剝鋅機組運板小車自動運行
2017-01-24 15:26:32胡凱敏祁琳鵬
中小企業管理與科技·中旬刊 2016年12期
胡凱敏++祁琳鵬

摘 要:江西銅業鉛鋅金屬有限公司鋅電積剝鋅機組2012年調試過程中,設備技術員就遇到了昆馳行車和剝鋅機組的通信時常丟失的問題。從2013年到2014年也請了相關技術人員和專家來解決完善,最后放棄了對這個通信頑固疾病的治療。本文主要介紹通過AB公司PLC編程,完成在昆馳自動行車運行時對運板小車的自動運行,并保證對運板小車的精確定位,達到節省人力,節約成本的目的。
關鍵詞:自動運行;PLC;精確定位;節約成本
中圖分類號: P634.3+3 文獻標識碼: A 文章編號: 1673-1069(2016)35-173-2
0 引言
江銅鉛鋅金屬有限公司2012年鋅電極機組調試過程中,設備技術員就遇到了昆馳行車和剝鋅機組的通信時常丟失的問題。從2013年到2014年也請了相關技術人員和專家來解決完善,最后放棄了對這個通信頑固疾病的治療。正是因為這個問題剝鋅機組的四臺運板小車不能完成自動運行。這四臺小車屬于流水工作線運行設備,基本上處于滿時間負荷運行狀態。而且由于小車定位不準,工藝人員需要反復調整小車與陰極板對準,非常耽誤生產,增強了工藝人員的工作量。所以這四臺小車完全占用兩個工作崗位,也即八個工藝操作人員,并且這個工作崗位的工作人員在工作時間內一直處于運動操作中。
完成這四臺小車的自動運行能提高現場設備的利用率,能提高生產勞動力的利用率,從而更好的實現生產現場人性化工作。
1 論述分析
根據現場設備運行現狀,通過理論分析,可以通過對AB公司PLC及其編程軟件的研習完成小車自動控制邏輯程序,完善小車安全生產的控制。通過改進聯軸器的類型和連接方式,達到小車精準定位的目的。結合軟件技能和硬件技術的共同改進,完成小車的安全可靠的全程自動化運行。根據以上思路,采取以下幾個方案:
①電解陰極板出槽模式為固定的奇偶方式分布,小車要完成一吊出槽陰極板需要搬運三次(完成這一工作的小車命名為接收小車)。
因此接收小車自動控制需要確定的信息有需要剝離陰極板的三處位置的物料檢測和位置檢測、陰極板槽位的奇數位和偶數位檢測、接收小車放板的奇數和偶數位置。接收小車的邏輯控制流程圖如圖1所示,通過流程圖完成PLC的邏輯控制程序編輯。
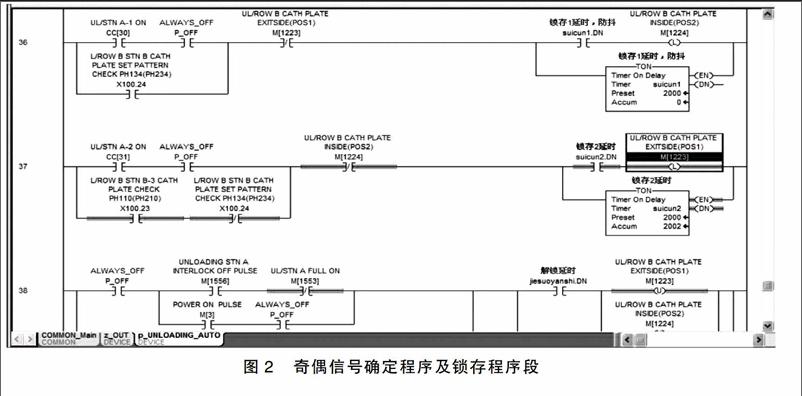
接收小車的定位關鍵在于陰極板的奇偶位置信號的獨立確定和獨立鎖存。這個信號是接受小車的自動運行的舵盤,它指引著小車準確的將陰極板放入正確的下一道生產工序設備上。這個舵盤的“船長”就是PLC,如圖2所示的程序段。
這個航船除了上述“船長”以外,其它“水手”都起到了其各自的重要作用。本次使用的編程方式采用分段模塊化編寫,集中式輸出,這樣提高了程序的可讀性和方便日后維護操作。
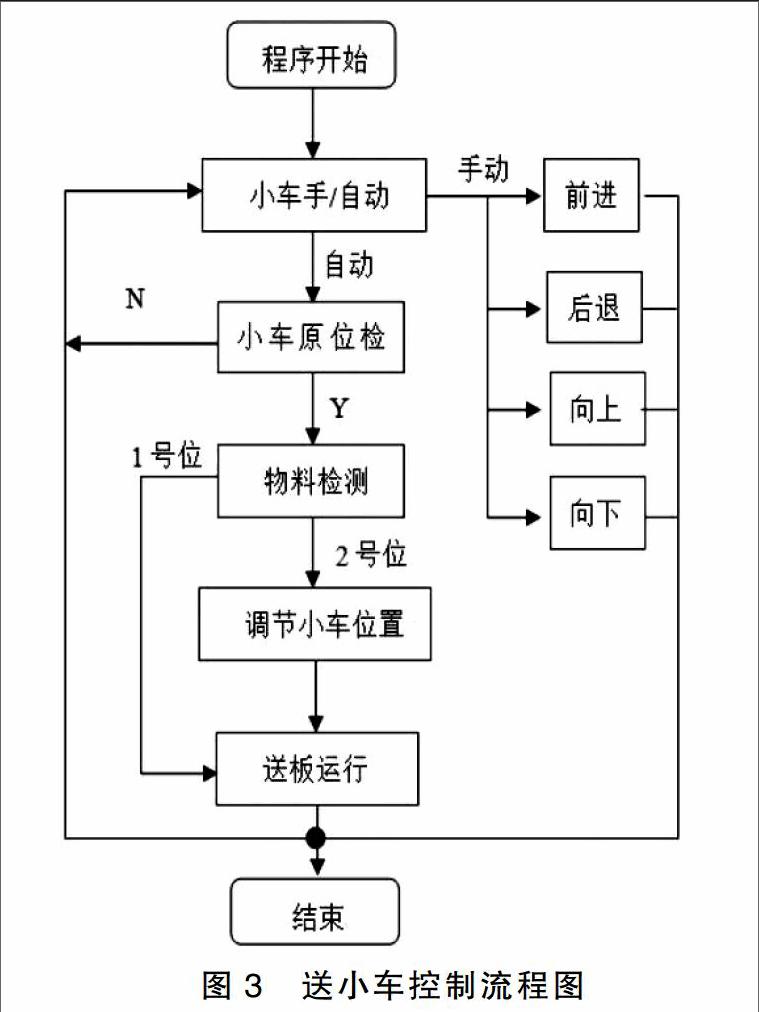
②電解陰極板裝槽模式也是固定的奇偶方式分布,小車要完成一吊裝槽陰極板需要搬運三次(完成這一工作的小車命名為送出小車)。并且機組設計的送出陰極板驅動鏈條是以偶數的固定方式送出,送出小車一次搬運的陰極板數為奇數,所以送出小車提板需要兩個位置。故送出小車自動控制需要確定的信息有需要裝槽陰極板的六處位置的物料檢測和位置檢測、陰極板槽位的奇數位和偶數位檢測、送出小車提板的1號和2號位置。送出小車的邏輯控制流程圖如圖3所示,通過流程圖完成PLC的邏輯控制程序編寫。
送出小車送出位置的奇偶位置信號與上述接收小車奇偶位置相對應,因為送出小車裝載的陰極板就是裝入接收小車搬運的電解板位置。送出小車的自動控制的關鍵在于接收鏈條處的1號位置和2號位置的確定,小車確定后,能準確的調整位置完成送板工作。
送出小車能夠自動完成無人操作運板過程,通過了許多PLC邏輯控制程序完成。
③送出小車增加一個滿存等待位置,以增強運輸線的承載能力和降低后續工序的停機等待率。在行車操作處增加一個緊急停止按鈕,用于小車自動運行緊急情況停止,增強設備的安全運行。緊急停止觸發時,小車立刻停止運行,當緊急停止復位后,小車會自動從停止時的狀態繼續正常運行。
④小車自動運行能夠順利進行,小車的要求精準定位。因為在有酸的環境中使用,聯軸器存在很強腐蝕現象;同時電機頻繁正反轉,且載荷變化大,不適于膜片聯軸器;要求有精確定位的功能,因為極板要準確落入齒形軌道,偏差保持在中心5mm左右,便于昆馳行車吊裝。所以綜合各種因素,經查機械手冊,根據力學原理的分析,決定改為剛性聯軸器。聯軸器圖紙如圖4所示。
2 結論
當接受梁上有陰極板時,接收小車能夠自動將接受梁上的陰極板準確的運輸到接受鏈條上。當接受梁沒有陰極板時,接收小車在接受鏈條處等待,直到有板條件觸發自動繼續。當送出鏈條陰極板滿杯時,送出小車能準確的將陰極板提出送往輸出梁,準確的將陰極板送到指定位置,然后回到送出鏈條位置處等待。如果送出梁全部存滿板,而送出鏈條又滿杯時,送出小車將陰極板運到等待位置。直到行車將送出梁清空后,小車自動將板子送到指定位置后回到送出梁原位等待。解放了八個機組工藝人員,四臺小車完成了自動運行功能。同時也大大縮短了極板運輸與極板吊裝時間,使生產銜接更加順利。
參 考 文 獻
[1] 1AB RSLogix5000使用手冊.
[2] AB PLC Logix5000編程手冊.
[3] 機械設計手冊.
[4] CAD機械制圖.
