整體葉盤車削在線測量技術研究
2016-11-23 05:14:58楊惠欣李家永
制造技術與機床 2016年11期
關鍵詞:測量
楊惠欣 李家永
(沈陽黎明航空發動機(集團)有限責任公司, 遼寧 沈陽 110043)
?
整體葉盤車削在線測量技術研究
楊惠欣 李家永
(沈陽黎明航空發動機(集團)有限責任公司, 遼寧 沈陽 110043)
通過對整體葉盤車削過程自動測量技術、刀具自動校正技術、刀具自動補償技術進行深入研究,實現了整體葉盤車削加工、測量、刀具補償自動化。提高了工件加工質量和效率。形成了整體葉盤車削加工過程數字化在線測量的制造模式。
在線測量;刀具補償;整體葉盤
目前車削加工整體葉盤輻板型腔,均采用專用測具來測量型面控制點,工裝制造時間嚴重制約了新品研制周期,加大研制成本。產品從研制到定型一旦改變結構,測具全部報廢,需重新派制。同時在型腔的車削加工中,采用人工測量后手工輸入刀具補償值的方法,這種操作引起產品超差,或工件報廢的現象屢見不鮮。本文擬對車削過程自動測量技術、刀具自動校正技術、刀具自動補償技術開展進一步深入研究,使盤類工件車削擺脫依賴專用測具的傳統工藝模式,改變傳統的數控加工手動對刀、測量、手動輸入刀補的落后方式,實現加工過程自動化,達到提高數控機床利用率。實現盤類零件研制輻板車削不附加制造專用測具、進行數字化在線測量的先進制造模式。
1 整體葉盤輻板型面控制點測具測量
整體葉盤輻板型面控制點如圖1所示,其測量尺寸為φA、φB處的深度尺寸③、④。目前輻板型面控制點都是在精車后利用專用測具進行測量,該專用測具包括測具和標準件兩部分,是根據被測點的理論尺寸派制的,測量時首先利用標準件校正測具,再應用調整后的測具進行被測控制點的深度測量,通過百分表的讀數判定輻板的加工狀態,最后根據與理論值的偏差值手動輸入刀補值(如表1)。由于專用測具的加工精度較高,其設計制造時間較長,在新產品研制階段往往會制約新產品的研制生產周期,且需要在車削加工過程中反復暫停進行測量,并在測量后手動輸入補償值,該測量方式不僅增加了車削加工的時間,且手動輸入刀具補償值的方式極易產生錯誤,甚至導致工件報廢。
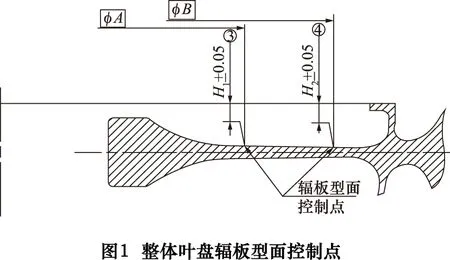
表1 手動輸入刀補值可設置零點偏移
X/mmZ/mmSP1/°G54粗略0.0000.0000.000精確0.0000.0000.000
2 車削在線測量及刀具自動補償技術方案
2.1 機床在線測量模塊的功能局限性
(1)不具備對非線性輪廓,以及斜面的連續掃描功能和單點測量功能,只能測量水平面到基準面的軸向高度和圓柱面。
(2)只能按被測點的Z向進行測頭半徑補償。不能按測量點的法向進行補償。
2.2 葉盤車削在線測量及刀具自動補償技術方案
該測量方案所用的設備為數控立車加工中心,且該設備應具備在線測量功能模塊,主要包括測頭、測量循環及測頭校準標準試件。
編制測量程序,調用測量循環對工件進行測量,并將測量結果與被測尺寸的理論值進行比較,根據比較結果以及被測尺寸的公差范圍判斷是否進行刀具半徑補償:若測量結果顯示工件處于欠切狀態,則程序自動將差值進行刀具補償;若測量結果顯示工件尺寸在理論尺寸公差內,則程序不做任何更改,繼續執行后續程序;若測量結果顯示工件處于過切狀態,則程序進入無窮循環,后續加工程序將無法運行,須操作者手動退出程序,提示操作者該尺寸處于超差狀態。
2.3 斜面測量刀具半徑補償方案
被測輪盤輻板為斜面,若按照平面測量的方法測量,會產生誤差△h,如圖2所示。此時獲得的深度值小于被測點的實際值。因此,在進行斜面測量時需對測量值進行補償,以獲得被測點的實際值。
如若對P點進行測量,即測量P點在特定X值處的深度值(Z值)Zp。當測頭從P點的Xp坐標向下方運動時,由于被測型面為一斜面,測頭與實際輻板型面的接觸點為P′,在P′點觸發,觸發后測量系統返回P′點深度Zp′值,機載測頭所測得P′點與P點的Z值相差△h,當斜面角度α愈大,測頭半徑愈大時,誤差△h愈大。
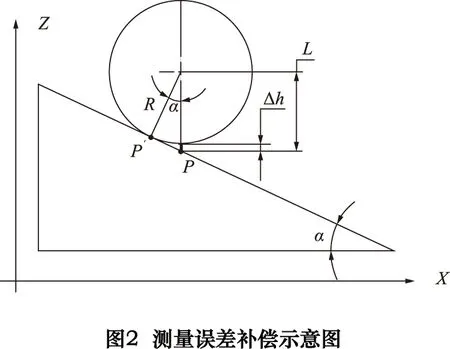
因此要獲得P點的實際值需根據斜面角度及測頭半徑對其測量值進行補償,具體如下:
由圖2可得:
L=R/cosα
式中:L為三角形的斜邊;α為輻板型面與水平面的夾角;R為測頭半徑。
△h=L-R
式中:△h為補償高度。P點的深度值Zp為:
Zp=Zp′-△h=Zp′-(R/cosα-R)
在輻板車削加工過程中,加工坐標系原點若在工件加工后的上端面,則所測得的型面控制點的Z值小于0,則根據以上計算公式,
︱Zp︱=︱Zp′︱+△h
=︱Zp′︱+(R/cosα-R)
3 在線測量精度保證
由于在線測量依賴于機床各軸的運動完成,因此其精度受機床各軸運動精度的影響較大,在線測量誤差可能由于機床各軸的運動誤差產生。另外測頭本身的精度也極為重要,由于受車間溫度、振動、噪聲等的影響,測頭本身的精度會有所降低。
在線測量精度受測頭本身精度及機床各軸運動精度的影響,因此,要求機床按相關規章制度對各個運動軸定期用激光干涉儀進行精度檢測,根據誤差適度進行補償,保持機床各軸系的運動精度。另外,測量前必須進行測頭校正,以取得當前環境條件下測頭X、Z、R精確值,是保證精確測量結果的有效手段。
當批量較大、精度較高時,可采取抽樣對比檢測的方法。即每批首件機床在線測量后,由離線三坐標測量機進行檢測,對在線測量結果與三坐標檢測結果進行比較、分析,將誤差控制在一定范圍內,則會最大程度地保證測量精度,從而提高測量效率及產品質量。
4 整體葉盤在線測量與刀具自動補償技術應用實例
以德國立車加工中心為設備平臺,應用Renishaw公司的MP10觸發式測頭,借助于機床導軌的運動完成X、Z方向的測量操作,機床配置為西門子840D控制系統,以整體葉盤為載體進行測量。
4.1 被測尺寸分析
如圖1所示整體葉盤輻板型面控制點為根據徑向尺寸φA、φB來控制軸向尺寸H1、H2,通過測量被測點至基準面的軸向尺寸來確定其實際位置。
4.2 在線檢測測頭校正
進行在線測量前,需要對測頭Z向、X向及R進行校正,從而使測量系統對測頭X、Z值以及測頭的半徑有精確的計算以進行補償。測頭校正程序由Sinumeric840D控制系統的高級語言編寫。以下以測頭Z向校正程序為例。
SETMTH(1)
;調用測頭并激活
_MW=5 _SETVA=R4 _HT=1 _UT=-1 _KVAR=1
_TNAM=1 _KNU=2 _VARIA=2 _NREP=2 _EVN=0
_PROT=0 _PRNAM="circlegauge" _M_PT=1
;Z向單點測量,刀具自動補償
L974 ;調用測量宏程序進行測量
M30 ;程序結束
校準測頭時,對標準試件的測量速度應與正式工件測量時的速度一致。并查看校準后測頭的直徑與之前的校準結果的差別,如果變化較大,則要查找原因或清潔標準件和測頭。重復進行2~3次校準,直到校準結果穩定即可。利用校準后的測頭對標準件進行測量以驗證測頭校正精度,根據檢測器具的測量精度一般取被測工件尺寸公差的1/4~1/10, 滿足該要求,則校準后的測頭可用于工件尺寸測量,測頭校正完成,否則須重新進行校正。
4.3 在線測量坐標系的建立
遵循設計基準、工藝基準和測量基準重合的原理,在線測量坐標系通常選定與工件的工藝基準重合。根據輻板型面控制點的工藝尺寸基準確定基準面,工件的回轉中心與機床工作臺中心重合,在線測量坐標系原點如圖3所示。

4.4 整體葉盤輻板型面控制點尺寸測量
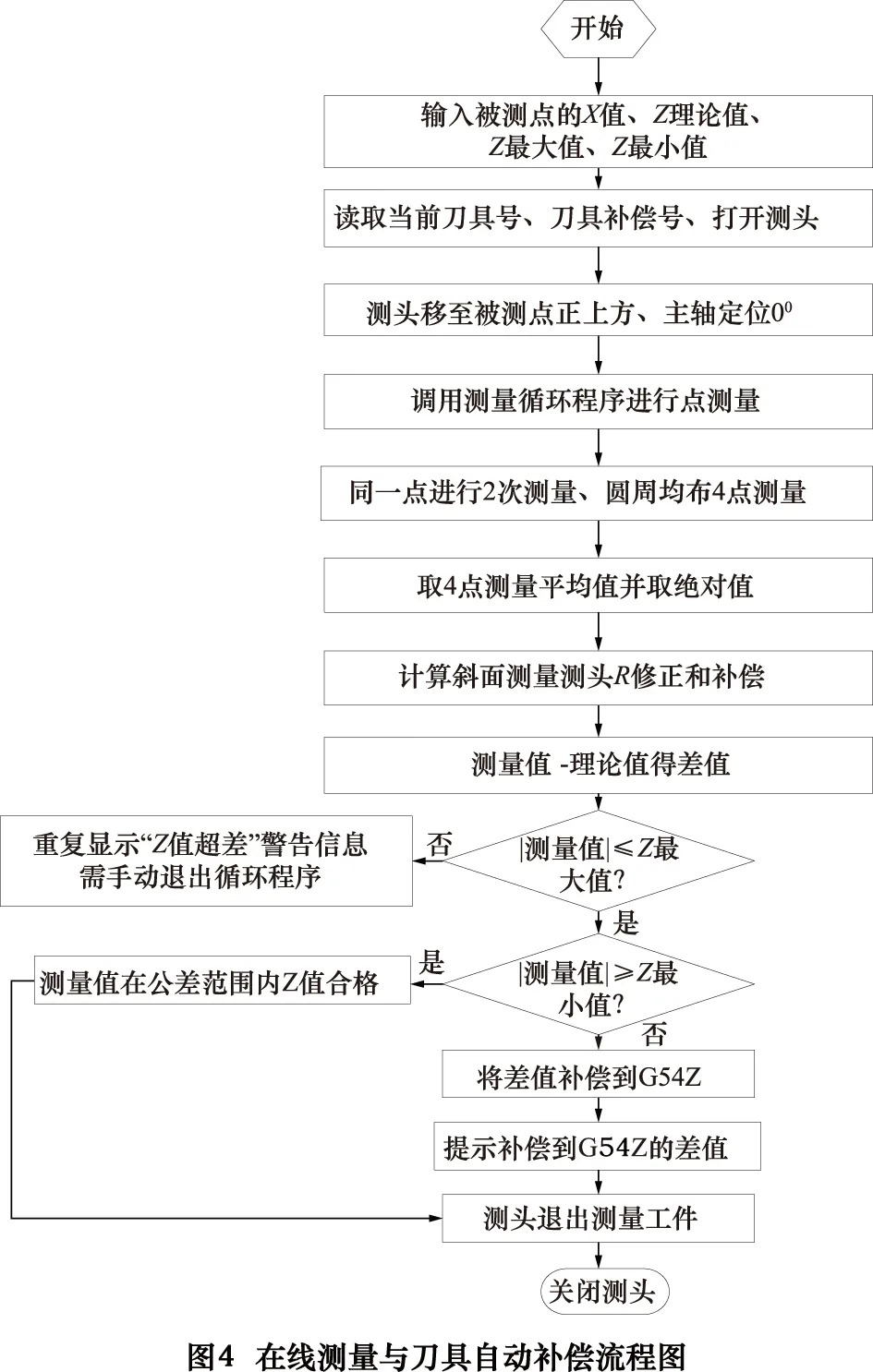
在線測量與刀具自動補償程序流程圖如圖4所示,首先設置被測點及測頭基本參數、調用機床測頭并激活測頭、設置在線測量參數;其次調用L974測量循環依次測量各點尺寸,將測量值根據斜面補償方案及被測輻板斜面α角進行補償計算,得出該點的實際值,并計算實際值與理論值之差;最后根據公差帶判斷是否進行補償,并將結果補償到G54Z Fine中,測量完成。
工件的測量程序由Sinumeric840D控制系統的高級語言編寫,以滿足測量循環調用、賦值、變量計算、計數和記錄實測結果、誤差計算與補償等功能的需要。以下為整體葉盤輻板型面控制點車削在線測量與刀具自動補償測量循環調用及補償部分程序。
測量參數設置:
MW=5 CRPOS=50 HT=1 _UT=-1 KVAR=0
NREP=2 EVN=0 VARIA=2 MA=1
調用測量循環進行測量并進行斜面補償:
FOR NUM=1 TO TIME
SpindleA=(360/TIME)*(NUM-1) ;被測點角度
SPOS[1]= SpindleA ;主軸旋轉到指定角度
L974() ;調用測量宏程序進行測量
Zsum= Zsum+_MVAL ;將多次測量結果求和
ENDFOR ;測量循環結束
Zsum=ABS(Zsum/TIME);多個測量值取平均值Zsum= Zsum+(ProbeR/CAlpha-ProbeR)
;對結果進行斜面補償
Mistake=Zsum-ABS(_SETVA)
;測量值與理論值之差
根據測量值判斷工件的加工狀態,并進行補償:
IF (Zsum<=ToptZ) ;若測量值≤公差上限
IF(Zsum>=LowtZ) ;若測量值≥公差下限
MSG("OK HEGE"<< Mistake)
;機床控制面板顯示OK HEGE字樣
ELSE;否則(測量值≤公差下限) MYMP_UIFR[1,Z,FI]=MYMP_UIFR[1,Z,FI]+Mistake ;對G54Z進行誤差自動補償
MSG(" G54 Z BU CHANG "<< Mistake)
;機床控制面板顯示G54 Z bu chang字樣
ENDIF
ELSE ;否則(測量值≥公差上限)
DISPLAY1: MSG(" Z CHAO CHA "<< Mistake)
;機床控制面板顯示Z CHAO CHA字樣
GOTOB DISPLAY1
ENDIF
在上述車削在線測量及刀具自動補償程序中,每一個測量循環每個測量點測量2次,360°圓周內均勻測量4點,取平均值并進行斜面補償計算得出被測點的實際值,將該實際值與理論值進行對比,根據公差帶判斷是否進行補償。
4.5 測量結果分析
應用該在線測量與刀具自動補償程序對整體葉盤輻板型面控制點進行測量,得出被測點的測量數據,將在線測量結果與專用測具測量結果進行對比,誤差小于 0.01 mm且測量結果較穩定。
5 結語
(1)整體葉盤車削在線測量與刀具自動補償程序已通過試驗件驗證,并應用于工件的加工過程中,測量精度較離線的三坐標測量機測量誤差在0.01 mm之內。
(2)該在線測量程序適用于被測點在測量基準面之下,并且測頭具有足夠的空間接觸被測點而不與工件發生碰撞。
(3)根據其他型號數控立車加工中心的編程特點及測頭設置,對該在線測量程序進行相應的更改完善,擴展其適用范圍。
[1]昝華,薛鳳舉.數控加工中在線測量的應用探析[J].制造技術與機床,2007(5):99-98.
[2]吳長忠,孫選,李國平,等.基于FANUC數控系統的加工中心在線測量研究[J].科技創新導報,2009(26):74.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Research on on-line measuring of the blisk turning
YANG Huixin, LI Jiayong
(Shenyang Liming Aero-Engine Group Corporation Ltd., Shenyang 110043, CHN)
Based on the research of the automatic measuring, calibration of probes, compensation of tools during the blisk turning, implement the automatic completion of the blisk turning processing, measurement and compensation of tools.Improve the parts,turning quality and efficiency.The manufacturing mode of digital on-line measuring in the turning process of the blisk is formed.
on-line measuring; compensation of tools; the blisk
V261
B
10.19287/j.cnki.1005-2402.2016.11.004
楊惠欣,女,1983年生,碩士,工程師,主要從事整體葉盤制造及在線檢測工作。
(編輯 李 靜)
2016-03-22)
161111
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
