溫升曲線跟隨設定工藝曲線效果好等特點,完全滿足高溫石墨化爐的工藝要求,改進PID技術在高溫爐溫度控制領域的應用。
[1] 陶永華,尹怡欣.新型PID控制及其應用[M].北京:機電工業(yè)出版社,1998:6.
[2] 魏力,鄭衛(wèi)東.參數(shù)自整定多模分段模糊PID控制器的設計[J].機電產品開發(fā)與創(chuàng)新,2005,18(6):30-31.
[3] 朱仲邃.分段積分的PID算法在溫度控制系統(tǒng)中的應用[J].儀器儀表用戶,2005,12(1):31-32.
[4] 張軍,張春瑩,朱熙,馬昆,路彤.分段自適應PID控制器及其在航天產品真空熱試驗中的應用[J].航天器環(huán)境工程,2014,31(3):283-286.
[5] 李丙旺,張友照,陳文建.基于PID分段式溫度控制系統(tǒng)[J].兵工自動化,2011,30(9):83-85.
[6] 李丙旺,張友照,陳文建.基于PID分段式溫度控制系統(tǒng)的設計與實現(xiàn)[J].系統(tǒng)解決方案,2011,4:21-22.

2)設計變量。橫向載重板在工作的時候,主要受到橫向氣缸的推力以及五個氣動手指的重力作用,由橫向載重板的應力分析可知,其應力主要分布的螺紋孔周圍。為了整體的配合,企業(yè)要求不改變橫向載重板的外觀尺寸,因此綜合考慮,可以通過減小其厚度L來實現(xiàn)節(jié)省材料,并將其最小厚度設置為5mm。
在SolidWorks Simulation中生成新的算例,并重復前面的步驟,優(yōu)化結果顯示:橫向載重板的厚度從10mm變?yōu)?mm,質量從0.567kg變?yōu)?.268kg,減少了52.73%,最小安全系數(shù)為8.01。符合安全生產標準,證明此優(yōu)化設計可行。圖9為優(yōu)化后的橫向載重板的應力分析圖。
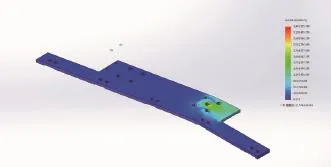
圖9 優(yōu)化后橫向載重板應力分析圖
4 結束語
本文應用SolidWorks2014三維軟件對簧片自動鉚接生產線的撥叉機構進行設計,同時對關鍵結構橫向載重板進行應力分析和優(yōu)化設計。仿真結果表明:螺紋孔周圍部分所受應力、位移和應變都較其他部位大,滿足橫向載重板使用強度。在滿足安全系數(shù)的前提下,對橫向載重板進行優(yōu)化,優(yōu)化設計的結果使橫向載重板的總質量大幅減輕、降低了制造成本。
參考文獻:
[1] 楊靖.繼電器觸點自動鉚接生產線的設計研究[D].上海交通大學,2012.
[2] 張志遠,李琪,畢海深.基于直角坐標機器人的軟袋再包裝自動上料系統(tǒng)[J].制造業(yè)自動化,2012,34(3):11-14.
[3] 白東明,陳勇,陳振華.汽車挺柱體銅銷的上料裝置設計研究[J].機電工程,2014,31(9):1159-1162.
[4] 李書平.夾片沖字多工位動力傳動機構設計[J].機械設計與制造,2012(10):40-42.
[5] 劉海,張俊峰,等.基于Solidworks的轉向裝置的設計與強度分析[J].天津農業(yè)科學,2015,21(8):34-37.
[6] 李雙,李鐘慎.一種簧片自動鉚接機的送料撥叉裝置:中國,CN205303339U[P].2016-06-08.
[7] 薛風先,胡仁喜,康士庭,等.ANSYS12.0機械與結構有限元分析從入門到精通[M].北京:機械工業(yè)出版社,2010.
[8] 陳超祥,胡其登.SolidWorks Simulation高級教程[M].北京:機械工業(yè)出版社,2013.
[9] 葉修梓,陳超祥.COSMOS基礎教程:COSMOSWorks Professional[M].北京機械工業(yè)出版社,2007:56-82.
Application of segment PID in high temperature graphite furnace temperature control
XUE Yu-qian1, HU Xiang-long2, ZHOU Yao2
TP23
B
1009-0134(2016)10-0142-02
2016-08-23
薛煜騫(1994 -),男,河南汝州人,本科在讀,研究方向為控制科學與工程。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03