車載氣瓶用復合材料三點彎曲聲發射特性研究
2016-11-30 06:47:10楊思民葉榮耀王湖南安普環保科技有限公司長沙4000中國計量學院質量與安全工程學院杭州3008
中國特種設備安全 2016年1期
楊思民葉榮耀王 強(.湖南安普環保科技有限公司 長沙 4000)(.中國計量學院 質量與安全工程學院 杭州 3008)
車載氣瓶用復合材料三點彎曲聲發射特性研究
楊思民1葉榮耀2王 強2
(1.湖南安普環保科技有限公司 長沙 410100)
(2.中國計量學院 質量與安全工程學院 杭州 310018)
以WDW-100萬能試驗機和SAMOS聲發射檢測儀器搭建試驗平臺,對車載氣瓶用玻璃纖維復合材料試件進行三點彎曲聲發射特性研究。對采集到的聲發射信號進行參數分析,并研究其損傷機理,得到玻璃纖維試件損傷產生、發展直至最終破壞整個過程所呈現出來的聲發射特征,辨別出試件失效過程中不同的損傷模式和損傷階段,為評價玻璃纖維復合材料的質量和安全性提供一定的依據。
玻璃纖維 三點彎曲 聲發射 安全監測
隨著我國經濟的快速發展,長管拖車氣瓶在工業、能源和物流等領域得到越來越廣泛的應用,我國也從20世紀90年代中期的長管拖車整車進口國發展為世界上最大的長管拖車生產國和使用國。與傳統的金屬材料相比,玻璃纖維復合材料的高強度比和高容重比特性,不僅可以降低車載氣瓶的整體重量,而且具有更高的有效載荷,具有廣泛的應用前景[1-3]。與此同時,由于復合材料氣瓶的制造工藝復雜和使用不當,導致復合材料結構質量不穩定,缺陷的存在不可避免,為使車載氣瓶滿足設計壓力及后續使用的安全性、可靠性要求,對玻璃纖維復合材料進行無損檢測具有非常重要的現實意義。
1 試驗材料及聲發射信號采集系統
1.1試驗材料
本次試驗的對象為車載氣瓶用玻璃纖維,其各項基本性能見表1。玻璃纖維纏繞增強材料是增強體為玻璃纖維物質的復合材料。玻璃纖維是一種性能優異的非晶無機材料,其主要由二氧化硅、B、Na、Ca、Al等的氧化物組成。玻璃纖維單絲的直徑約為5~20μm,單束纖維原絲由成百上千的單絲構成。玻璃纖維密度約為2.55g/cm3,熱脹系數為4.7×10-6K-1。依據GB/T 1449—2005 《纖維增強塑料彎曲性能試驗方法》[4],定做試件的形狀尺寸如圖1所示。

表1 玻璃纖維試件力學性能表

圖1 復合材料試件尺寸及實物
1.2聲發射信號采集系統
●1.2.1WDW-100萬能試驗機
本文選用的WDW-100電子萬能試驗機來自于長春科新實驗儀器有限公司,利用萬能試驗機對玻璃纖維復合材料試件進行下空間壓縮加載,其最大試驗力為100kN,試驗速度區間0.05~200mm/min,試驗速度控制精度小于±1%,拉伸空間有效值650mm,試驗寬度有效值550mm。
●1.2.2聲發射檢測儀器
本文采用美國物理聲學公司(PAC)的SAMOS-Ⅱ型聲發射檢測系統,包括:PCI-8型信號采集卡,R15α型聲發射傳感器,該傳感器頻率范圍50~400 kHz,諧振頻率150kHz,通過2/4/6-ap前置放大器與聲發射儀連接采集數據,門檻值為40dB,聲發射傳感器直接黏貼在玻璃纖維復合材料試件表面,采用專用耦合劑耦合[5]。
2 試驗過程及結果分析
2.1試驗過程
打開WDW-100萬能試驗機自身配備的控制軟件P-Main,選擇聯機,將試驗機的橫梁調整到與三點彎曲底座距離合適的位置。將各個力學性能數據顯示清零之后,進行相應的試樣錄入和方案設定。方案設定為初始試驗力20N,橫梁控制設置為初始試驗速度5mm/min,選擇下空間壓縮,停車后不返回;加載方式中,控制方式為位移,試驗速度10mm/min,結束方式為斷裂百分比,結束條件為10%。
試件在進行試驗之前,采用直徑為0.5mm,硬度為HB或2H的鉛芯斷裂源作為模擬聲發射源,對數據采集系統進行斷鉛校準[6]。檢查實驗室的環境,排除影響試驗的各種噪聲。確認一切正常后,按照試驗的方案設定,點擊P-Main軟件上的試驗開始,同時點擊AE win軟件上的采集選項,采集并記錄聲發射數據。
2.2試驗結果分析與討論
1)10mm/min加載速度試驗力-位移圖分析(見圖2)

圖2 加載速度10mm/min三點彎曲曲線
由圖2復合材料的試驗力-時間曲線圖可以看出:在10mm/min的加載速度下,彎曲試驗曲線中開始階段試驗力平穩上升至1986N,但是在240s左右處出現一個轉折點,試驗力急劇下降至900N,之后又緩慢上升,但曲線的斜率遠遠不及之前的0~240s這一段。這是由于在相對高速的加載條件下,復合材料中間的一端的界面出現分層和互相滑移,出現了單端的斷裂。隨著加載的繼續,另一端的纖維也開始出現斷裂,此時完全失去承載能力,試件失效,如圖5所示。
2)10mm/min加載速度試件聲發射特性分析
由于本次試驗的加載速度相對較大,復合材料在試驗過程中的損傷情況比較復雜,結合圖3和圖4,將該試件的試驗過程分為六個階段:
第一階段(0~70s),這一階段位移量相對較小,各項參數均處在一個較小的數值,且變化不大。聲發射事件的幅值少數分布在50~70dB,絕大多數處在50dB以下,持續時間都小于1000μs,信號的能量也非常小。該階段也出現了少量的60dB以上的聲發射事件,可能是材料制作加工過程中,不可避免的有部分內應力產生,在外力的作用下,內應力受到破壞,從而釋放出一定的能量,呈現為較大幅值的聲發射信號。
第二階段(70~85s),該階段的聲發射事件計數在累積量和瞬時量都有所增長,但幅度相對較小,幅值主要分布在60~80dB,持續時間有所上升,主要分布在1000~2000μs之間,能量有顯著的增大。這一階段的損傷形式主要是由第一階段形成的裂紋得到進一步發展,從而形成基體開裂。
第三階段(85~95s),玻璃纖維在這個時間段內出現了纖維的損傷,由于纖維的承載能力要大于基體的承載能力,因此在這個階段產生明顯的彎曲變化。聲發射事件計數在累積率和瞬時率都有顯著增大,且幅度相對較大,幅值主要分布在70~80dB,同時也出現了一些80dB以上的信號,甚至在90dB以上也有少量出現。持續時間和能量都在增大,持續時間大于3000μs,有點高達8000μs左右。這說明經過該階段的彎曲變形,基體開裂加劇,部分裂紋發生失穩,出現基體和纖維界面的脫開現象,由于基體表現為脆性材料,在纖維斷裂前已完全開裂。該階段具體表現為玻璃纖維試件的界面損傷。
第四階段(95~100s),這一階段復合材料的承載能力急劇下降,伴隨著大量的纖維斷裂和界面分離。此時累積計數和計數率均增加到最大值,聲發射信號幅值更有達到100dB的,持續時間處在10000μs,能量也達到最大值50000μs。在試件的中間端的一端出現大量纖維被壓斷裂的現象。如圖5中(a)圖所示。
第五階段(100~120s),在這一時間段內,各項參數全部為零。這是由于試件中間的一端發生斷裂,釋放了大量的應力,另一端得到相應的緩沖,所以沒有任何數據的產生。
第六階段(120s~試驗結束),該時間段內,有少量的數據產生,但是信號的強度均不如之前信號強度高,這是由于在之前的環節中,沒有發生纖維斷裂的一端也經歷了基體開裂和界面損傷這兩個過程。隨著加載的繼續進行,試件的另一端也開始發生纖維斷裂現象,如圖5中的(b)圖所示。

圖3 聲發射事件計數-時間變化曲線
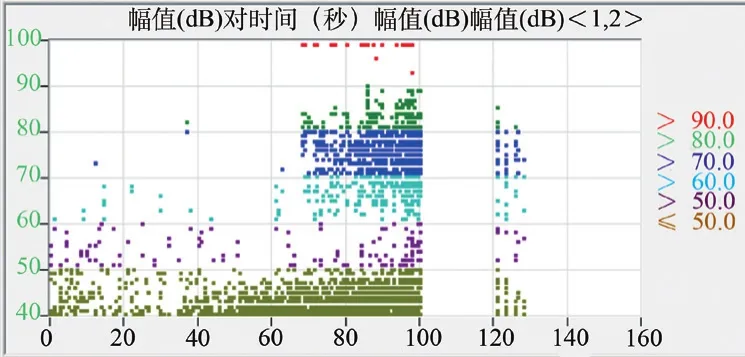
圖4 聲發射事件幅值-時間散點分布圖

圖5 復合材料纖維斷裂界面分離圖
3 結論
1)以聲發射檢測儀和萬能試驗機搭建試驗平臺,根據GB/T 1449—2005,對車載氣瓶用玻璃纖維試件進行三點彎曲試驗,成功地采集到試件損傷不同階段的聲發射信號,達到預期的試驗目的。
2)由三點彎曲試驗得到玻璃纖維復合材料試件在加載彎曲變形的過程中,其損傷形式主要包括基體開裂、界面損傷、纖維斷裂等三大類,其中界面損傷階段比較復雜,包含著一定數量的纖維抽拔、基體材料與纖維層的脫粘以及材料層與層之間產生的分離等。聲發射信號的各項參數表現為:在初期,聲發射事件信號的計數率、計數總數、幅值、持續時間和能量均較低,信號強度與外加載荷成正比,在纖維斷裂失效時達到最大。
3)通過玻璃纖維三點彎曲聲發射試驗得到試件的損傷聲發射信號對于車載氣瓶用玻璃纖維的整體質量評價和安全監測具有重要的參考意義。
[1] 徐君臣,銀建中. 纖維纏繞復合材料氣瓶研究進展[J]. 應用科技,2012,39(4):64-70.
[2] 李偉,李穎,王少凡,等. FRP復合材料容器水壓爆破聲發射特性分析[J]. 壓力容器,2012,29(5):15-19.
[3] 張祥春,張鷺,蔡良續,等. 玻璃纖維復合材料靜載荷聲發射試驗研究[J]. 中國測試,2011,37(6):27-30.
[4] GB/T 1449—2005 纖維增強塑料彎曲性能試驗方法[S].
[5] 葉榮耀,王強,張維剛,等. 鋼包耳軸活性缺陷聲發射信號特征與定位分析[J]. 湖南科技大學學報(自然科學版), 2013, 28(4): 27-31.
[6] GB/T 18182—2012 金屬壓力容器聲發射檢測及結果評價方法[S].
Research of Acoustic Emission Character of Composite Material Cylinder Three-point Bending
Yang Simin1Ye Rongyao2Wang Qiang2
(1. Hunan Anpu Environmental Protection Ltd. Changsha 410100)
(2. College of Quality and Safety Engineering, China Jiliang University Hangzhou 310018)
The three-point bending experiment with glass fiber cylinder specimen using acoustic emission detection technology was achieved with the experimental platform consisting of WDW-100 universal testing machine and SAMOS acoustic emission detecting instrument. Parameter analysis and research on damage mechanism were accomplished with the collected AE(acoustic emission) signals. Acoustic emission characteristics of glass fiber specimen damage were obtained. Based on the proposed method, the different damage patterns and stages during the process of glass fiber specimen deformation were successfully recognized, and provide the basis for evaluating the quality and safety of glass fiber composite material.
Glass fiber Three-point bending Acoustic emission detection Safety monitoring
X933.4
B
1673-257X(2016)01-0022-03
10.3969/j.issn.1673-257X.2016.01.005
楊思民(1976~),男,項目經理,工程師,從事環保節能方面的工作。
( 2015-06-22)
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
應用化工(2014年10期)2014-08-16 13:11:29
