基于FDM的聚乳酸快速成型參數實驗研究
2016-12-23 02:59:11范彩霞閆存富
制造業自動化 2016年7期
范彩霞,閆存富
(黃河科技學院 機械工程學院,鄭州 450063)
基于FDM的聚乳酸快速成型參數實驗研究
范彩霞,閆存富
(黃河科技學院 機械工程學院,鄭州 450063)
針對聚乳酸材料熔融沉積成型過程中成型件的翹曲問題,首先分析翹曲產生的過程及其機理,通過實驗定量分析噴頭溫度T1、熱床溫度T2及成型速度V對翹曲變形的影響程度;實驗結果表明:當T1=220℃,T2=64℃,V=45mm/s時,成型件的翹曲最小,有效提高成型件的幾何精度。
FDM;聚乳酸;翹曲;成型參數
0 引言
基于熔絲沉積制造工藝(Fused Deposition Modeling, FDM)的兩類主要塑料分別是ABS(Acrylonitrile Butadiene Styrene)和PLA(Poly Lactic Acid)[1]。相對于ABS,聚乳酸(PLA)是一種新型的生物降解材料,它源于可再生資源——玉米淀粉和甘蔗,而不是非可再生資源——化石燃料。因此具有良好的生物可降解性,使用后能被自然界中微生物完全降解,最終生成二氧化碳和水,這對保護環境非常有利,是理想的綠色高分子材料[2,3];此外,其機械性能及物理性能良好,可以加工從工業到民用的各種塑料制品[4]。
在PLA材料成型過程中,絲材經歷固態—熔融態—固態三個階段兩次相變,其成型收縮主要由兩部分組成:熱收縮和結晶收縮。由于成型收縮導致內應力分布不均,造成樣件的變形、翹曲甚至內部分層,以翹曲最為明顯,不但影響樣件質量,嚴重時甚至阻礙成型過程。
文獻[5]從打印機本身精度、材料性能、打印工藝參數,支撐結構四個方面定性分析了影響制件精度的因素,本文從快速成型技術應用的角度出發,首先分析了翹曲產生機理,其次通過實驗對比了溫度及速度參數對打印制件翹曲變形的影響,從而找出最優打印參數應用于生產科研實踐中。
1 翹曲產生機理
整個快速成型過程分為熔絲的急速加熱和熔融材料的急速冷卻過程。在成型開始時,材料受熱膨脹,并且處于可自由變形的自由狀態,此時材料為保持其連續狀態而承受拉應力;隨著成型過程進行,上層材料同樣受熱膨脹,但由于其低導熱率,在成型過程中,熱量主要靠上表面的輻射效應和與空氣對流散發,材料上層冷卻速度快,體積收縮快,材料在收縮壓力作用下趨于致密,而下層溫差小,收縮慢,受伸張力作用下趨于擴大,最終整體呈現出中間內凹邊界翹曲的現象,實際打印成型中將導致樣件整體沿著Z方向變形翹曲甚至裂紋現象,應力最大值出現在模型角點處,為拉應力,這也是角點處變形較大的原因。
翹邊的產生的因素更多存在于急速冷卻過程,如平臺底盤預熱不均、成型速度較慢、打印材料彈性、收縮度不夠等,這些因素綜合作用,使制件體積收縮而產生內應力,引起制件整體變形、翹曲,在其他快速成型工藝中,也存在類似的情況[6]。
2 實驗過程
實驗樣件考慮平板樣件有利考察翹曲變形,同時為便于測量,節約成本和實踐,本實驗設計圖1所示20mm×20mm×5mm平板作為成型樣件;考慮到制件取出方便,沿X軸方向開兩個槽以便插入一字形小螺絲刀輕輕翹起工件的底部,使成型件離開熱床;考慮到制件變形量檢測的坐標定位,槽尺寸較大的一個位于X軸的負方向,槽尺寸較小的一個位于X軸的正方向;由于熱床溫度并非完全均衡,故每次成型均放置于成型室正中。
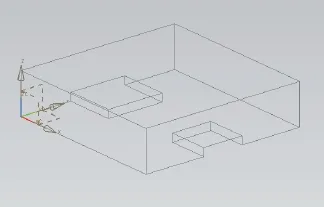
圖1 成型試樣幾何結構特征
以中國珠海西通桌面型3D打印機FDM系列為實驗設備,以中國珠海連盛電子科技有限公司的繪威3D打印通用耗材為實驗材料,其耗絲直徑為1.75mm,其噴嘴直徑為0.4mm,層高度0.1mm,填充率100%,規范操作是3D打印實驗的基本要求,其過程主要包括如下八個步驟:
1)預熱,噴嘴預熱溫度210°,底板預熱溫度60°。
2)粘隔熱紙,注意隔熱紙不可重疊粘貼,根據使用經驗,本實驗粘貼3M公司的隔熱紙,避免使用粘接及隔熱效果不好的美紋紙。
3)調整工作臺與噴嘴的接觸間隙,其間隙一般小于等于0.088毫米(常見A4紙的厚度)。
4)打開STL文件,調入三維模型,注意保持原三維模型的設計尺寸,一般不要讓打印軟件自動根據工作臺大小縮放模型。
5)將三維模型放置到工作臺的表面,注意切換到俯視圖和主視圖觀察工件放置是否在工作臺范圍之內,工件的底面與工作臺是否貼合。
6)設置打印參數,表1所示為主要參數設置數據。
7)打印前加載一下噴嘴,去除里邊的殘料,即可開始切片生成打印文件,驅動3D打印機工作。
8)打印完成后,所有的實驗件均放置30分鐘,待其自然冷卻狀態穩定后,采用百分表進行機內變形翹曲接觸測量,如圖2所示。獲取表面的平面度數據如表1所示。

圖2 實驗件翹曲測量
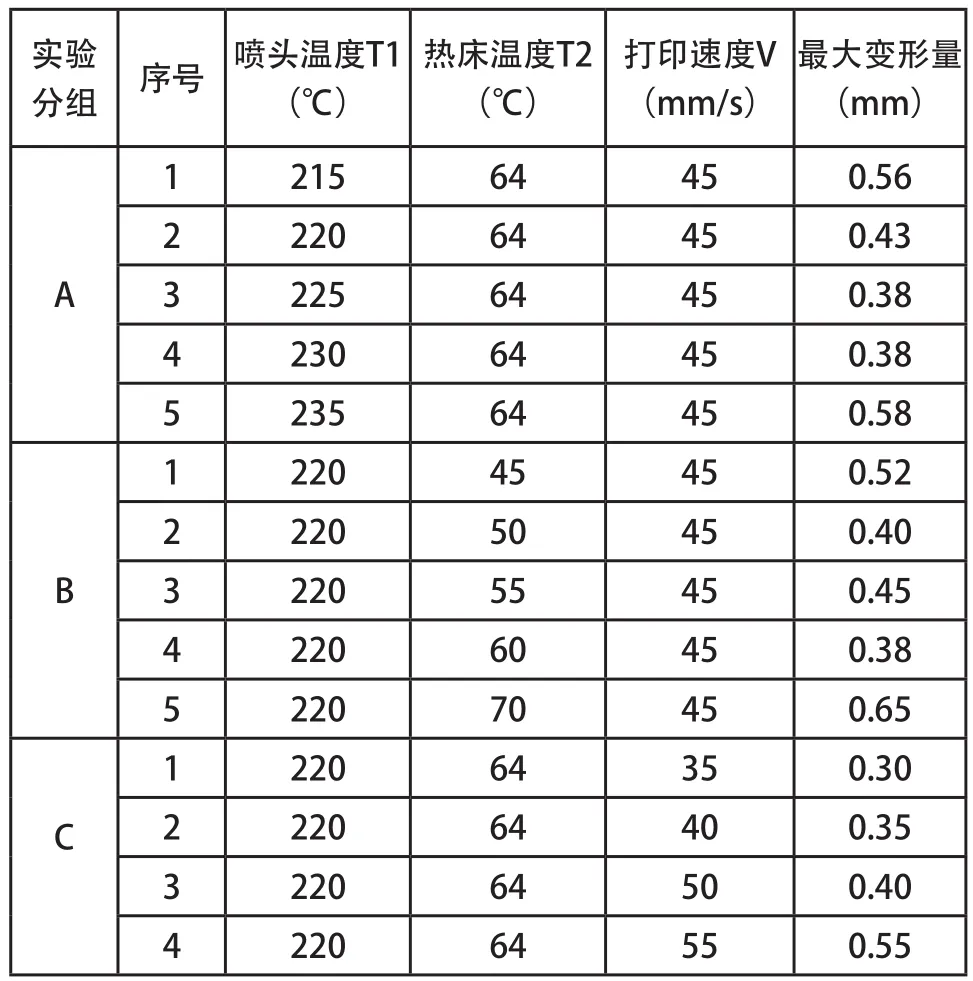
表1 打印參數分組試驗
3 實驗結果分析
表1所示為主要實驗數據及其對應的快速成型件最大變形量。對不同打印成型參數下模型的變形分析發現,熱床溫度對冷卻速度的影響最大,其次是打印速度,噴頭溫度影響相對較小,具體分析說明如下。
1)A組為噴頭溫度實驗。在改變噴頭溫度的實驗中,隨著噴頭溫度T1從215℃升至235℃,最大翹曲量先減小后增大,220℃至230℃之間成型效果最好。
2)B組為熱床溫度實驗。熱床溫度太低,較大的溫度差和較快的冷卻速度使熔融材料之間的有效粘結時間縮短,層間粘接不牢固,粘結質量下降,如表中B組序號為1的實驗件,其變形量為0.52,相對較高;但若熱床溫度過高,雖然有助于減小熱應力,但當下層溫度未冷卻到軟化點之下,即材料處于軟質狀態時就開始新一層的堆積,將會導致層間“坍塌”,如表中B組序號為5的實驗件,零件表面起皺,成型件精度下降,材料的屈服強度降低,抗拉能力減弱,冷卻后的熱變形會急劇加大甚至降低制件與熱床的粘結性,嚴重時甚至使成型件脫離與熱床的粘結,成型過程中斷,成型失敗。因此最佳熱床溫度應為60℃。
3)C組實驗為成型速度實驗。較低的成型速度有益于成型件幾何精度的提高,隨著打印速度提高,打印結束時模型整體溫度較高,底面整體應力值降低,但是冷卻后成型件的變形依然較大,如表中C組實驗件的幾何變形量基本上是隨著打印速度的提高而逐漸加大。
4 結論
翹曲變形是快速成型件的幾何量精度設計和檢測的主要因素,盡管引起變形的因素多而復雜,但通過實驗選取適宜的成型參數,包括噴頭溫度T1、熱床溫度T2和成型速度V,實驗結果表明:使成型件總翹曲變形最小的最優成型參數為:T1=220℃,T2=64℃,V=45mm/s,可以獲得成型質量良好滿足技術要求的快速成型件。
[1] 劉利剛,徐文鵬,王偉明.3D打印中幾何計算研究進展[J].計算機學報,2015,6:1243-1267.
[2] 余冬梅,方奧,張建斌.3D打印材料[J].金屬世界,2014,05:6-13.
[3] 小聶.3D打印產業化之路何去何從——訪北京太爾時代科技有限公司市場總監郭嶠[J].中國設備工程,2014,12:12-17.
[4] http://www.kunluntest.com/Tecnic_100.html.
[5] 李金華,張建李,姚芳萍,等.3D打印精度影響因素及翹曲分析[J].制造業自動化,2014,11:26.
[6] 王天明,習俊通,金燁.熔融堆積成型中的原型翹曲變形[J].機械工程學報,2006(03):233-238.
Experimental study on rapid prototyping parameters of poly lactic acid based on fused deposition modeling
FAN Cai-xia, YAN Cun-fu
TH16;TH115
A
1009-0134(2016)07-0073-03
2016-04-11
河南省科技攻關項目(142102210137)
范彩霞(1976 -),女,河南澠池人,講師,碩士研究生,研究方向為數字化制造技術。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55