Q890D鋼焊接冷裂紋敏感性試驗研究
2016-12-23 06:11:49鋼鐵研究總院焊接研究所北京市100081
焊接 2016年11期
鋼鐵研究總院焊接研究所(北京市 100081)
肖紅軍 田志凌
安徽工業大學 材料科學與工程學院(馬鞍山市 243000)
崔 冰
?
Q890D鋼焊接冷裂紋敏感性試驗研究
鋼鐵研究總院焊接研究所(北京市 100081)
肖紅軍 田志凌
安徽工業大學 材料科學與工程學院(馬鞍山市 243000)
崔 冰
采用理論計算、最高硬度試驗及斜Y型抗裂性試驗對Q890D鋼的冷裂紋敏感性進行研究,并采用金相顯微鏡、維式硬度計對斜Y型試樣的顯微結構和顯微硬度進行了測試與分析。結果表明,理論計算和最高硬度試驗均表明該鋼具有一定的淬硬傾向,在適當的預熱條件和濕度下可避免冷裂紋產生。通過硬度試驗發現,在冷裂紋的兩側硬度值波動較大,在裂紋部位產生了較大的應力集中。
Q890D 冷裂紋 預熱溫度
0 序 言
隨著鋼材強度的提高及鋼板厚度的增大,高強鋼焊接接頭產生焊接冷裂紋的傾向增大。因此,制定正確的焊接工藝防止焊接冷裂紋的產生是高強鋼焊接技術關鍵之一[1-3]。為了減輕材料自重,節約制造成本,開發和應用更高強度的Q890D鋼顯得越來越迫切。Q890D鋼由于抗拉強度達到1 000 MPa,在實際焊接時會產生很大的拘束應力,增大材料的冷裂紋敏感性[3-6]。
文中以 Q890D鋼為研究對象,采用間接評定法和直接評定法對Q890D鋼的焊接冷裂紋敏感性進行綜合評定,間接評定法為國際上公認的碳當量(Carbon equivalent,CE)和冷裂紋敏感指數(P)的理論計算;直接評定法為熱影響區最高硬度試驗和斜Y型坡口裂紋敏感性試驗(小鐵研試驗)[7-12],以期為今后該鋼種的實際焊接工藝制定及推廣應用提供基礎性的焊接數據。
1 試驗材料與方法
1.1 試驗材料
試驗用鋼板為國產Q890D高強鋼板,為熱軋態,其化學成分及力學性能見表1~2,金相組織為回火馬氏體,如圖1所示。試板尺寸為200 mm×150 mm×30mm,長度方向為軋制方向。

表1 Q890D鋼的化學成分(質量分數,%)

表2 Q890D鋼的力學性能
1.2 試驗方法
1.2.1 間接法
碳當量是把鋼中所有的元素(包括C)對淬硬傾向、冷裂紋傾向和脆化的影響折合成碳元素的相當含量,用來進行焊接前理論分析。碳當量越高,則鋼的冷裂紋敏感性越大,焊接性越差。由于世界各個國家鋼種的合金體系和所采用的試驗方法不同,所以都建立了相適應的碳當量公式[8]。對于高強鋼來說,近年來更多采用日本伊藤等人經大量試驗后提出的數值公式[13]來表征焊接性的好壞。該公式增加了合金元素的種類,同時降低了各元素對碳當量的影響因素,能夠很好的反映鋼材的焊接性能。
1.2.2 直接法
1.2.2.1 熱影響區最高硬度試驗
焊接熱影響區最高硬度試驗是國際上通用的評定鋼材冷裂紋傾向的試驗方法,試驗按照GB/T 4675.2—84《焊接熱影響區最高硬度試驗方法》進行,將試板機械切削加工成20 mm厚,并保留一個軋制面。試件的形狀和尺寸如圖2所示。其中,B為板寬,室溫條件下B=75 mm,預熱條件下B=150 mm。
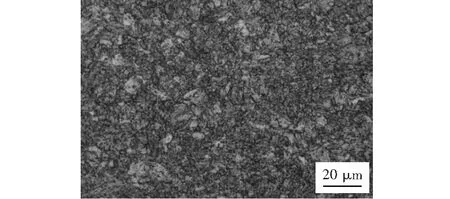
圖1 母材組織

圖2 試件的形狀及尺寸
在焊接前應利用砂輪打磨要焊接位置,去除試件表面有害于焊接的水、油、鐵銹及過厚的氧化皮,對室溫(27 ℃)、預熱120 ℃和150 ℃的最高硬度試驗焊接時所采用的電流為280 A、電壓為33 V、焊接速度為33 cm/min、保護氣為80%Ar+20%CO2、氣體流量為20 L/min。
試件在焊后靜止的空氣中自然冷卻,且不進行任何熱處理,焊后經過12 h才能取測量硬度的試樣,取后要盡快測試硬度。在室溫下,采用線切割方法垂直切割焊縫的中部,然后在此斷面上取硬度的測量試樣。硬度測量試樣的檢測面經砂紙研磨、拋光、腐蝕后進行硬度測量。測試位置如圖3所示,劃一條既切于熔合線底部切點O,又平行于試板軋制表面的直線,在此直線上每隔0.5 mm進行室溫下,載荷為10 kg的維氏硬度的測定,切點O及兩側各7個以上的點作為硬度的測定點。
1.2.2.2 斜Y型坡口裂紋敏感性試驗
斜Y型坡口焊接裂紋試驗是用于評定碳鋼和低合金鋼焊接熱影響區對冷裂紋的敏感性試驗,試驗按照GB 4675.1—84 《斜Y型坡口焊接裂紋試驗方法》規定進行。試件的形狀和尺寸如圖4所示,焊條電弧焊時焊縫的位置如圖5所示。
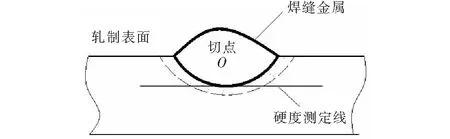
圖3 硬度的檢測位置
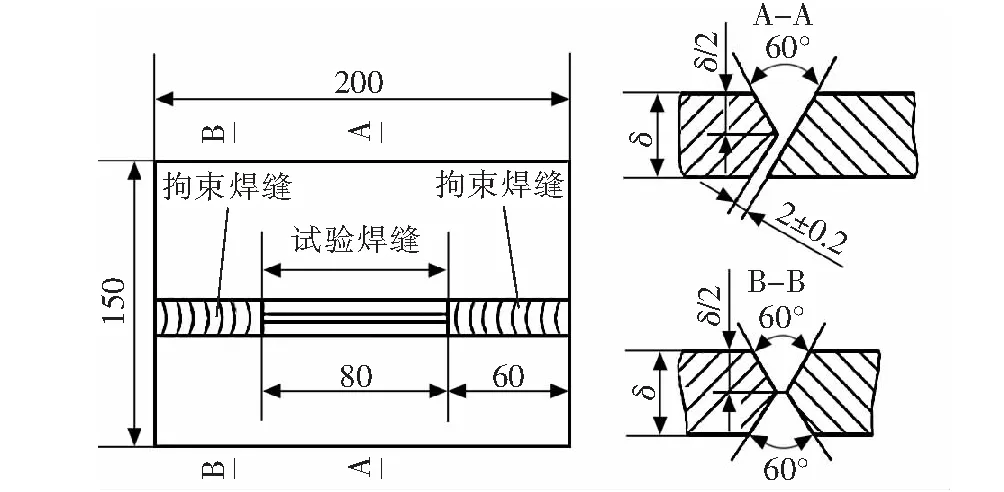
圖4 試件的形狀和尺寸

圖5 采用焊條電弧焊時試驗焊縫位置
試驗鋼板為30 mm厚Q890D鋼板,焊絲采用φ1.2 mmGHS90焊絲,焊接環境條件:溫度為27 ℃,相對濕度為86%,濕度較高。預熱溫度分別為60 ℃,80 ℃和100 ℃,在高濕度條件下考察不同預熱溫度對裂紋的影響。焊接工藝參數見表3。焊后放置48 h檢查表面裂紋、斷面裂紋和根部裂紋。
為了了解空氣濕度對Q890D鋼斜Y型試樣抗裂性試驗的影響,采用溫度為27 ℃,相對濕度分別為56%和86%的環境進行對比試驗,焊接工藝參數不發生變化。考察對比預熱60 ℃小鐵研試樣焊后放置48 h表面裂紋、斷面裂紋和根部裂紋情況。

表3 Q890D鋼斜Y型坡口焊接裂紋試驗工藝參數
2 試驗結果與分析
2.1 裂紋敏感性計算評估
日本工業標準(JIS)公式使用范圍為強度級別在500 ~1 000 MPa范圍內,調質和非調質態的低合金高強鋼。利用計算公式:
(1)
對Q890D鋼的Ceq和Pcm進行計算,Ceq為0.437,當高強鋼板的Ceq在0.4~0.6時,表明鋼材有一定的淬硬傾向,滿足標準GB/T 16270—2009《高強度結構用鋼板》 ,Ceq最大值為0.65,Pcm為0.287,而標準YB 4137—2005《低焊接裂紋敏感性高強度鋼板》 中Pcm最大值為0.25,所以該鋼的冷裂紋敏感性較高,焊接時需預熱才能防止焊接裂紋產生[14]。
2.2 焊接熱影響區最高硬度測定
通常用熱影響區的最高硬度來判斷熱影響區的性能,它可以間接預測熱影響區的韌性、脆性和抗裂性[15-16]。圖6為Q890D鋼在不同預熱溫度下最高硬度分布曲線,可以看出該鋼有明顯的淬硬區。在室溫條件下焊接時,熱影響區的最高硬度值為361 HV10,隨著預熱溫度的升高,最高硬度值逐漸降低。這是因為不預熱焊接時,熱影響區的冷卻速度增加,相變后的淬硬性增加,硬度值升高。3種不同預熱溫度下Q890D鋼的焊接熱影響區最高硬度分別為361 HV10,348 HV10和338 HV10,按國際焊接協會推薦的評定標準,低合金高強鋼焊接熱影響區允許的最高硬度值為350 HV10,如果超過此值,表面該種低合金鋼熱影響區有冷裂傾向,所以該Q890D鋼在不預熱時具有一定的冷裂傾向。隨著預熱溫度的升高,熱影響區的寬度增加,最高硬度下降,表明該鋼在適當的預熱溫度下,可進一步降低焊接冷裂紋敏感性。
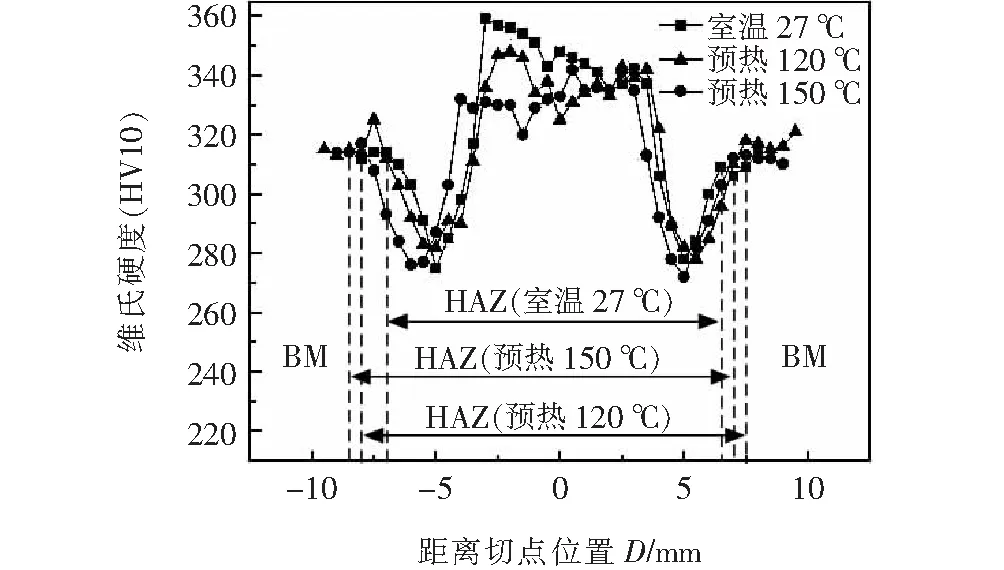
圖6 Q890D鋼最高硬度試驗硬度分布曲線
2.3 斜Y型坡口拘束焊接(小鐵研試驗)
2.3.1 預熱溫度對裂紋率的影響
焊后觀察根部裂紋率、表面裂紋率和界面裂紋率,由于小鐵研試驗接頭所承受的拘束度大,根部缺口效應明顯,條件苛刻,因此一般認為裂紋率低于20%即可用于一般焊接構件的生產[17-18]。
表4為3種預熱溫度下抗裂性試驗結果。圖7~8分別為小鐵研根部斷面、橫截面宏觀形貌圖。從圖7并結合表4可以看出,在60 ℃的預熱溫度下,斷面裂紋率、根部裂紋率及表面裂紋率均為100%。隨著預熱溫度的升高,表面裂紋率為0,而斷面裂紋從90%降低到20%,可見提高預熱溫度能夠有效地降低斷面及表面裂紋率。

表4 Q890D鋼斜Y型坡口焊接裂紋試驗結果

圖7 Q890D鋼斜Y型坡口焊接裂紋試驗根部斷面照片

圖8 Q890D鋼斜Y型坡口焊接裂紋試驗橫斷面照片
2.3.2 裂紋擴展
圖9a焊縫(Welded metal,WM)組織為細小的馬氏體與貝氏體混合組織。圖9b為起裂附近焊接熱影響區粗晶區(Coarse grain heat affected zone,CGHAZ)組織,為典型的板條馬氏體組織,經過熱循環后母材晶粒迅速長大。

圖9 焊縫根部組織及粗晶區組織
2.3.2.1 預熱60 ℃小鐵研試樣
圖10a為斜Y型試樣預熱60 ℃時裂紋宏觀照片。從圖10b~10d可以看出斷面裂紋是從熔合線處起裂,在焊縫區域擴展,最后止裂于焊縫,貫穿了整個焊縫區域,裂紋率為100%。從金相組織可以看出,未出現異常組織,在低倍光學電鏡下呈柱狀晶形態。對裂紋附近組織的硬度值進行測量,試驗結果見表5。
從表5及圖11可以看出,裂紋兩側的硬度有一定的差別,尤其是在起裂位置(熔合線),由于兩邊組織類型不同,粗晶區(Coarse grain heat affected zone,CGHAZ)為馬氏體組織,焊縫(Welded metal,WM)區域誘導裂紋的產生。而且CGHAZ的硬度值很高,淬硬程度大。而在擴展和止裂區域,由于焊接的快速加熱及冷卻過程,成分及性能會有一定的不均勻性,從宏觀力學性能上表現出硬度值波動較大,這將使得焊縫區域的內應力增大,有利于裂紋的擴展。

表5 裂紋兩側硬度 HV5
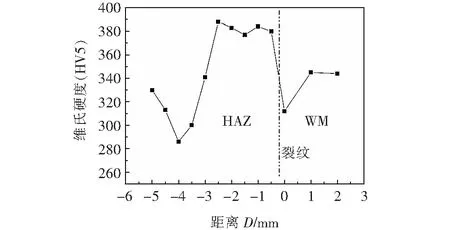
圖11 預熱60 ℃時起裂位置硬度分布曲線
2.3.2.2 預熱80 ℃小鐵研試樣
圖12a為斜Y型試樣預熱80 ℃時裂紋宏觀照片,可以看出,斷面裂紋是從熔合線處起裂,在焊縫區域擴展,最后止裂于焊縫,裂紋率為90%。
從圖12b~12c及表6可以看出,在起裂位置(熔合線),由于熔合線兩邊組織類型不同,粗晶區(Coarse grain heat affected zone,CGHAZ)為馬氏體組織,焊縫(Welded metal,WM)區域為馬氏體/貝氏體組織,會造成應力集中,并且小鐵研試樣的根部也是整個接頭應力集中部位及氫易聚集部位,易產生裂紋,由于冷卻速度較快,焊縫區域硬度值較高,如圖13所示。
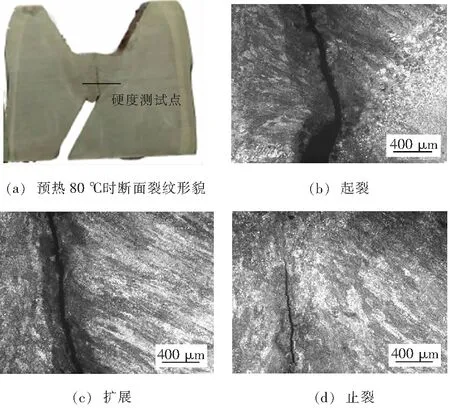
圖12 預熱80 ℃時斷面裂紋宏觀和微觀形貌

表6 裂紋兩側硬度 HV5

圖13 預熱80 ℃時起裂位置硬度分布曲線
2.3.2.3 預熱100 ℃小鐵研試樣
從圖14可以看出,預熱100 ℃時,斷面裂紋從熔合線處起裂,在焊縫區域擴展,最后止裂于焊縫。觀察金相組織,可以看出焊縫(Welded metal,WM)處組織類型為馬氏體/貝氏體組織,粗晶區(Coarse grain heat affected zone,CGHAZ)組織為馬氏體組織,與預熱60 ℃時組織基本相同。但是預熱100 ℃時的斷面裂紋率僅為20%,可以看出,提高預熱溫度可以有效的降低斷面裂紋率。

圖14 預熱100 ℃時斷面裂紋宏觀和微觀形貌
對裂紋兩側及起裂處進行硬度測試,試驗結果見表7及圖15。從表7及圖15可以看出,相比于預熱60 ℃、預熱100 ℃時裂紋兩側的組織硬度差別較小,內應力減小,不利于裂紋的生成及擴展。這是因為提高了預熱溫度,焊縫的冷卻速度減慢,組織更加均勻。而在起裂位置(熔合線),由于兩邊組織類型不同,CGHAZ為馬氏體組織,WM區域為馬氏體/貝氏體組織,使得硬度值差別大,這會造成較大的應力集中,誘導裂紋的產生。
2.3.3 不同濕度下預熱60 ℃小鐵研試樣
為了了解空氣濕度對Q890D鋼斜Y型試樣抗裂性試驗的影響,采用相對濕度為56%和86%的環境進行對比試驗,焊接工藝參數不發生變化。在預熱為60 ℃時靜置48 h后,斷面裂紋率、表面裂紋率和根部裂紋率均為0,如圖16所示。而在濕度86%的環境條件下,小鐵研的斷面裂紋率、表面裂紋率和根部裂紋率均為100%。濕度降低后,會導致焊縫中的擴散氫含量降低,從而降低了焊縫冷裂紋傾向。
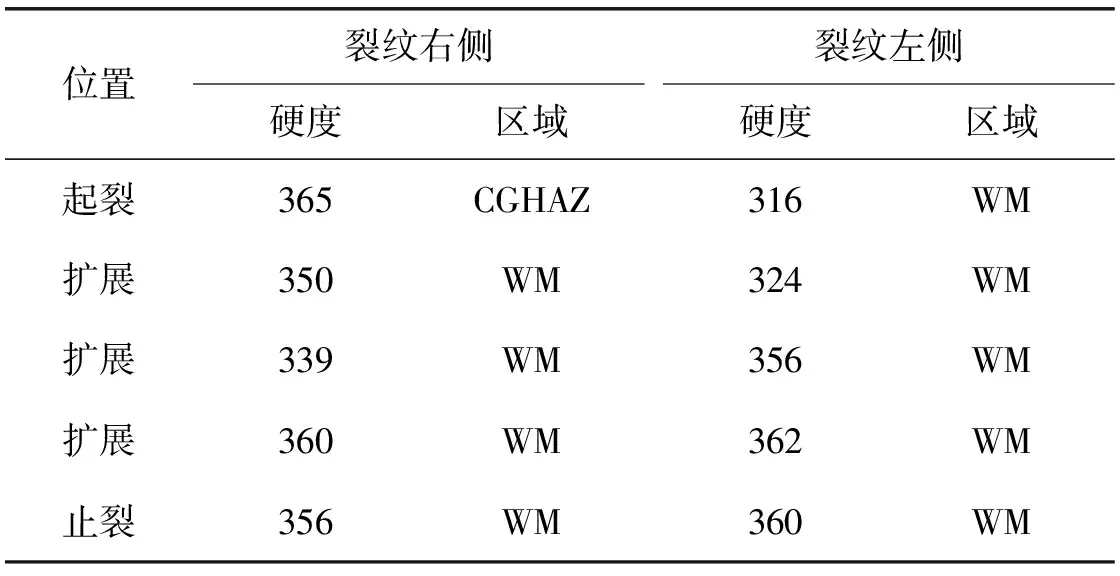
表7 裂紋兩側硬度 HV5

圖15 預熱100 ℃時起裂位置硬度分布曲線

圖16 Q890D鋼斜Y型坡口焊接裂紋試驗橫斷面照片
3 結 論
(1)30 mm厚的Q890D鋼板Ceq在0.4%~0.6%之間,Pcm為0.287表明鋼板有一定的淬硬傾向,焊接時需預熱才能防止焊接裂紋的產生。隨著預熱溫度的升高,熱影響區最高硬度降低,
(2)由于焊絲與母材的成分不同,經過焊接熱循環后,焊縫與粗晶區的組織有較大差別,使得硬度值差異較大,在粗晶區與焊縫之間造成應力集中,加速裂紋的擴展。
(3)通過試驗發現了環境濕度對Q890D鋼的冷裂紋敏感性有很大影響。環境濕度在56%時,斷面裂紋率、表面裂紋率和根部裂紋率均為0,說明低溫預熱可防止裂紋。當環境濕度過高時,需提高預熱溫度,以減少氫帶來的不利影響。
[1] 楚覺非,方 松,鄧想濤,等.工程機械用高強度結構鋼研究進展[J].江西冶金,2013,33(3):4-7.
[2] 張起亮. 20MnMo鋼的焊接冷裂紋敏感性研究[J].安陽工學院學報,2013,4(12):18-19.
[3] 周昭偉,譚長瑛. 國內外焊接冷裂紋的研究現狀[J].焊接,1982(5):1-4.
[4] 楊建國,黃魯永,張 勇.30CrMnSi 鋼 TIG 焊冷裂紋形成機制[J].焊接學報,2011,32(12):13-16.
[5] 彭杏娜,魏金山,于德潤,等.液壓支架用 1 000 MPa 級高強鋼焊接性試驗研究[J]. 煤礦機械,2012,33(4):66-68.
[6] 陳 瑋.Q890D低碳調質高強鋼的焊接性能研究[D].北京:北京工業大學碩士學位論文,2014.
[7] 李亞江,王 娟,劉 鵬.低合金鋼焊接及工程應用[M]. 北京: 化學工業出版社,2003.
[8] 吳 偉,魏 雷,張安義,等.Q690D高強鋼板冷裂紋敏感性試驗[J].焊接,2015(8):46-48.
[9] 孫俊峰,王 金,鄒慶彬.壓水堆核電項目用S.A517Gr.B鋼板焊接接頭抗冷裂性能研究[J].焊接,2012(12):61-64.
[10] 徐玉君,秦 建,梁小梅,等.斜Y形坡口焊接裂紋試驗方法衍化及工程應用[J].焊接,2014(2):27-31.
[11] 白世武,李午申,嚴春妍 ,等. 9%Ni鋼斜Y形坡口裂紋試驗的數值模擬[J].焊接學報,2009,30(12):93-96.
[12] 李萌盛,謝 霞,王麗芳,等.斜Y型坡口焊接裂紋試驗的數值模擬[J].壓力容器,2003:20(11):18-20,54.
[13] 吳世初.金屬可焊性試驗[M].上海:上海科學技術出版社,1983.
[14] 張文鉞.焊接冶金學[M].北京:機械工業出版社,2004.
[15] 張文鉞,楊清峽,徐玉環.焊接HAZ硬化銀子的研究[J].焊接學報,1991,12(4):195-200.
[16] Cortell C L. Hardness equivalent may lead to a more critical measure of weldability[J]. Metal Construction,1984,16(12):740-744.
[17] 周振豐.焊接冶金學(金屬焊接性)[M].北京:機械工業出版社,1995.
[18] 孫俊生,田志凌,欒守成,等.JG590 鋼的焊接冷裂紋敏感性[J].鋼鐵研究學報,2006,18(12): 38-42.
2016-07-14
TG406
肖紅軍,1976 年出生,博士研究生。主要研究方向為焊接材料與工藝,已發表論文2篇。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24