激光填絲熔焊技術(shù)在白車身制造中的應(yīng)用
2016-12-23 06:09:15北京奔馳汽車有限公司100176
焊接 2016年11期
北京奔馳汽車有限公司(100176)
薄春雨
?
激光填絲熔焊技術(shù)在白車身制造中的應(yīng)用
北京奔馳汽車有限公司(100176)
薄春雨
介紹了基于碟片片式固體激光器和自適應(yīng)式激光聚焦系統(tǒng)開發(fā)的激光填絲熔焊系統(tǒng)組成、工藝過程特點(diǎn)及質(zhì)量監(jiān)控方案,分析了過程/產(chǎn)品質(zhì)量問題的原因和對策。結(jié)果表明,通過優(yōu)化送絲機(jī)構(gòu)、夾具、零件、機(jī)器人軌跡及線纜捆綁方案,可解決粘絲問題。通過優(yōu)化光斑尺寸、透光隔板形式、維保方案,可控制焊接飛濺。通過對激光光束、送絲機(jī)構(gòu)、夾緊機(jī)構(gòu)、板材間隙等過程變量進(jìn)行不同組合的優(yōu)化及制定系統(tǒng)的維保方案,可有效解決焊縫背部凹陷、焊縫氣孔/孔洞、焊縫偏移、焊縫熔深不足等問題。
激光填絲熔焊 碟片式固體激光器 自適應(yīng)式激光聚焦系統(tǒng) 過程/產(chǎn)品質(zhì)量問題解決方案
0 序 言
激光焊是以聚焦的激光束作為能源轟擊工件所產(chǎn)生熱量進(jìn)行焊接的一種高效精密的焊接方法,具有能量密度高、變形小、熱影響區(qū)窄、焊接速度高、易實現(xiàn)自動控制、無后續(xù)加工等優(yōu)點(diǎn),近年來廣泛應(yīng)用于白車身制造領(lǐng)域[1-4]。在奔馳車身制造工藝中,基于TRUMPF Trudisk 碟片式激光器、SCANSONIC ALO3自適應(yīng)式激光聚焦系統(tǒng)開發(fā)的激光填絲熔焊技術(shù),結(jié)合了激光焊技術(shù)和填絲熔焊技術(shù)的技術(shù)優(yōu)勢,展示出效率高、強(qiáng)度高和焊縫成形美觀等特點(diǎn),在車身前縱梁區(qū)域得到了應(yīng)用。
文中主要對激光填絲熔焊技術(shù)的系統(tǒng)組成、工藝過程特點(diǎn)及質(zhì)量監(jiān)控方案進(jìn)行了介紹,并針對制造過程中出現(xiàn)的各類過程和產(chǎn)品質(zhì)量問題,分析了問題產(chǎn)生的原因,提出了針對性的解決方案。
1 激光填絲熔焊技術(shù)
1.1 激光填絲熔焊系統(tǒng)組成
激光填絲熔焊系統(tǒng)主要由激光源、激光聚焦系統(tǒng)、冷卻系統(tǒng)、激光房、機(jī)器人、PLC、送絲系統(tǒng)、激光焊質(zhì)量監(jiān)控系統(tǒng)、激光功率檢測系統(tǒng)和壓縮空氣單元組成。圖1為激光填絲熔焊系統(tǒng)工作原理示意圖。碟片式固體激光器和自適應(yīng)式激光聚焦系統(tǒng)是該系統(tǒng)的兩大亮點(diǎn)。

圖1 激光填絲熔焊工作原理示意圖
與其它類型激光器相比較,碟片式固體激光器的優(yōu)勢主要包括:①光電轉(zhuǎn)換率高,可達(dá)30%,與老式的燈棒式激光器相比,高了近10倍;②光束質(zhì)量高,其光束參數(shù)積[5](光束質(zhì)量評價因子,等于激光束束腰半徑與發(fā)散半角的乘積,數(shù)值越小,光束質(zhì)量越高)可達(dá)4 mm·mrad,優(yōu)于燈棒式或半導(dǎo)體激光器的光束參數(shù)積(>24 mm·mrad);③ 維修成本低,無論光學(xué)系統(tǒng)還是電器系統(tǒng)都可以更換單個備件,而光纖及半導(dǎo)體激光器一旦損壞,只能整體更換光源;④使用光纖引導(dǎo)輸出,實現(xiàn)柔性加工和自動化生產(chǎn);⑤閉環(huán)功率控制,輸出能量波動在1%以內(nèi)。
SCANSONIC ALO3自適應(yīng)式激光聚焦系統(tǒng)的自適應(yīng)功能:焊接過程中,如待焊板件Z向存在尺寸波動,傳感器臂將相關(guān)信息通過控制模塊傳遞至自適應(yīng)聚焦模塊,自適應(yīng)聚焦模塊將參照傳感器臂的移動方向重新調(diào)整聚焦點(diǎn),實現(xiàn)聚焦點(diǎn)始終在施焊表面的目的。送絲系統(tǒng)與激光聚焦系統(tǒng)相對定位固定,以確保送絲位置和角度始終與激光束焦點(diǎn)重合。
1.2 激光填絲熔焊工藝特點(diǎn)及應(yīng)用
激光填絲熔焊的工藝特點(diǎn)[4]主要為:利用焊絲的填充作用,彌補(bǔ)高溫焊接時材料的燒損,并避免激光能量的損失,從而獲得更高的焊縫強(qiáng)度。在焊接過程中,鍍銅碳鋼焊絲與母材同時熔化后達(dá)到原子間結(jié)合,成為保證焊縫強(qiáng)度的又一條件。在奔馳白車身制造中,激光填絲熔焊主要應(yīng)用于車身前縱梁區(qū)域搭接,如圖2所示,標(biāo)識區(qū)域為激光填絲熔焊焊縫。

圖2 車身前縱梁區(qū)域激光填絲熔焊焊縫(標(biāo)識區(qū)域)
1.3 激光填絲熔焊質(zhì)量監(jiān)控系統(tǒng)
在自動化填絲熔焊應(yīng)用過程中,分別應(yīng)用“焊接眼”在線過程監(jiān)控系統(tǒng)和E.H.R.焊縫質(zhì)量監(jiān)控系統(tǒng)對焊接質(zhì)量進(jìn)行實時在線監(jiān)控。其中,“焊接眼”在線過程監(jiān)控系統(tǒng)集成在激光聚焦系統(tǒng)上,用于自動監(jiān)控激光填絲熔焊焊接過程。在焊接過程中,該系統(tǒng)以高分辨率拍攝焊縫表面形貌和激光束周圍焊接區(qū)域,每秒鐘可記錄300幅照片。將采集到的照片連續(xù)放映,形成實際焊縫形貌,并與預(yù)置的參考焊縫形貌作對比,實時檢測質(zhì)量缺陷。該系統(tǒng)可在焊接前測量焊縫間隙寬度,自動在線檢查焊縫-焊絲的位置。圖3為E.H.R系統(tǒng)檢測原理示意圖。E.H.R.焊縫質(zhì)量監(jiān)控系統(tǒng)主要用于在線焊后質(zhì)量檢測。焊接完成后,對焊段質(zhì)量進(jìn)行檢測,主要利用查收光的傳輸來檢測激光焊段是否有穿透型孔洞,以防止這些部位漏水。

圖3 E.H.R.系統(tǒng)工作原理示意圖
2 填絲熔焊質(zhì)量問題解決方案
在激光填絲熔焊焊接過程中,相關(guān)的質(zhì)量問題主要包括過程質(zhì)量問題和產(chǎn)品質(zhì)量問題兩方面。
2.1 過程質(zhì)量問題
2.1.1 粘絲問題
粘絲指生產(chǎn)過程中焊絲偏離預(yù)設(shè)軌跡焊接到板件非預(yù)設(shè)焊縫位置或夾具上的情況。粘絲問題的產(chǎn)生原因和對應(yīng)解決方案主要有以下幾種:
(1)送絲問題。送絲機(jī)構(gòu)出現(xiàn)因送絲管接頭損壞等問題造成送絲控制與機(jī)器人移動不同步,焊絲偏離預(yù)設(shè)軌跡,形成粘絲。圖4為生產(chǎn)過程中出現(xiàn)粘絲缺陷。“焊接眼”監(jiān)控表明,在焊接過程中送絲速度不恒定,呈逐漸下降趨勢,激光功率停止時送絲速度依然存在。進(jìn)一步檢查送絲系統(tǒng),發(fā)現(xiàn)送絲管接頭折斷,導(dǎo)致特定位置處送絲管折彎角度過大造成窩絲,在機(jī)器人駛離焊縫時送絲無法及時停止,過多的送絲偏離到上板與夾具處,引發(fā)粘絲問題。更換送絲管后,此問題得到解決。

圖4 送絲管接頭損壞導(dǎo)致粘絲問題
(2)零件變形導(dǎo)致零件未正確定位到夾具中,焊接位置在零件上發(fā)生偏移,焊接到單板或夾具上。對造成零件變形的積放式輸送板進(jìn)行優(yōu)化,解決了此問題。
(3)送絲機(jī)構(gòu)旋轉(zhuǎn)軸力平衡被破壞。送絲機(jī)構(gòu)旋轉(zhuǎn)軸力平衡,是用于追蹤焊絲Y向(垂直于焊縫方向)定位的力。設(shè)備日常維護(hù)時,如氣管捆綁過緊,導(dǎo)致在特定位置給旋轉(zhuǎn)軸一個很大的側(cè)向力,破壞送絲機(jī)構(gòu)旋轉(zhuǎn)軸力平衡,也將出現(xiàn)焊絲偏出而焊接到夾具上的情況。為避免此類情況,在調(diào)試機(jī)器人軌跡時,需要對完整的激光聚焦系統(tǒng)運(yùn)行軌跡進(jìn)行試驗,確保在完整焊接過程中線纜和氣管無過度張緊的狀態(tài),保證送絲機(jī)構(gòu)旋轉(zhuǎn)軸力平衡處于正常狀態(tài)。
2.1.2 焊接飛濺問題
生產(chǎn)線投產(chǎn)初期,焊接飛濺較多,造成焊接質(zhì)量缺陷和激光聚焦系統(tǒng)二級保護(hù)鏡片消耗量過大的問題。焊接飛濺問題的解決方案如下:
(1)優(yōu)化光斑尺寸。試驗表明,當(dāng)光斑直徑減小到1.5 mm,鍍鋅層燒損量變小,飛濺減少。同時,激光功率密度增加,焊縫熔深增大,焊接質(zhì)量得到提升。
(2)改進(jìn)透光隔板。原透光隔板中光圈形狀如圖5a所示,光圈尺寸較大,對下方飛濺阻擋能力弱。通過計算得到保證激光以及導(dǎo)航光通過隔光板的最小透光孔直徑為18 mm,據(jù)此制作了新的隔光板,如圖5b所示。在保證透光能力的基礎(chǔ)上,減小光圈尺寸,增強(qiáng)對飛濺的阻擋作用。
(3)優(yōu)化設(shè)備維護(hù)方案。定期清理維護(hù)通風(fēng)設(shè)備,改善激光房內(nèi)煙塵大的問題。定期更換送絲內(nèi)襯管, 每天清潔氣刀和絲嘴,除去浮塵和焊渣;每天檢查、清潔、保養(yǎng)激光聚焦系統(tǒng),并在無法穩(wěn)定工作時更換。

圖5 通過改變透光隔板降低飛濺
2.2 產(chǎn)品質(zhì)量問題
2.2.1 焊縫背部凹陷
焊縫背部凹陷[6-7](圖6)的潛在原因和對策如下:
(1)激光功率過高,導(dǎo)致焊接熱輸入量過大,焊縫背部過燒而產(chǎn)生凹陷。解決方案為通過試驗確定最優(yōu)激光功率。
(2)焊絲與光斑位置偏差,導(dǎo)致焊絲偏出,預(yù)設(shè)焊縫位置因焊絲填充不足造成焊縫背部過燒,產(chǎn)生凹陷。解決方案為重新調(diào)試光斑軌跡或焊絲尖端軌跡,確保焊絲與光斑位置始終保持重合。
(3)板材間隙過大,焊絲熔化優(yōu)先填充到板材間隙,造成對應(yīng)位置焊絲填充不足,產(chǎn)生凹陷。解決方案為通過板材單件尺寸優(yōu)化降低板材間隙,或通過增加送絲量加大熔敷金屬厚度以吸收能量,減少母材熔化。

圖6 焊縫背部凹陷
2.2.2 焊縫氣孔、表面孔洞
焊縫氣孔[8-9]、表面孔洞(圖7)的潛在原因和對策主要有:
(1)氣孔。板材間隙過小(<0.15 mm),導(dǎo)致板材表面蒸發(fā)的鋅蒸氣無法排出形成氣孔。解決方案為減少夾具夾緊力,增加夾具夾緊間隙,調(diào)整上、下板材間隙至最佳(0.15~0.20 mm),為鋅蒸氣的排出創(chuàng)造條件。
(2)表面孔洞。焊絲與光斑位置偏差,焊絲偏出位置過度燒損,造成焊縫孔洞。解決方案是調(diào)整焊絲與光斑位置對中度。另外,激光功率密度過高,導(dǎo)致焊縫過度燒損形成孔洞,解決方案是優(yōu)化激光功率密度。
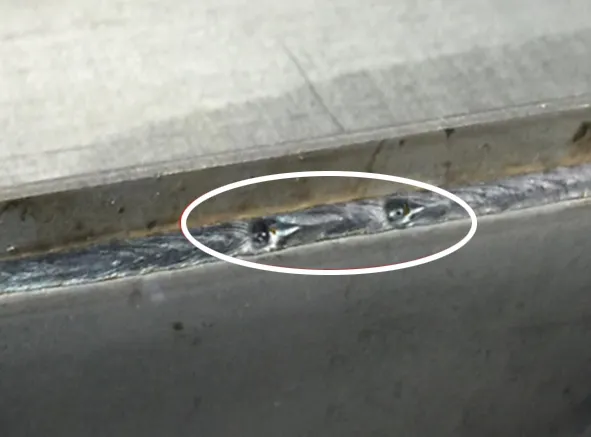
圖7 焊縫氣孔
2.2.3 焊縫偏移
焊縫偏移缺陷(圖8)的潛在原因和對策主要有:
(1)焊絲與光斑位置發(fā)生偏差,焊絲偏向上板或下板方向,導(dǎo)致焊縫在單板上成形,造成焊縫偏移缺陷。解決方案為優(yōu)化送絲軌跡。
(2)送絲機(jī)構(gòu)旋轉(zhuǎn)軸力平衡被破壞,導(dǎo)致旋轉(zhuǎn)軸發(fā)生角度偏差,光斑和送絲位置同步發(fā)生偏差。解決方案為優(yōu)化線纜布線,避免機(jī)器人運(yùn)行時因線纜張緊破壞送絲機(jī)構(gòu)旋轉(zhuǎn)軸力平衡。
(3)光斑過小,功率密度過高,光斑僅能對中到單板而形成焊縫偏移。解決方案為優(yōu)化光斑尺寸。

圖8 焊縫偏移
2.2.4 焊縫熔深不足
焊縫熔深不足的潛在原因和對策主要有:
(1)外觀可見的焊縫表面凹陷、氣孔、焊縫偏移都會造成焊縫熔深不足。解決方案為參照上述方案對相關(guān)缺陷進(jìn)行改進(jìn)。
(2)光斑尺寸過大或激光聚焦系統(tǒng)保護(hù)鏡片污染、開裂,致使激光功率密度不足,造成焊縫熔深過淺。解決方案為優(yōu)化光斑尺寸或清潔、更換激光聚焦系統(tǒng)保護(hù)鏡片。
3 結(jié) 論
(1)通過對送絲機(jī)構(gòu)、定位夾具、零件變形、機(jī)器人軌跡及線纜捆綁方案設(shè)計等進(jìn)行控制和優(yōu)化,可有效解決焊接粘絲問題。
(2)通過優(yōu)化光斑尺寸、改進(jìn)透光隔板形式、優(yōu)化維護(hù)保養(yǎng)方案,可有效控制焊接飛濺問題。
(3)通過優(yōu)化激光參數(shù)(功率、光斑位置/尺寸)、送絲系統(tǒng)(焊絲尖端位置、送絲量)、夾具系統(tǒng)(夾緊力、夾緊間隙)、板材間隙等變量,可有效解決焊縫背部凹陷、氣孔、表面孔洞、焊縫偏移等問題。
[1] 潘際鑾,鄭 軍,屈岳波. 激光焊技術(shù)的發(fā)展[J]. 焊接,2009(2):18-21.
[2] 陳 健,蘇金花,張毅梅. 《中國制造2025》與先進(jìn)焊接工藝及裝備發(fā)展[J]. 焊接,2016(3):1-5.
[3] 王春生,劉慶祝. 焊接技術(shù)在軌道客車制造行業(yè)的推廣[J]. 焊接,2015(1):1-6.
[4] 張 屹,李時春,金湘中,等.鍍鋅鋼板激光焊接關(guān)鍵技術(shù)研究[J].激光與光電子學(xué)進(jìn)展,2010,47(7):1401.
[5] 牛 奔,王寶華,郭渭榮,等. 基于光參數(shù)積的半導(dǎo)體激光器光束質(zhì)量描述與評價[J]. 中國激光,2015(2):22-28.
[6] 張麗芳,趙澤洋,李坊平,等. 工藝參數(shù)對激光焊絲搭接焊成形的影響[J]. 應(yīng)用激光,2015,35(1):72-76.
[7] 孟云飛,葉 兵,李 翠,等. 430鐵素體不銹鋼光纖激光填絲焊接工藝研究[J]. 焊接,2016(10):28-33.
[8] 滕 彬,楊海鋒,王小朋,等. 激光小孔型氣孔產(chǎn)生原因及抑制方法[J]. 焊接,2015(9):34-37.
[9] 王詩洋,王旭友,滕 彬,等. 激光全熔透工藝參數(shù)對不銹鋼焊接氣孔率的影響[J]. 焊接,2015(6):30-34.
2016-06-21
TG456.7
薄春雨,1981年出生,碩士,高級工程師。主要從事白車身制造技術(shù)/質(zhì)量控制方面的研究,已發(fā)表論文5篇。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)字通信世界(2015年10期)2015-12-21 12:22:54
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24