基于VERICUT的HNC數控銑系統環境的構建與仿真調試
2017-01-11 08:20:12江潔詹華西
智能制造 2016年7期
江潔+詹華西
HNC與FANUC數控銑系統在編程規則上同樣遵循ISO國際標準協定,其指令系統有一定的共性但也存在個性化差異。本文通過分析兩者的異同,在已有FANUC系統環境的基礎上,針對其個性差異,探索了VERICUT中HNC控制系統庫的構建方法,經仿真調試驗證了基于個性定制的有效性。
一、引言
VERICUT是一個面向NC程序實施加工仿真的軟件,能在零件加工前期對用戶編制的NC程序實施高真實度的仿真檢查,以驗證工藝及程序實施的可行性、規避技術風險。VERICUT對數控機床的支持需要通過構建控制系統庫文件和機床結構模型文件來實現,機床結構模型只需根據各機械部件的邏輯運動關系進行搭建即可,它與數控系統無關,而控制系統則需根據數控系統的指令功能及編程規則有針對性地進行環境構建,然后通過VERICUT的內嵌函數宏來實現對應的功能。HNC三軸數控銑系統的基本指令功能及格式規則同樣也是遵循ISO國際標準協定的,其與FANUC有大多的相似之處。因此,研讀VERICUT下FANUC數控銑系統庫環境,在分析兩系統在指令功能上的共性和個性異同基礎上,即可有針對性地構建HNC數控銑系統庫環境。
二、HNC與FANUC數控銑系統指令功能的異同分析
作為同樣遵循ISO國際標準協定的數控系統,HNC與FANUC數控銑系統在基本線圓插補(GO/G1/G2/G3)、坐標系構建(G54等)、加工平面限定(G17/G18/G19)、絕對/增量坐標編程方式(G90/G91)、刀補控制(G40/G41/G42/G43/G44)、回零控制(G28)和常用輔助功能M/S/T/F等基本指令功能及格式規則上是共同的。其個性差異主要表現在三個方面。
其一,在程序頭信息中,FANUC的首行是以O××××作為程序番號,而HNC系統的首行既可用是O××××也可用%××××作為程序番號。
其二,HNC銑削系統大多指令鉆鏜循環的含義及格式均與FANU C類同,但G73/G83/G76/G87幾個鉆鏜循環指令中部分參數則有所不同。如FANUC的G73/G83中提刀回退量不受指令控制,而是由系統參數設定的,而HNC中的提刀回退量則由指令中K參數控制,其指令格式中增加了K參量;FANUC中G76/G87的讓刀橫移方向也是由系統預先設定好參數控制的,指令中僅包含回退量Q參數,而HNC的指令格式不使用Q參數,由I、J對讓刀橫移作矢量控制,既包括回退量又包含回退方向。
其三,FANUC系統在實施鉆鏜循環期間不允許使用基本線圓插補指令功能,需先使用G80退出鉆鏜循環后才可執行基本線圓插補功能,而HNC系統既可用G80取消固定循環,也可由01組的G代碼取消固定循環,其程序編制更靈活。
三、VERICUT下 HNC數控銑削系統環境的構建
針對以上基于HNC與FANUC數控銑系統指令功能及編程規則的異同分析,在VERICUT中可用fanlom.ctl基本數控銑削控制系統為藍本,在其基礎上進行具共性基本指令功能的檢視及個性差異系統指令功能的添加和刪減操作,由此構建出HNC M.CTL的控制庫環境。
1.基本指令功能的檢視
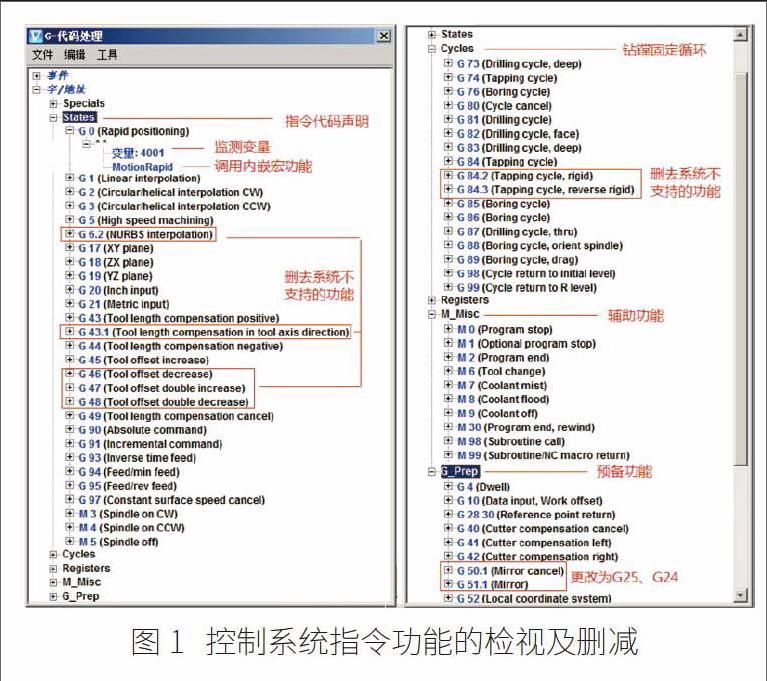
先調用fanlom.ctl為控制系統庫,其基本指令功能可通過點擊VERICUT主菜單“配置”→“文字/地址”功能項,如圖1所示,在彈出對話框中檢視其是否具備HNC所支持的系統指令功能,包括States指令代碼聲明中的基本指令功能、Cycles鉆鏜循環功能、M_misc輔助功能及G_prep預備功能等。在此,可刪去系統不支持的指令代碼功能,或在指令代碼聲明中添加HNC M系統支持的G代碼功能及宏調用關系。增刪后將系統庫另存為HNC M.CTL,則大部分FANUC已有的系統指令功能可直接沿用到HNC_M控制系統環境中。
2.個性差異指令功能的定制修改
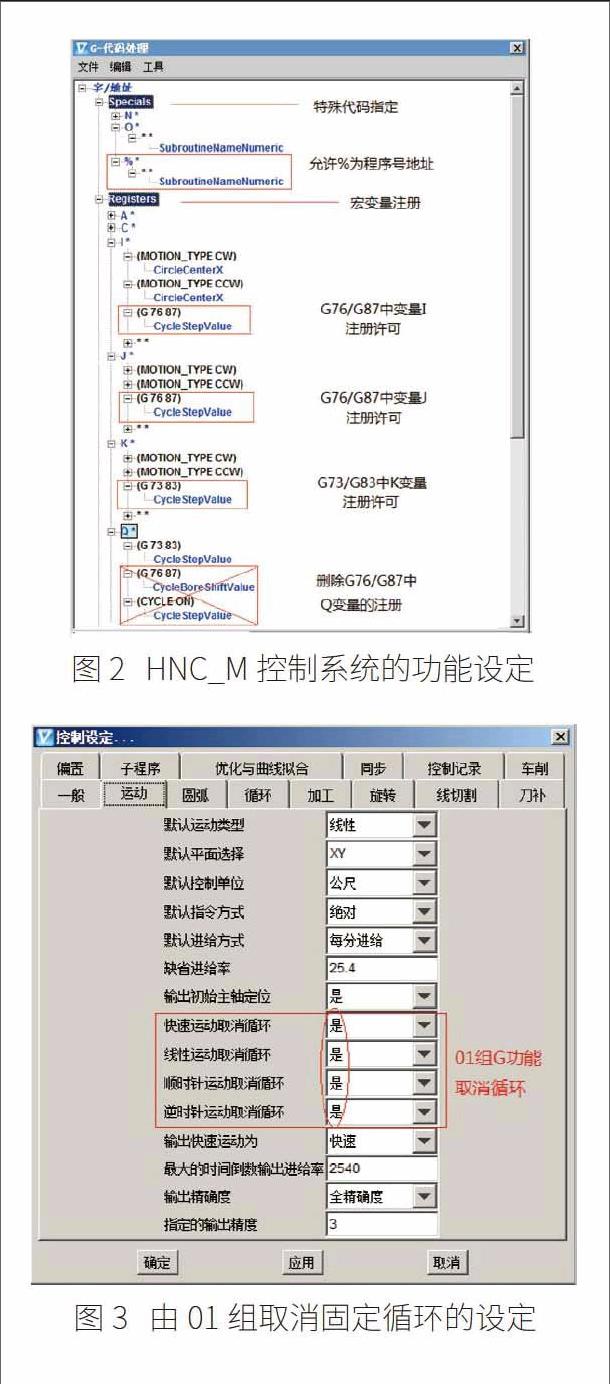
針對HNC與FANUC系統指令功能出現的個性化差異,可在對話框中按圖2所示進行基于HNC_M系統的G代碼控制處理的設置。主要包括兩點。
其一,參照“0”指令的函數調用設置,在specials特殊代碼指定中添加允許“%”作為程序番號地址的支持。
其二,在Registers宏變量注冊中為I、J變量添加其對G76/G87鉆鏜循環支持的注冊許可,為K變量添加其對G73/G83鉆鏜循環支持的注冊許可,刪除Q變量對G76/G87鉆鏜循環的注冊支持等。
由于HNC M系統既可用G80取消固定循環,也可由01組的G代碼取消固定循環,因此,在點擊主菜單“配置”一“控制設定”彈出的圖3所示對話框中,可就其基本運動規則設定允許01組G功能取消鉆鏜固定循環。這樣在幾個鉆鏜循環之間可直接用GO實施孔間定位移動,而不需先用G80取消固定循環。
四、HNC_M控制系統指令功能的仿真調試
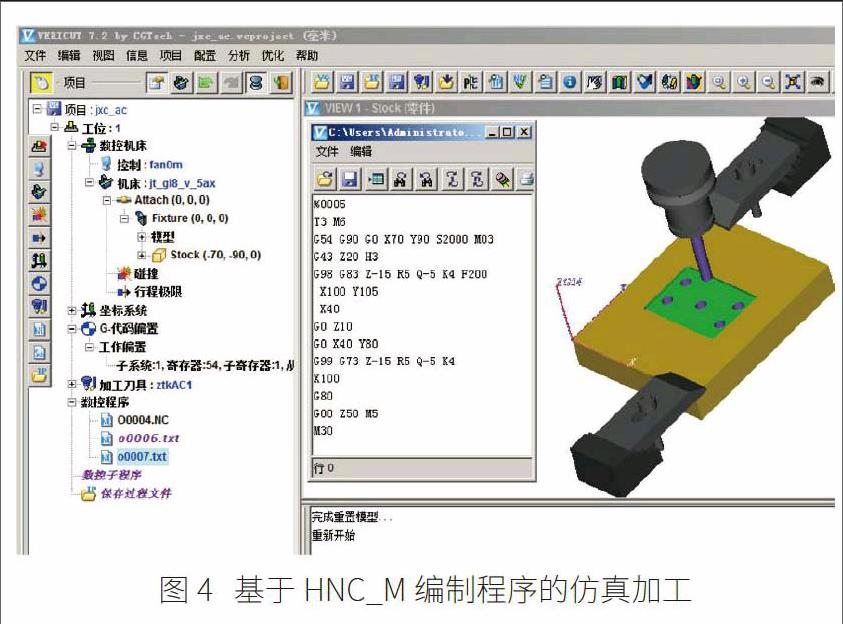
在VERICUT中經上述系統環境設置后,即可對所調入的預設零件數控銑削項目按HNC系統編制的加工程序實施仿真驗證。圖4所示為某零件加工仿真驗證的結果,其在基本指令功能及基于HNC系統鉆鏜循環個性化指令功能的應用上都能得到理想的實現。
在基于HNC系統編制的程序在仿真調試中,若選用未修改定制的原fanuc10m系統庫,由于未進行基于HNC鉆鏜循環新增變量的注冊設置,當執行程序語法檢查或運行加工仿真時,將會在信息區顯示“××代碼不支持”的信息警示。改用新定制的HNC_M系統庫后重新進行仿真檢查,則不再出現這些警示信息。
另外,若將圖3所示的01組G代碼取消固定循環均設定為“否”,當程序在幾個鉆鏜循環之間使用了GO/G1的z向運動時,就會出現“循環進給應沿著刀軸運動”的信息警示。只有將這些均設定為“是”,才不會出現警示信息。
由此可見,以上針對HNC數控銑削加工進行的VERICUT系統庫環境的定制設置是成功的。
五、結語
VERICUT作為一款基于NC程序實施加工仿真驗證的軟件,在業內具有較為廣泛的應用,但其對國產數控系統的支持尚需用戶自行構建系統庫文件,方可實施正確的仿真。本文針對HNC與FANUC指令功能的相似性,僅就其間個性化差異展開探索,較粗淺地介紹了開發定制VERICUT控制系統庫的方法,期望能對使用VERICUT進行數控系統環境定制的相關研究者提供一定的借鑒。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
中老年保健(2021年12期)2021-08-24 03:30:40
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
中國生殖健康(2020年6期)2020-02-01 06:28:50
中國生殖健康(2019年11期)2019-01-07 01:28:02
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中國科技論壇(2017年7期)2017-07-25 08:49:53
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
