水冷風道鰭片焊接工藝
2016-12-23 06:09:15中冶寶鋼技術服務有限公司上海市200941
焊接 2016年11期
中冶寶鋼技術服務有限公司(上海市 200941)
向昌云 楊干堤 陳紅霞 耿會良 張顯輝
?
水冷風道鰭片焊接工藝
中冶寶鋼技術服務有限公司(上海市 200941)
向昌云 楊干堤 陳紅霞 耿會良 張顯輝
水冷風道在轉爐煉鋼過程中經常發生漏水事故與鰭片的焊接質量有關,在對鰭片的裝配及焊接難點進行分析的基礎上,制訂了水冷風道鰭片的焊接工藝。結果表明,采用這些工藝措施保證了水冷風道受熱面鋼管的焊縫質量,提高了煉鋼與設備檢修工作效率,試驗結果符合圖紙及設計要求,保證了煉鋼環節生產的順行。
水冷風道 鰭片 焊接工藝
0 序 言
水冷風道俗稱轉爐煙罩,是轉爐精煉的重要部件之一。水冷風道管壁中心直徑為φ2 738 mm,材質為Q245R高壓鍋爐管,規格為φ38 mm×5 mm,以水為介質,對轉爐口及上部煙氣進行冷卻,工作壓力為1.0 MPa,冷卻前爐口煙氣溫度為1 450 ℃,冷卻后出口煙氣溫度為800 ℃。水冷風道在使用過程中,經常會因各種原因造成漏水,破壞冷卻水循環系統,需要停爐檢修甚至更換。常規的導致漏水的原因主要有:①異物沉淀物堵塞致水流不暢;②受熱面鋼管缺水而高溫變形、燒蝕、爆管;③集箱及聯箱、排管等對接接頭焊接質量不良;④外力碰撞管壁變薄、破裂等。而在實際使用過程中發現,鰭片焊接缺陷會嚴重消弱管壁強度,在高溫和應力的長期作用下,缺陷部位容易產生裂紋并擴展,腐蝕介質也可能浸入缺陷區域使腐蝕速度加快。當管道承受不了工作壓力時則發生爆裂,而在制作過程中這一問題容易被忽視,且沒有針對性的焊接工藝控制措施。
文中主要對鰭片的裝配及焊接難點進行分析的基礎上,制訂了水冷風道的焊接工藝,采用這些工藝措施保證了水冷風道受熱面鋼管的焊縫質量,保證了煉鋼環節生產的順行。
1 鰭片裝配及焊接難點分析
水冷風道的結構形式如圖1所示,分為爐口段、Ⅰ段水冷風道和Ⅱ段水冷風道,其本體材質為Q245R高壓鍋爐管,鰭片材質為Q235B,化學成分見表1。
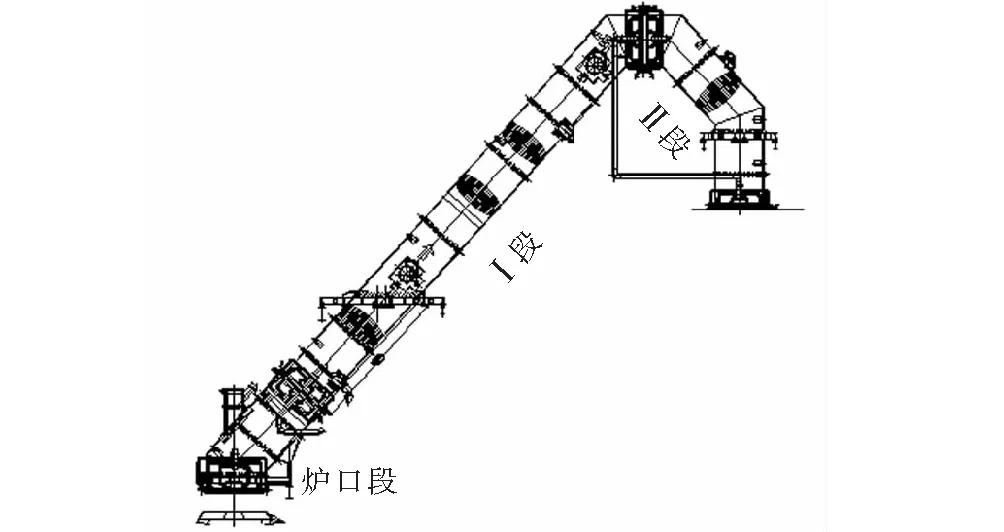
圖1 水冷風道結構形式

材料CSiMnSPCrQ245R[1]0.17~0.230.17~0.370.35~0.65≤0.015≤0.025≤0.25Q235B[2]0.12~0.20≤0.30.30~0.70≤0.045≤0.045—
實踐發現,水冷風道的焊接質量往往只被關注RT及UT等檢測點,如管管對接、全熔透部位等,而容易忽視鰭片的焊接質量。鰭片的作用是把風道的受熱面壁管兩兩連接起來,增大散熱面積,增加連接強度,而鋼管與鰭片在焊接中產生的焊縫缺陷會改變水冷風道本體的管壁厚度、傳熱性能及結構強度。分析鰭片的焊接過程,存在以下幾個方面的難點:
(1)鰭片為6 mm×12 mm的扁鋼,材質為Q235B,與之焊接的鋼管為φ38 mm×5 mm鍋爐管,材質Q245R,連接方式如圖2所示。在水冷風道管壁同圓周方向共排布172根鋼管和172條鰭片,必須制定恰當的排布工藝才能保證精度及提高布管工作效率。
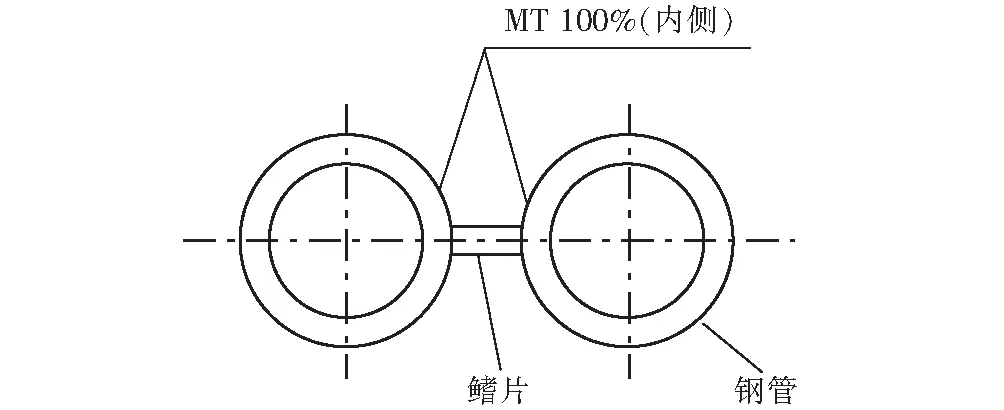
圖2 鰭片與鋼管焊接示意圖
(2)根據設計要求,鰭片與鋼管的焊接必須達到如圖3所示的要求。t為鰭片厚度,a為焊腳高度,sw(sw11~sw22)為非影響區厚度,c(c1~c2)非熔透區域厚度,a1=a11+a12,a2=a21+a22,焊接要求為a1+a2≥1.25t,sw≥2,c≤0.4t(單位:mm),并進行宏觀試驗抽樣檢查;其中特別是sw與c值很難同時達到,鰭片的熔深與管壁熔深相互影響又相互制約,同時焊接空間小,焊縫非常密集,且全部為連續焊,焊接量大。焊接過程中極易產生應力及焊接裂紋,必須有相應的工藝措施才能保證焊接質量。
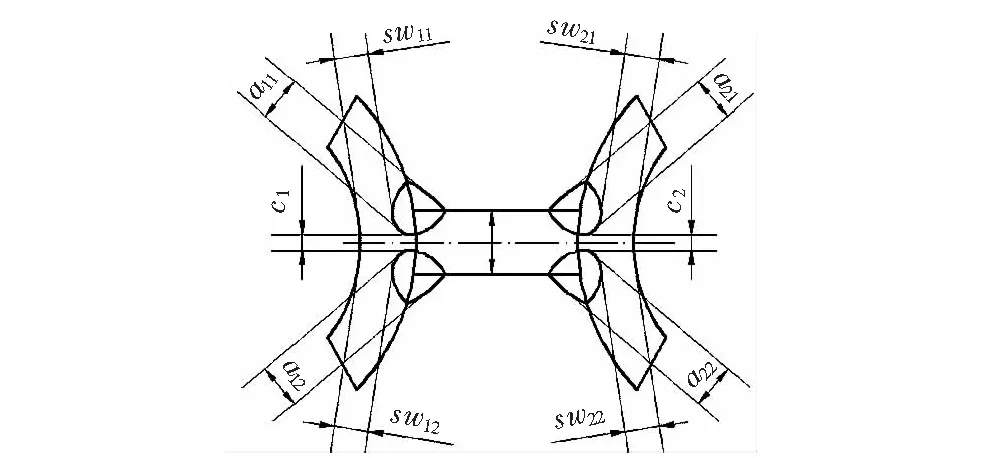
圖3 鰭片的焊接要求
(3)鰭片在鋼管間鑲嵌必須平整,與水冷風道管壁圓周方向直徑一致,才能保證鰭片與鋼管的焊接位置不會改變,難度很大,必須有合適的工裝才能保證實現。
2 鰭片的焊接工藝
2.1 工藝流程
根據水冷風道的結構形式、制作工藝及設計要求,在其制作尤其在鰭片安裝過程中必須嚴格遵守一定的工藝流程才能保證水冷風道的整體精度,才能為鰭片的焊接創造良好的條件。鰭片的安裝、焊接工藝流程如圖4所示。
2.2 鋼管與鰭片的定位排布工藝
(1)水冷風道受熱面鋼管與鰭片組裝定位和總裝配必須在專用平臺和胎架(一種工藝裝備,根據用途分為不帶孔的內胎架和帶孔的外胎架)上進行,特制的組裝胎架如圖5所示。然后根據風道圓周鋼管數量在外胎架每片籠骨上鉆φ40 mm通孔,均勻分布,便于鋼管穿過,內胎架主要起支撐鋼管作用。內胎架籠骨的外徑與外胎架通孔中心直徑必須與圖紙一致。

圖4 工藝流程圖

圖5 組裝胎架
(2)根據圖紙尺寸在專用平臺及胎架上安置水冷風道地樣,并打上樣沖眼,做好標記,以備在后續工序中作為施工與檢查依據。
(3)考慮到焊接收縮變形,胎架搭建時要留一定的制作余量,胎架幾何尺寸允許偏差為0~+5 mm。
(4)水冷風道受熱面鋼管在拋丸后按圖紙要求進行排布,共172根。
2.3 鰭片坡口加工及鑲嵌工藝
(1)對鰭片進行表面除銹處理。
(2)用自制的專業坡口機對鰭片進行雙面坡口加工,角度55°,鈍邊2 mm,保證坡口面光滑整齊,無缺陷,露出金屬光澤。
(3)用自制的專業工裝進行鰭片的安裝鑲嵌,由里向外安裝,鰭片必須安裝在兩根鋼管的中間位置,與鋼管中心在圓周方向一致,最大允許偏差為1 mm,使之與鋼管有最大面積的接觸。
(4)用塞尺檢查鋼管與鰭片間的間隙,間隙越小越好,允許間隙不大于0.5 mm。鰭片鑲嵌及工裝如圖6所示。
(5)單節水冷風道受熱面鋼管與鰭片鑲嵌組裝后如圖7所示。
(6)采用焊條電弧焊和CO2氣體保護焊進行定位焊,定位焊焊縫長度不大于10 mm[3]。焊接參數選用見表2。

圖6 鰭片的鑲嵌與專用工裝

圖7 單節水冷風道受熱面鋼管與鰭片組裝
2.4 鰭片的焊接工藝
2.4.1 焊接方法
為了滿足設計要求,焊縫熔深在鋼管側sw值與鰭片側的c值各有側重,同時構件壁薄,焊接受熱面積不宜過大,焊接變形要小、焊接速度要快、冷卻速度要快等難點,決定采用CO2氣體保護焊[3],熔深相對適中。同時,受熱面鋼管與雙面坡口鰭片間的焊接位置擴大,焊絲易靠近焊接區,且增加了焊接面積,保證了焊縫區鰭片與受熱面管道的熔深適當,使焊接操作更加方便。同時根據管板T型焊接接頭的特點進行焊接工藝評定[4],選定的焊接參數見表3。

表2 鰭片定位焊焊接參數[3]

表3 CO2氣體保護焊參數
2.4.2 焊接質量保證措施
(1)焊工技能測試。對參與施焊的焊工按照焊接工藝要求進行技能測試,即鋼管與鰭片焊接,試塊進行宏觀試驗檢測,同時對外觀缺陷進行檢查,如咬邊深度超標、未熔合等現象一律判為不合格,對測試合格的焊工進行編號。
(2)焊道清理[4]。焊前應清理焊道兩側,被焊接區域兩側50 mm(基本覆蓋整個鋼管表面)以內不應有油脂、氧化皮、鐵銹、定位焊渣殼等影響焊縫質量的雜質,用電動鋼絲刷打磨至露出金屬光澤。
(3)定位焊。嚴禁在焊道以外的母材上引弧,定位焊焊點不宜過大。定位焊焊點距離應有規律,不宜隨意點焊,定位焊焊縫有裂紋、氣孔、夾渣等缺陷時,必須徹底清除后重新焊接。
(4)焊接變位機的使用。為了使焊接一直處于平焊位置,把水冷風道分段整體置于滾輪架上,根據需要進行圓周方向轉動,方便焊工在風道頂部及風道內的底部進行施焊,保證焊縫質量。
2.4.3 鰭片焊接質量要求[5]
鋼管側咬邊深度不大于0.5 mm,鰭片側咬邊深度不大于0.8 mm,咬邊總長度不超過鋼管長度的10%,且連續咬邊長度不大于200 mm。焊縫表面不允許直徑大于2 mm的氣孔,且不允許存在密集性氣孔(3個以上小孔連成一片)或密排性氣孔(焊縫任意100 mm長度范圍內氣孔多于5個)。焊縫成形美觀、平整,與母材圓滑過渡,焊縫表面不允許存在裂縫、夾渣、弧坑等缺陷。
3 試驗結果
采用上述焊接工藝對水冷風道及鰭片進行整體焊接,對所有焊縫進行100%MT檢測,一次合格率達到100%,未發現焊縫表面存在裂紋、夾渣、超標氣孔、未熔合等缺陷,實物焊縫表面質量如圖8所示。
對局部進行宏觀試驗抽樣檢查結果如圖9所示,完全符合設計要求。
圖8 實物焊縫表面效果

圖9 宏觀腐蝕試樣
對風道整體進行退火處理后,通過目測未發現焊縫裂紋等缺陷,且整體焊接變形控制在允許范圍內,整體退火處理后效果如圖10所示。
在最后的水壓試驗[6](II容器,試驗壓力1.5 MPa)一次性通過,如圖11所示。經業主檢查驗收,焊接質量完全符合圖紙及設計要求。

圖10 整體退火處理后效果

圖11 水壓試驗
4 結 論
(1)文中制定的鰭片裝配、焊接工藝和焊接質量控制措施是有效的,保證了水冷風道受熱面鋼管的焊縫質量,試驗檢測均符合圖紙及設計要求。
(2)在生產與制造過程中形成作業標準化,能夠進一步提高煉鋼工作效率,減少和縮短爐修時間,保證煉鋼生產的順行,創造更大的經濟價值。
[1] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會. GB 5310—2008高壓鍋爐用無縫鋼管[S].北京:中國標準出版社,2008.
[2] 祝燮權.實用五金手冊6版[M].上海:上海科學技術出版社,2001.
[3] 陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.
[4] 中華人民共和國建設部.JGJ 81—2002建筑鋼結構焊接技術規程[S].北京:中國建筑工業出版社,2002.
[5] 中華人民共和國機械工業部.JB/T 1613—1993鍋爐受壓元件焊接技術條件[S].北京:機械工業出版社,1993.
[6] 全國鍋爐壓力容器標準化技術委員會. GB 150.1~150.4—2011壓力容器[S].北京:中國標準出版社,2012.
2016-09-02
TG444+.72
向昌云,1975年出生,大學本科,工程師。主要從事冶金、有色領域非標設備及鋼結構項目管理、工藝以及方案的評審工作。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39