推力軸承工藝與工裝的改進
2016-11-03 08:56:02郭兆軍史光龍呂國新
哈爾濱軸承 2016年3期
關(guān)鍵詞:工藝
郭兆軍,史光龍,呂國新
推力軸承工藝與工裝的改進
郭兆軍1,史光龍1,呂國新2
(1.甘肅容和集團煤礦機械有限公司,甘肅 白銀 730919; 2.西北軸承有限公司,寧夏 銀川 750021)
針對推力軸承加工過程中存在的鍛造工藝落后、留量大、精度差、切斷寬度大等問題,對鍛造工藝進行了改進,由自由鍛4件合鍛改為碾環(huán)鍛造8件合鍛,減少了加工留量,提高了效率;工件分離由車刀切斷改為鋸片鋸斷,減少了切斷留量和端面留量,節(jié)約了原材料,提高了加工工效,降低了生產(chǎn)成本;對鋸床進行了技術(shù)改造,并制作了新工裝,為工藝改進奠定了基礎(chǔ)。
推力軸承;自由鍛;碾環(huán)鍛造;多件合鍛;工件切斷
1 前言
本著節(jié)能減排、降低生產(chǎn)成本、提高生產(chǎn)效率的原則,對推力圓錐滾子軸承、推力滾子軸承、推力球軸承的鍛工、車工工藝和工裝進行技術(shù)改進,設(shè)計了新的工藝和工裝。鍛工工藝由自由鍛改為碾環(huán)鍛造;車工工藝由車刀切斷分離改為鋸片鋸斷分離,減少了鍛件加工留量。為達到工藝改進的目的,對原有的加工設(shè)備進行了技術(shù)改造,制做新的加工工裝,確保產(chǎn)品質(zhì)量,節(jié)約原材料,提高生產(chǎn)效率,降低生產(chǎn)成本。
2 改進前存在的問題
2.1自由鍛工藝
自由鍛工序為:下料→加熱→錘鍛→鍛粗→沖料心→鍛外徑→鍛端面。
推力圓錐滾子軸承、推力滾子軸承、推力球軸承的軸圈、座圈原來的毛坯均為自由鍛鍛件。根據(jù)產(chǎn)品的規(guī)格不同,單邊壁厚在23~40mm之間,幅高14~28mm之間,鍛件外形為環(huán)狀,圖 1所示為某推力球軸承座圈的產(chǎn)品圖與自由鍛鍛件圖(4件合鍛),該產(chǎn)品的自由鍛鍛件及車工留量如表 1 所示。
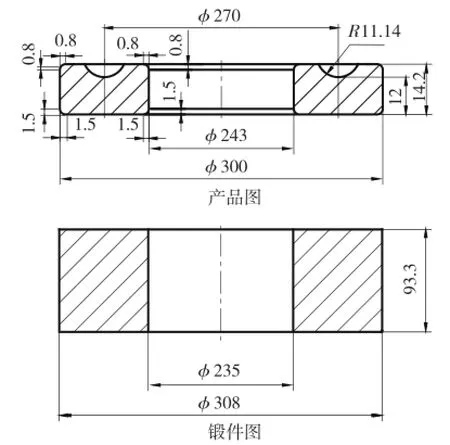
圖1 某推力球軸承座圈的產(chǎn)品圖與自由鍛鍛件圖(4件合鍛)

表1 某推力球軸承座圈自由鍛鍛件及車工留量/mm
自由鍛鍛件平均幅高留量一般為8mm,內(nèi)、外徑平均留量為8mm,鍛件的內(nèi)、外徑、端面不能做到光滑平整,某些部位有凸點或凹坑出現(xiàn),當車加工到工藝尺寸時,極有可能出現(xiàn)氧化皮沒有加工掉的現(xiàn)象;在自由鍛上鍛造,員工勞動強度大,鍛件質(zhì)量差,鍛件壁厚不均勻,端面的平行度差,端面與內(nèi)徑、外徑垂直度差。為確保產(chǎn)品質(zhì)量,只有增加鍛件的加工余量,造成人力、物力和財力的浪費。
自由鍛鍛件重量輕,加工效率低,工藝規(guī)定最大鍛件重量為30kg, 該鍛件重量是22.65kg, 為4件合鍛,平均每個工件重量是5.663kg。
2.2車工工藝
車加工工序為:車削外徑、端面 → 車削第二端面、內(nèi)徑→車削切離→車削雙端面、倒角→車削滾道凹槽。
在車工切離工序,切斷刀是手工刃磨,切離平行差在0.5~0.7mm,切斷的單件產(chǎn)品還必須對兩端面進行平幅,以達到車工工藝要求的兩端面平行差0.2~0.3mm。
切離端面留量3mm、切離刀口留量5.5mm,使工人勞動強度大,班產(chǎn)效率低,原材料消耗多,材料利用率居高不下。車工切斷加工如圖 2所示。
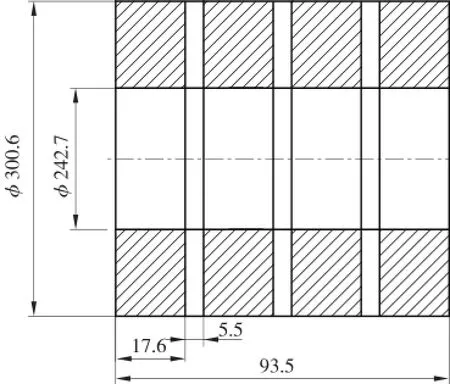
圖2 車工切斷毛坯
3 工藝改進
3.1鍛工工藝由自由鍛改為碾環(huán)鍛造
碾環(huán)鍛造工序為:鋸料→燒料→錘鍛→鍛粗→沖料心→碾鍛成形。
碾環(huán)鍛造是 8 件合碾鍛造。某推力球軸承座圈的產(chǎn)品圖與碾環(huán)鍛造鍛件圖(8 件合鍛)如圖3 所示,各部位留量如表 2 所示。
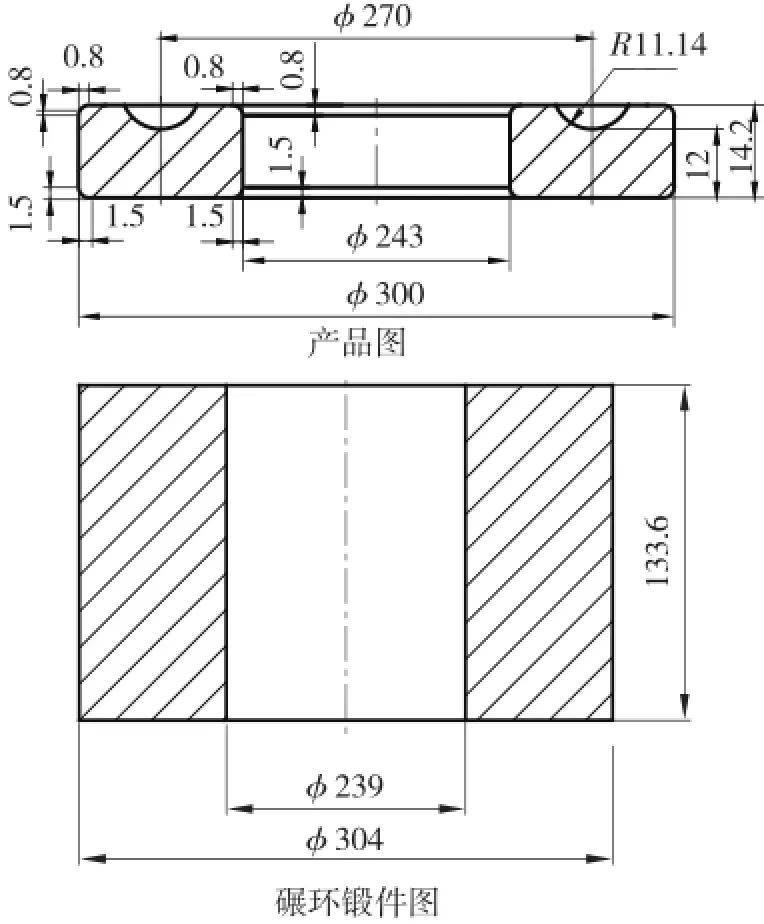
圖3 某推力球軸承座圈的產(chǎn)品圖與碾環(huán)鍛造鍛件圖(8件合鍛)

表 2 碾環(huán)鍛造各部位留量/mm
由自由鍛改為碾環(huán)鍛造,使鍛件重量和體積增加,自由鍛件最大重量35kg,碾鍛鍛件最大重量是80kg,碾鍛鍛件最大幅高是280mm。
該軸承碾環(huán)鍛造是8件合鍛,鍛件重量是28.872kg,單件重量是3.609kg,每件可節(jié)約原材料2.054kg,使加工余量減小,降低了生產(chǎn)成本。碾環(huán)鍛造的工效是自由鍛造功效的 4 倍。
碾環(huán)鍛造的產(chǎn)品質(zhì)量高,內(nèi)、外徑壁厚均勻,表面質(zhì)量平整,無凹凸現(xiàn)象,內(nèi)、外徑的加工留量一致,兩端面無凸點或凹坑,確保車加工無加工不掉的氧化皮現(xiàn)象發(fā)生。端面的平行度、端面與內(nèi)徑、外徑垂直度均達到工藝設(shè)計要求。
3.2車工工藝改進
改進后的車工工序為:車外徑、端面→車內(nèi)徑、第二端面→鋸床鋸離→端面倒角→車滾首凹槽。
車工工藝改進后具有如下優(yōu)點:
(1)毛坯切斷刀口寬度縮小,由原來的車床切離刀口寬度5.5mm減少到鋸床切離刀口寬度2mm,單件產(chǎn)品平行差達到0.15~0.22mm,兩端面的平行差達到車加工的技術(shù)要求。
(2)鋸床進給量調(diào)整合適,端面的粗糙度可達到車加工的技術(shù)要求,端面可不進行平端面車加工。
(3)鋸床切離刀口小,端面無需留車加工量,節(jié)約原材料,降低生產(chǎn)成本。
(4)一個操作工可同時操作4-6臺鋸床,生產(chǎn)效率提高。
毛坯鋸斷加工見圖 4,每個毛坯件可切 8 件產(chǎn)品。
圖4 鋸片切斷毛坯
4 鋸床結(jié)構(gòu)改造
4.1改進前鋸床的結(jié)構(gòu)特點
(1)鋸床是依靠液壓油缸推動夾緊鉗口的方式夾緊工件。鉗口離鋸片的距離是40mm,工件的料頭余量大。
(2)夾緊工件端面與軸向的垂直度無法進行微量調(diào)整,導(dǎo)致鋸掉的工件端面與軸向垂直度偏差較大,增大了工件端面的加工余量。改進前鋸床的結(jié)構(gòu)見圖 5 所示。

圖5 改進前鋸床結(jié)構(gòu)
4.2改進后鋸床的結(jié)構(gòu)特點
通過對鋸床夾具結(jié)構(gòu)改造,利用氣缸與氣動夾盤、支撐座、連接套,把改進夾具部件通過支撐座與鋸床送料托板相連,通過氣缸拉桿與氣動夾盤相互作用,把工件夾緊或松開。 夾盤與鋸片距離可任意調(diào)整,減少料頭長度。改進后鋸床結(jié)構(gòu)見圖 6 所示。
通過夾盤上三個微調(diào)螺釘,可以調(diào)整產(chǎn)品端面與軸向方向的垂直度,夾盤見圖 7 所示。
根據(jù)產(chǎn)品的外徑與產(chǎn)品的單邊壁厚不同,每鋸一片產(chǎn)品需要15~30min,調(diào)整好一個鋸床,自行加工,同時可對另外一臺鋸床進行調(diào)整。操作者可利用鋸床加工產(chǎn)品的時間差,給鋸床裝夾產(chǎn)品。通過合理安排,每人可操作4~6臺鋸床。
通過托板的進給量,控制產(chǎn)品的幅高。用鋸片切斷工件,一次裝夾,可把 8 件產(chǎn)品切斷。經(jīng)過對支點的微調(diào),所切斷工件的端面的平行差可達到0.2mm以下,端面可不留車加工余量,端面與軸向垂直度達到0.4mm,每個鋸縫只有2mm以內(nèi)。

圖6 改進后鋸床結(jié)構(gòu)
圖7 改進鋸床夾具圖
5 結(jié)束語
通過對推力軸承工藝工裝的改進,自由鍛造改為碾環(huán)鍛造,提高產(chǎn)品質(zhì)量,生產(chǎn)效率提高4倍。通過對車工工藝的改進,減少車工工序,以鋸斷替代車床切斷,減少單件產(chǎn)品車工加工留量,單件工件節(jié)約原材料約2kg。對多規(guī)格產(chǎn)品進行跟蹤測試,所加工產(chǎn)品完全符合工藝設(shè)計要求。此次技術(shù)改進達到預(yù)期目的。
(編輯:林小江)
Improvement of thrust bearing technology and tooling
Guo Zhaojun1, Shi Guanglong1, Lv Guoxin2
( 1.Gansu Ronghe Group Coal Mining Machinery Co., Ltd., Baiyin 730919, China; 2.Northwest Bearing Co., Ltd., Yichuan 750021, China )
In view of the problems in the process of machining thrust bearing such as the backward forging process, big allowance, poor precision and big cutting off width,etc, the forging process was improved, 4 pieces combined forging by free forging were changed to 8 pieces combined forging by rolling forging to reduce the machining allowance and improves the efficiency;workpiece was separated by the blade sawing instead of turning to cut off to Reduces the cutting allowance and end face allowance,save raw materials, improve the machining efficiency and reduce the production cost; sawing machine for the technical reformation, and making the new tooling, which laid a foundation for process improvement.
thrust bearing; free forging; rolling forging; many pieces combined forging; workpiece cut off
TH133.33+1
B
1672-4852(2016)03-0029-03
2016-07-28.
郭兆軍(1972-),男,工程師.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52