156 m超規范內河散貨船檢驗研究
2016-11-24 03:48:01朱峻
江蘇船舶 2016年4期
朱 峻
(揚州市地方海事局,江蘇 揚州 225600)
?
156 m超規范內河散貨船檢驗研究
朱 峻
(揚州市地方海事局,江蘇 揚州 225600)
156 m內河散貨船為首艘船長超規范的船舶。為保證該船建造質量,通過與近年來建造較多的2種不超規范的船型的對比,找出其貨艙區域典型結構取值的規律性,重點對高強度鋼的焊接、球扁鋼的裝配和焊接、貨艙艙口角隅、貨艙區域水密結構、過渡結構等進行檢驗,為同類船舶的檢驗提供參考。
超規范;內河船;散貨船;設計規范;建造規范;船舶檢驗
0 引言
長江航運作為我國綜合運輸體系的重要組成部分,在區域經濟社會發展中發揮著重要作用。據統計,目前干散貨船是長江干線運輸的主力船型,其運力占長江船舶總運力的85%左右,承擔著長江干線諸如煤炭、金屬礦石、鋼鐵、非金屬礦石、礦建材料、化工原料等運輸。隨著近年來我國沿江造船水平的不斷發展和提高,促進了長江干散貨船的更新換代,船舶呈現大型化的發展態勢,船舶主尺度、總噸位、載重噸位的記錄不斷被刷新,萬噸河船比比皆是。以揚州沿江一帶造船企業為例,2013年~2015年3年間建造完工船長100 m以上、載重噸10 000 t以上的內河干散貨船超過300艘,這其中包括已投入營運的146.80 m內河散貨船“鵬鑫001”。
盡管內河船舶主尺度不斷突破,但我國現行《鋼質內河船舶建造規范》(2009)及其修改通報只適用于船長不大于140 m的內河船舶,船長140 m是內河船舶設計的極限。然而, 2014年2月,揚州某船廠接到1艘總長156 m,船長149.05 m的內河散貨船訂單,該船船長超出了我國現行內河船舶建造規范的適用范圍。為保證該船的建造質量,有必要對此類超規范內河散貨船的檢驗工作進行研究。
本文以156 m內河散貨船為例,結合對該類超規范散貨船典型結構的現場檢驗,研究探討對超規范船舶建造檢驗的注意要點,以期為今后同類型船舶的檢驗積累一定的經驗。
1 圖紙設計和審查依據的確定
156 m內河散貨船在圖紙設計初期,中國船級社特別頒布了《船長大于140 m鋼質內河船舶設計評估指南》,旨在解決內河船舶規范對船長大于140 m的內河散貨船和旅游船的適應性問題,主要納入了船級社“內河大型船舶規范適應性研究”、“大型散貨船結構型式及技術要求研究”等相關研究課題內容,為圖紙設計提供了基礎依據。
2014年底,圖紙設計單位依據《內河船舶法定檢驗技術規則》(2011)及其修改通報、《鋼質內河船舶建造規范》(2009)及其修改通報、《船長大于140 m鋼質內河船舶設計評估指南》,在常規設計基礎上,增加對船舶總縱強度、屈曲強度和局部強度的有限元計算評估,完成了156 m內河散貨船的圖紙設計。江蘇省船舶檢驗局審圖中心受理了該船的審圖申請,并組織省內南京、鎮江、無錫、南通4個審圖分中心聯合會審,2015年5月完成了對該船的審圖工作。
2 主尺度概況及典型結構對比分析
圖紙審查結束后,受江蘇省船舶檢驗局委托,揚州市船舶檢驗局承接了該船的檢驗任務。盡管有審批圖紙支撐,但該船作為超規范范圍的船舶,就檢驗而言,既沒有現行的法規規范支撐,也沒有類似經驗可以借鑒。為了做好該船的檢驗工作,揚州船舶檢驗局與江蘇科技大學合作成立檢驗課題組,對該船的檢驗程序、典型結構及特殊用材等進行了積極的探索和研究。
156 m內河散貨船為艉機型、球鼻首,采用雙機、雙槳、雙舵、柴油機推進的散貨船。其貨艙區域為雙底雙舷縱骨架式結構,艏艉為單底單舷橫骨架式結構,航行于內河A、B級航區。該船設計運裝煤炭及礦石等積載因數不小于0.35 m3/t的不易燃散貨。其主尺度見表1。
該船審批圖紙按照《鋼質內河船舶建造規范》(2009)及其修改通報和《船長大于140 m鋼質內河船舶設計評估指南》進行了結構計算。現將其貨艙區域典型結構的取值與近年來建造較多的2艘不超規范船型進行對比,具體數值見表2。
通過表2對比看出,盡管156 m內河散貨船超出了規范船長極限,但其貨艙區域典型結構的取值基本隨著船長的增長而呈比例增加,具有一定的規律性。
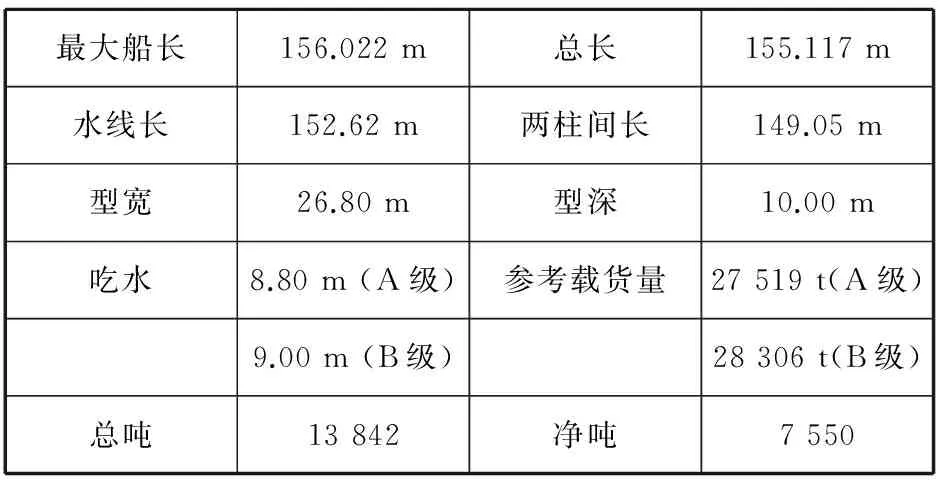
表1 156 m內河散貨船主尺度
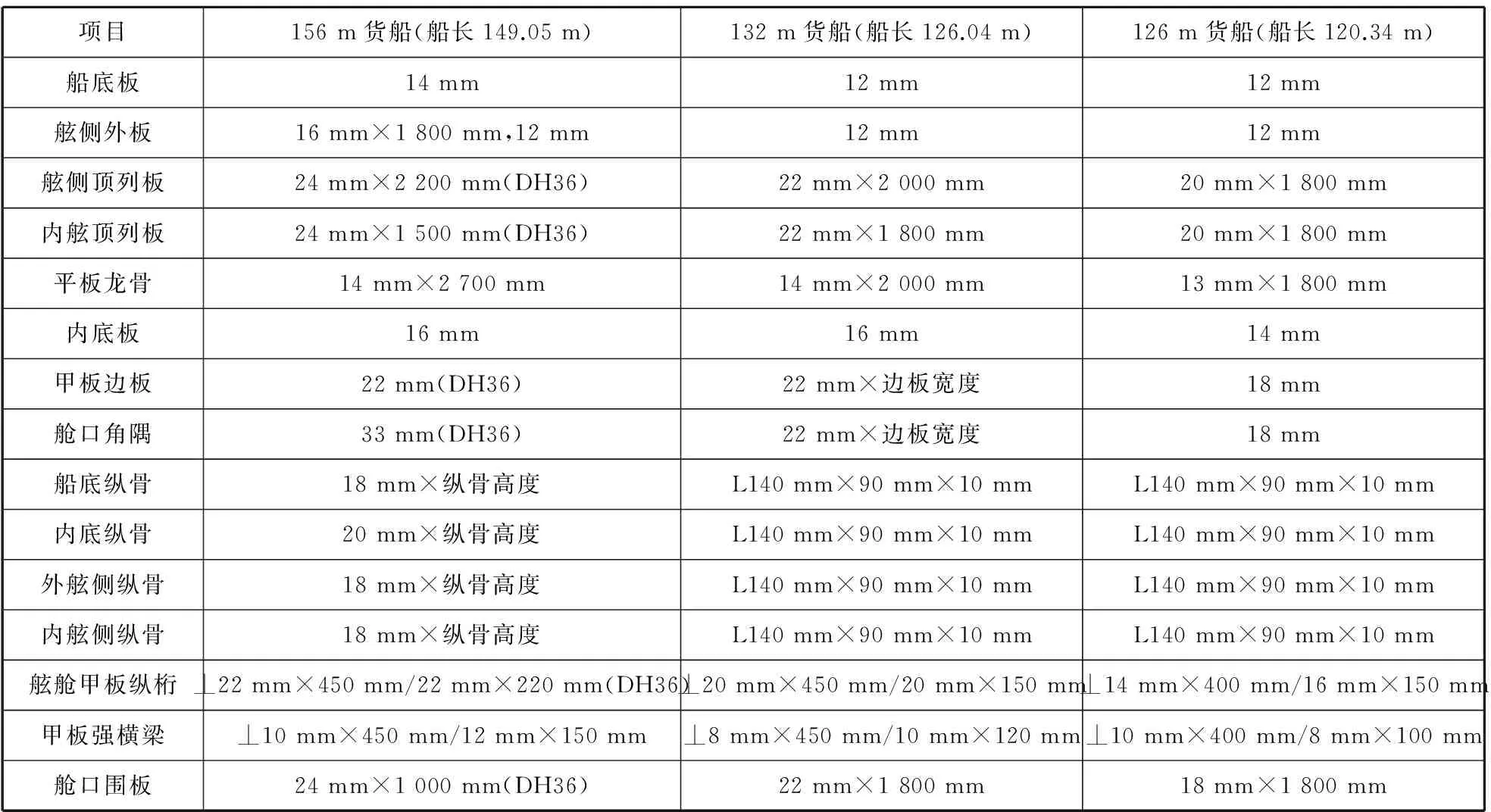
表2 156 m內河散貨船與2艘船長不超規范船型貨艙區域典型結構取值對比
3 貨艙區域典型結構檢驗要點
3.1 高強度鋼的焊接檢驗
與以往小于140 m船舶相比, 156 m內河散貨船最大特點就是在貨艙甲板區域使用了高強度鋼(DH36),在縱向骨架上使用了球扁鋼,這在規范范圍內的散貨船中較少使用。選取高強度鋼和球扁鋼的主要原因有:
(1)滿足《船長大于140 m鋼質內河船舶設計評估指南》中計算總縱強度的要求。
(2)高強度鋼具有強度高、綜合性能好的特點,能夠減輕船體自重。
(3)球扁鋼在船體結構中起著舉足輕重的作用,是建造萬噸級船舶不可或缺的專用型材。與角鋼相比,當剖面模數相同時,球扁鋼具有較大的慣性力矩和較小的截面面積,因此,在抗彎強度相同時,球扁鋼具有更輕的質量,其壓縮穩定性也較好。
綜上所述,該船高強度鋼的焊接主要有高強度鋼之間的焊接(甲板邊板的對接縫、甲板邊板和舷頂列板的角接縫等)、高強度鋼和一般強度鋼的焊接(舷頂列板和舷側外板的對接縫等),焊縫基本覆蓋了整個貨艙甲板區域,而內河船廠普遍缺乏高強度鋼的焊接經驗。對于高強度鋼的焊接檢驗,一是要求船廠制定高強度鋼的焊接工藝并保證該工藝得到有效實施;二是要求配備具有高強度鋼焊接經驗的持證焊工以保證焊接質量;三是檢查焊材的選擇是否符合高強度鋼焊接要求,高強度鋼之間焊接的焊材和高強度鋼與一般強度鋼之間焊接的焊材要注意區別;四是注意焊前的預熱和焊后的緩冷,以有效避免冷裂紋的出現;五是要通過超聲波檢測技術,關注甲板邊板和舷頂列板角焊縫的焊接質量,必要時擴大檢測范圍。
3.2 球扁鋼的裝配和焊接檢驗
球扁鋼在內河散貨船上使用較少,多數裝配工人和焊工缺少此類鋼焊接經驗。在實施檢驗時,一是要關注球扁鋼貫穿孔的開孔形式;二是要關注球扁鋼之間的對接焊質量,特別要關注坡口的設置、引熄弧板和馬板的設置以及拆除后的處理等。
3.3 貨艙艙口角隅的檢驗
本船貨艙艙口角隅加厚板設計值為33 mm(DH36),較甲板邊板厚11 mm。在檢驗時,一是要注意對板厚差需按照規范要求進行削斜處理;二是要注意加厚板的端接縫和艙口圍板的端接縫以及甲板骨架的角接縫分開;三是要注意角隅的半徑(1 200 mm)需要與圖紙一致。
3.4 貨艙區域水密結構檢驗
現有100 m以上內河散貨船中,絕大多數船舶在水密舷艙壁和和機艙前艙壁處開設人孔,以便于進出雙舷內部。但在船舶航行時,水密人孔蓋多數未封閉,存在極大安全隱患,因而156 m內河散貨船人孔開設時應當避免這種開孔形式。本船貨艙區域Fr28~Fr225為貨艙區域,其中水密Fr28、Fr95、Fr162、Fr225處為水密橫艙壁,Fr58、Fr95、Fr127、Fr162、Fr194處為水密舷艙壁,在檢驗時要注意人孔的開設位置。
3.5 過渡結構的檢驗
該船的過渡結構分為3類:一是雙層底向單層底的過渡,主要驗證船底縱骨的交替過渡以及舌形面板的設置;二是雙舷向單舷結構的過渡,主要驗證內外舷縱骨的交替過渡以及內舷壁終斷處的過渡肘板尺寸是否符合圖紙要求;三是雙層底向舷側過渡時,主要驗證內底板延伸線與邊艙肋板面板的連接水平過渡肘板的設置。
此外,作為船長超規范的內河散貨船,其建造檢驗還需要重點關注貨艙頂部橫向支持結構、分段的劃分、大合攏縫的焊前處理等環節。整個檢驗過程必須嚴格執行法定檢驗規程,按圖檢驗,最終才能驗證首制“試驗船”建造質量是否符合建造規范要求。
4 結語
內河超規范船舶的出現,有著多方面的原因。隨著內河建材市場的持續火爆、鋼材價格的降低、民營船廠生產工藝和焊接能力的不斷進步、船東自身經濟實力的提升,加上節能減排等宏觀經濟政策的引導,都促成了超規范船舶的出現。但是,超規范船舶也存在著不可預見的問題:一是長江干線航道特別在南京上游航道枯水期間吃水限制在4.6 m左右,也就意味著156 m內河散貨船每年有近半時間只能維持半載狀態航行;二是長江沿線干散貨碼頭岸線長度普遍較短,前沿水深普遍較淺,多數碼頭無法接納超大型船舶靠泊;三是依托浮吊船裝卸貨物是目前長江沿線裝卸貨物的重要方式,但浮吊船裝卸作業程序較為混亂,往往是一艙裝卸結束后才至下一貨艙,近年來因裝卸不當出現的沉船斷船事故時有發生。而船長越長,此類事故風險越高,156 m內河散貨船縱向結構強度能否承受此種裝卸作業方式不得而知。由此可見,超規范船舶是否適應市場需求,需要首制船正式投入運營后方能全面考量。
為此,鑒于近年來長江干線航道大型內河船舶不斷增多,船型、主尺度隨意性較大,使得船舶營運的經濟性不高。建議相關部門重視大型船舶的標準化問題,以利于內河船舶的可持續發展。
[1] 中國船級社.內河船舶法定檢驗技術規則[M].北京,人民交通出版社,2011.
[2] 中國船級社.鋼質內河船舶建造規范[M].北京,人民交通出版社,2009.
[3] 中國船級社.船長大于140 m鋼質內河船舶設計評估指南[M].北京,人民交通出版社,2014.
2016-03-31
朱峻(1981—),男,工程師,從事船舶檢驗工作。
U692.7
A
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
船舶(2021年4期)2021-09-07 17:32:22
哲學評論(2021年2期)2021-08-22 01:53:34
北部灣大學學報(2021年4期)2021-04-28 08:01:04
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01