CO2氣體保護焊短路過渡熔滴尺寸的研究
2016-12-23 06:11:50太原科技大學材料科學與工程學院030024
焊接 2016年11期
太原科技大學 材料科學與工程學院(030024)
齊志龍 李 科 孫佳男 吳志生
?
CO2氣體保護焊短路過渡熔滴尺寸的研究
太原科技大學 材料科學與工程學院(030024)
齊志龍 李 科 孫佳男 吳志生
利用高速攝影系統拍攝了CO2氣體保護焊熔滴過渡過程,借助高速攝影圖像,通過橢球-球轉換法精確測量了短路時的熔滴尺寸,分析了焊接電流、電弧電壓、焊絲伸出長度和焊接速度對熔滴尺寸的影響。結果表明,熔滴尺寸與焊接電流成反比,與電弧電壓成正比,隨著焊絲伸出長度的增加,熔滴尺寸先減小后增大,在可焊的范圍內,焊接速度幾乎不影響熔滴尺寸。研究結果可為精確控制熔滴尺寸、提高焊接質量提供參考。
CO2氣體保護焊 短路過渡 熔滴尺寸 高速攝影
0 序 言
CO2氣體保護焊的短路過渡具有低成本、低熱輸入、高效率的特點,在低碳鋼和低合金鋼結構件的薄板和中厚板焊接中得到了廣泛的應用[1]。但短路過渡時的飛濺率大,焊縫成形質量較差,導致焊接材料及能量利用率降低。如何在較高的熔敷速度下解決短路過渡焊接時的飛濺問題一直是困擾工業界的難題和焊接學術領域的研究熱點[2],而分析短路過渡熔滴尺寸的影響因素及其變化規律對有效控制熔滴尺寸及改善焊接工藝性能具有重要意義。
早期對于熔滴尺寸的測量主要采用熔滴收集法,包括水冷收集法和干法收集[3],由于收集到的熔滴并不是沿著電弧區域落入熔池,而是脫離電弧區和氣體保護區后滴落在水中或其它保溫材料中,冷卻時會發生體積膨脹,與實際焊接時的熔滴尺寸有較大差異。近年來出現了借助高速攝影技術測量熔滴尺寸的研究[4],在采集到的熔滴陰影圖像中,以焊絲直徑為參考源,測量熔滴橫向最大值作為熔滴尺寸[5]。這種測量方法對形狀接近球狀的熔滴比較準確,但對形狀拉長的熔滴,測量結果顯然會有較大偏差。
文中搭建了高速攝影系統,拍攝了不同工藝參數下CO2氣體保護焊的熔滴過渡過程,獲取了清晰的短路過渡熔滴圖像,經橢球-球轉換后測算出了短路時的熔滴尺寸,經分析得到了熔滴尺寸與焊接工藝參數之間的關系。
1 試驗材料與方法
1.1 試驗材料
試驗選用直徑為φ1.2 mm的氣體保護焊焊絲H08Mn2SiA,在厚度為6 mm的Q235鋼板上進行堆焊,焊絲及試板的化學成分見表1。焊接電源為YD-350GR,直流反接,氣體采用100%CO2,氣體流量設為15 L/min。考慮到焊接時焊接電流、電弧電壓、焊絲伸出長度和焊接速度均有可能對短路過程產生影響,因此在試驗中對4個參數分別控制以得到各參數對熔滴尺寸的影響規律。具體焊接工藝參數見表2。

表1 試板與焊絲的化學成分(質量分數,%)
1.2 圖像采集系統
高速攝影光路系統如圖1所示。采用波長為650 nm的激光器作為背景光源,光束直徑為5 mm,光束經兩片凸透鏡后擴束為直徑15 mm的平行光束,經焊絲和熔滴遮擋后的剩余光線再經衰減片和濾光片后進入高速攝影機鏡頭,電弧兩側放置防濺玻璃以保護光學鏡片。由此,焊絲和熔滴的陰影圖像被拍攝下來,高速攝影機的拍攝速率設為5 000 幀/秒。
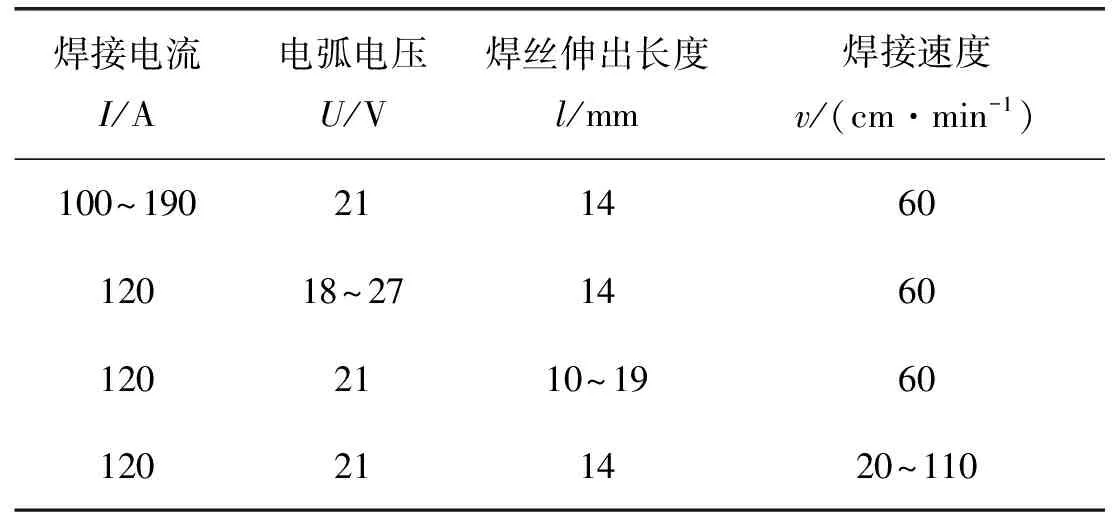
表2 焊接工藝參數

圖1 熔滴過渡高速攝影光路系統
1.3 熔滴尺寸的測量
1.3.1 熔滴的選取
圖2為一個完整的短路過渡周期圖像。隨著電阻熱和電弧熱的不斷輸入,焊絲端部金屬逐漸熔化成為液態,熔滴在表面張力和重力等力的共同作用下不斷長大(圖2a~2d),大到一定程度后就會與熔池接觸發生短路(圖2e),此時電弧熄滅,液態熔滴隨著短路液橋逐漸過渡到熔池中(圖2f~2i),過渡末期液橋爆斷,電弧重新燃燒(圖2j)。在整個過渡周期中,與熔池接觸發生短路時的熔滴尺寸和形狀無疑是最為重要的,它承上反映了燃弧階段焊絲熔化及形成熔滴的大小,啟下又是實現正常短路過渡至關重要的條件,因此,選定與熔池剛剛接觸時的熔滴作為待測熔滴(圖2e)。
1.3.2 熔滴直徑的測量
由于此時的熔滴在各種力的作用下形狀并不是標準的球體,而是近似橢球體,以焊絲直徑d=1.2 mm作為標定,測量出橢球體熔滴的長軸h和短軸w,再將其換算成體積相同的球體,用球體的直徑D作為此時熔滴的直徑,如圖3所示。

圖2 完整的短路過渡周期圖像
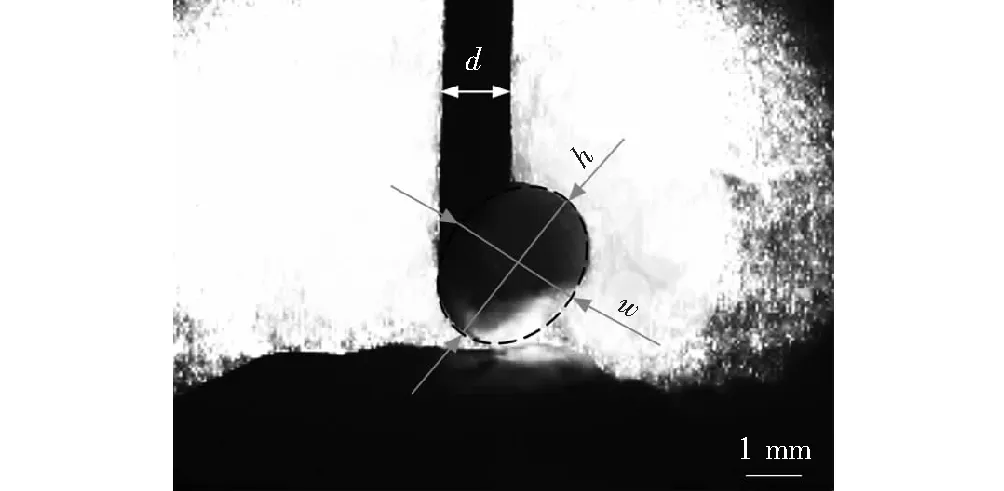
圖3 熔滴尺寸測量
將熔滴視為繞長軸旋轉得到的旋轉橢球體,其長半軸為a,短半軸為b,則旋轉橢球體體積為:
(1)
半徑為R的球體體積為:
(2)
將橢球體轉換為相同體積的球體,球體半徑為:
(3)
球體直徑為:
(4)
2 試驗結果及分析
2.1 熔滴尺寸與焊接電流的關系
當預設電弧電壓為21 V、焊接速度為60 cm/min、焊絲伸出長度為14 mm時,改變焊接電流所對應的熔滴尺寸如圖4所示。從圖4可以看出,熔滴尺寸隨焊接電流的增大而逐漸減小。首先,隨著焊接電流的增大,焊絲由導電嘴伸出部分的電阻熱隨之而增大,焊絲的熔化速度也相應提高。其次,根據靜力平衡理論,熔滴所受的電磁力與電流成正比[6],在熔滴與固體焊絲相連部分收縮時,電磁力表現為促使熔滴盡快脫離焊絲的分離力,所以,隨著焊接電流的增大,電磁收縮力增強。在弧長一定的情況下,大電流會促使熔滴及早拉長并與熔池接觸發生短路,故熔滴尺寸減小。

圖4 熔滴尺寸隨焊接電流的變化
2.2 熔滴尺寸與電弧電壓的關系
圖5為熔滴尺寸隨電弧電壓的變化曲線。此時,焊接電流預設為120 A,焊接速度為60 cm/min,焊絲伸出長度為14 mm。曲線顯示,熔滴尺寸隨著電弧電壓的增大而增大。當焊絲伸出長度及焊接電流一定時,焊絲及工件上的壓降不變(由于線纜壓降所占比重較小,忽略不計),電弧電壓與弧長成正比。首先,電弧電壓增大會導致弧長拉長,允許熔滴長大的空間更大。其次,熔滴所受的電弧力中主要包括電子對陽極斑點的沖擊力,隨著電弧電壓的增加,電弧中的電場強度增強,電子被加速獲得的動能增大,撞擊在陽極斑點上的力越大;過大時還會導致熔滴上翹并繞焊絲端部旋轉,這種向上的電弧力阻礙熔滴盡快與熔池接觸,延長了熔滴長大時間。故電弧電壓越大,熔滴尺寸越大。
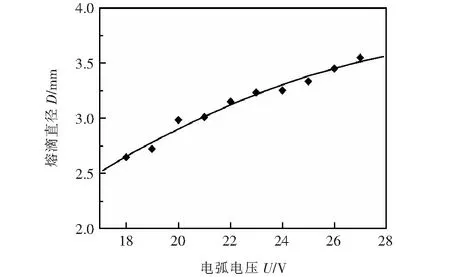
圖5 熔滴尺寸隨電弧電壓的變化
2.3 熔滴尺寸與焊絲伸出長度的關系
預設焊接電流為120 A、電弧電壓為21 V、焊接速度為60 cm/min時,改變焊絲伸出長度導致的熔滴尺寸變化如圖6所示。圖中顯示,隨著焊絲伸出長度的增加,熔滴尺寸先減小后增大。在焊接電流不變的情況下,隨著焊絲伸出長度增大,焊絲伸出部分的電阻熱增大,有利于提高焊絲熔化速度。同時,伸出焊絲上的壓降增大,電弧電壓減小,阻礙熔滴分離的電弧力減弱,熔滴尺寸變小。當伸出長度達到一定值后,過多的電阻熱導致焊絲過熱,降低了焊絲的熔化速度,使得熔滴尺寸增大[7]。

圖6 熔滴尺寸隨焊絲伸出長度的變化
2.4 熔滴尺寸與焊接速度的關系
圖7為焊接速度對熔滴尺寸的影響,預設焊接電流為120 A,電弧電壓為21 V,焊絲伸出長度為14 mm。在其它參數及焊絲伸出長度確定的情況下,焊接速度對于焊縫成形和焊縫質量有很大的影響,但從圖7可以看到,熔滴尺寸基本不受焊接速度的影響。
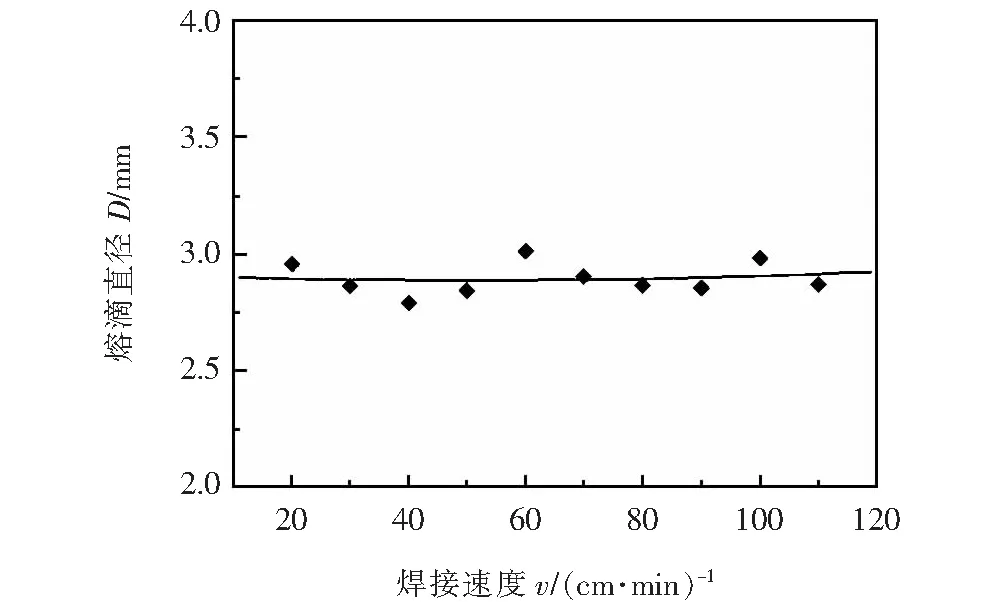
圖7 熔滴尺寸隨焊接速度的變化
這是因為在允許的焊接速度范圍內,焊絲與工件在水平方向的相對移動速度并不會影響作用在熔滴豎直方向上的作用力大小,故焊接速度對熔滴尺寸影響不大。當然,如果焊接速度過快時,會影響熔滴與熔池的接觸時間,使得熔滴受到表面張力的拖拽,導致熔滴不能正常完成過渡,這就可能會對過渡熔滴的形狀及尺寸產生影響。
3 結 論
(1)搭建了高速攝影系統,拍攝了清晰的CO2氣體保護焊短路過渡圖像,提出橢球-球轉換法并用該方法精確測量了短路時的熔滴尺寸。
(2)在CO2氣體保護焊短路過渡中,熔滴尺寸與焊接電流成反比,與電弧電壓成正比,隨著焊絲伸出長度的增加,熔滴尺寸先減小后增大,在可焊的范圍內,焊接速度基本不影響熔滴尺寸。
[1] 向遠鵬,曹 彪. 熔滴短路過渡頻率對CO2焊接過程穩定性的影響[J]. 焊接,2010(12):33-37.
[2] 胡連海,李 桓,郭 勝,等. CO2焊短路過渡過程的同步多信息分析及試驗[J]. 焊接,2004(8):17-20.
[3] 王 寶. 焊接電弧物理與焊條工藝性設計[M].北京:機械工業出版社,1998.
[4] 李 科,齊志龍,吳志生,等. MIG焊熔滴過渡與電弧形態的觀察與分析[J]. 焊接,2016(1):19-22.
[5] 朱志明,吳文楷,陳強. 基于高速CCD攝像的短路過渡焊接熔滴檢測與分析[J].焊接學報,2006,27(3):29-33.
[6] Kim Y S,Eagar T W. Analysis of metal transfer in gas metal arc welding[J]. Welding Journal,1993,72(6):269-278.
[7] 安藤弘平,長谷川光雄.施雨湘,譯.焊接電弧現象[M].北京:機械工業出版社,1985.
2016-03-02
大學生創新創業訓練計劃資助項目(G2015266)
TG403
齊志龍,1993年出生,大學本科。主要研究方向為焊接技術與工程。