石膏板高精度控溫系統的開發
2016-12-23 02:59:12楊小東趙瑜伯楊天博
制造業自動化 2016年7期
楊小東,趙瑜伯,楊天博
(1.北新集團建材股份有限公司,北京 100045;2.北京機械工業自動化研究所 自控中心,北京 100120)
石膏板高精度控溫系統的開發
楊小東1,趙瑜伯2,楊天博2
(1.北新集團建材股份有限公司,北京 100045;2.北京機械工業自動化研究所 自控中心,北京 100120)
通過對傳統石膏板控溫系統的缺點分析,闡述了石膏板高精度控溫系統開發的必要性。同時對該系統中的信號檢測,運算處理和顯示輸出這三部分進行了詳實分析。
控溫系統;信號檢測;運算處理;顯示輸出
0 引言
石膏板控溫系統是石膏板生產線的最重要工序之一,其作用是通過完全封閉的干燥機對石膏板生產線上潮濕的紙面石膏板進行烘干,最終制造出符合工藝要求的合格產品。從控制原理上講,石膏板生產線的控溫系統是對干燥機各區的循環空氣入口、出口的溫度和濕度的調節與控制-即根據設定溫度與采集溫度的偏差,通過PID控制調節閘板的開度來調節熱空氣和冷空氣的量,最終達到調節、控制干燥機各區的循環空氣入口、出口及其他某一位置的溫度和濕度的目的。傳統石膏板生產線均采用以上介紹的干燥機控溫系統,但干燥機中的濕板數量也會對熱負荷產生明顯的影響,熱源供給如不根據熱負荷的大小實時調整,就會導致干燥機溫度的波動,這會導致板材成品質量的下降,出現濕板等問題。
1 系統介紹
針對傳統干燥機控溫系統的缺點,我們研制和開發了石膏板高精度控溫系統。本系統對具體系統控制進行了如下深入研究:首創了隊首隊尾檢測判斷技術,實現了干燥機內部石膏板隊列隊首隊尾的判斷,從而獲得了濕板隊列的主要信息;首次運用計算機科學中的“隊列(Queue)”數據結構,設計獲得了石膏板序列的全部信息。該部分研究成功解決了干燥機內部濕板分布的問題,進一步提高了干燥機的控溫精度,提高了板材的質量。
2 系統難點分析
石膏板高精度控溫系統主要包括以下三部分:信號檢測、運算處理和顯示輸出。下面對這三部分進行難點分析。
1)信號檢測:利用了成熟的光電檢測和電磁感應檢測技術,將石膏板隊列的進板信號及輥子旋轉信號傳至PLC。要得到石膏板的位置信息,首先必知是否有板進入,為此在分配橋上安裝了光電開關,石膏板進入干燥機經過分配橋時,光電開關會輸出一個開關信號給PLC。因為我們關注的是整個干燥機內各區石膏板的分布情況,而不是某一張板的具體位置,所以如果把一張張依次進入干燥機的石膏板看成一個隊列,那么我們只需要知道隊列的隊首和隊尾的位置,這也就確定了這整隊石膏板的位置。
知道了是否有石膏板進入后,還需知道已進入的石膏板向前行進了多遠的距離,在干燥機主傳動輥道的鏈輪上,安裝一個接近開關,輥道每轉一圈,接近開關發出一個信號,PLC記錄下接近開關信號的個數n,再乘以輥道的周長c,就得到距離s,即s=c.n。系統的安裝示意圖如圖1所示。
2)運算處理
信號檢測部分將檢測到的信號傳送至PLC后,由PLC對采集到的信號進行處理,主要完成以下工作:隊首隊尾判斷、行進距離計算、進行移位操作和異常情況處理等。
當第一組石膏板通過分配橋時,分配橋光電開關輸出一個脈沖信號,激活進板顯示程序,系統開始工作。這時系統認為石膏板隊列的隊首到來,開始對輥道轉過的圈數n計數,并將結果存儲到計數器C5:1中。經現場測量,輥道的周長c=0.288米,那么第一組石膏板的行進距離s=c.n=0.288n。為了方便崗位操作人員快速辨別石膏板的位置,將干燥機分成75個小單元,每個單元從前往后進行編號,編為1~75號,這恰好與干燥機的門一一對應。第一組石膏板也就是隊首在行進過程中的位置即所在門序號為m=s/2=0.288n/2,每向前行進2米,門的序號就會加1。

圖1 系統安裝示意圖
隊尾的判斷:若分配橋一直有板經過,每次進板光電開關都會發出一個脈沖信號,隊列不斷加長,系統會認為隊尾沒有到來;若一控斷紙或二控放廢等原因導致分配橋不再進板,則光電開關在不進板的這段時間內一直都不會發出信號,此時系統會認為隊尾到來,正常生產時某一層兩次進板間隔時間約為110秒,那么如果兩次進板時間大于110秒,這一層的石膏板隊列就會中斷,即隊列的隊尾到來。在實際生產中,經過調試,這一時間設為120秒比較合適,間隔120秒以上不進板,系統認為隊尾到來。
隊首隊尾判斷出來后,采用移位操作來實時表示隊列的向前移動。隊列是一種特殊的線性表,隊列中沒有元素時,稱為空隊列。在隊列這種數據結構中,最先插入的元素將是最先被刪除的元素;反之最后插入的元素將最后被刪除的元素,因此隊列又稱為“先進先出”(FIFO—first in first out)的線性表。并通過PLC的移位指令實現隊列的功能,如圖2所示。
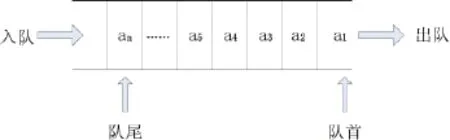
圖2 隊列結構
在程序中,用75個二進制數組成的數據隊列來表示干燥機的75個門,每個單元中用“1”表示有板,用“0”表示無板。開始進板后,系統將“1”移進數據隊列,表示1號門有板,根據測量得到的實際距離換算成門序號,石膏板每走過一個門的距離,系統就會實時地將“1”或“0”移進數據隊列,原有數據全部向前移動一位,這樣來表示石膏板隊列向前行進了一個門。具體移位過程是:用C5:1中的輥道旋轉圈數n乘以輥道周長c得到距離s,再除以2得到隊首所到的門序號m,將這個值與計數器C5:0中的移位計數緩存進行比較,前者減去后者若結果大于等于1,說明從上次移位之后石膏板又前進了一個門,執行一次移位操作,將數據隊列前移一位,同時移位計數緩存加1,等到石膏板再走過一個門時進行下一次移位操作。各個計數器的累加值達到預置值后會清零,但不會清空數據隊列,計數器的預置值是根據干燥機總長度和門個數設定的。

圖3 石膏板高精度控溫系統圖
本系統設計了異常處理程序,主要針對干燥機緊急
【】【】停止、堵板的異常情況的處理。并設計體育手動清零功能,在干燥機堵板時通過手動清零來清除數據隊列的數據,清零后干燥機重新運轉時系統可重新投入工作。
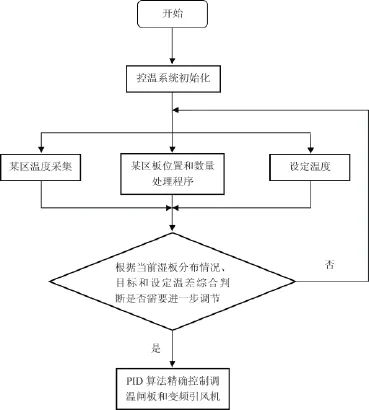
圖4 石膏板高精度控溫系統統軟件流程圖
3)顯示輸出
顯示部分的工作主要在上位機畫面上完成。利用RSviewSE組態軟件,將干燥機各區各個門的示意圖畫在畫面上,用75個小矩形代表干燥機的75個門,用不同顏色來表示有板還是無板,綠色表示有板,紅色表示無板。
該系統運用計算機科學中的“隊列”數據結構、首創的隊首隊尾檢測判斷技術,通過信號檢測、運算處理和上位顯示等環節將干燥機進板情況及內部石膏板分布情況實時顯示在上位機畫面上,便于熱力車間對干燥機進行精確的溫度控制。
3 結束語
石膏板高精度控溫系統具有“更穩定的溫控”效果以及“減少能耗、降低污染、提高產品品質”等特點,為使石膏板成為更節能、更環保的行業做出了重要的貢獻。
[1] 向才旺,建筑石膏及其制品[M].北京:中國建材工業出版社,1998:368-370.
The exploitation of high precision temperature control system for plasterboard production
YANG Xiao-dong1, ZHAO Yu-bo2, YANG Tian-bo2
TQ177
A
1009-0134(2016)07-0080-03
2015-12-06
楊小東(1976 -),男,內蒙古人,高級工程師,本科,主要從事電氣工程設計、調試及集成工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(2017年9期)2017-09-26 03:41:45