西門子SIMOTION在飲料包裝設備上的應用
2017-03-17 00:46:44吳金標
電子技術與軟件工程 2016年16期
吳金標
摘 要
目前,市面上的飲料包裝主要以大膜包裝為主,飲料廠家生產主要使用人工裝箱的形式完成產品整裝,在就造成企業在該環節上需要投入大量的資金及人類資源。飲料包裝設備主要指的是在自動飲料裝箱及機,能夠自動化的完成飲料整列、裝箱、封箱等環境,降低企業在引領整裝中投入的勞動資源,降低工作人員工作量,提高引領生產效益。本文就將以西門子SIMOTION在飲料包裝設備上的應用作為研究隨想,根據SIMOTION所具有的優勢,分析裝箱機控制系統,希望能夠幫助飲料企業提高生產效率。
【關鍵詞】SIMOTION 伺服驅動系統 速度與位置控制
1 機械結構
目前的自動裝箱機主要是由兩部分構成,分別是送瓶與送箱機構,其中送箱機構中還有多個部分,例如飲料整列、產品輸送等等,送箱機構中主要是有紙板輸送、紙箱輸送等部分構成。
2 工藝介紹
飲料從熱縮包裹及中的運出后,需要將生產出的飲料瓶分到整列,整列需要滿足飲料保證要求排列,這樣運輸到裝填工位上,在裝填工位上擺放著已經成型的飲料紙箱,驅動電機就會將整列完畢的飲料瓶運輸到成型的紙裝中,完成飲料裝箱工藝流程。在飲料裝完箱之后由傳輸帶統一運輸到封箱機中,完成飲料裝箱的整個工藝流程。
3 控制系統構成
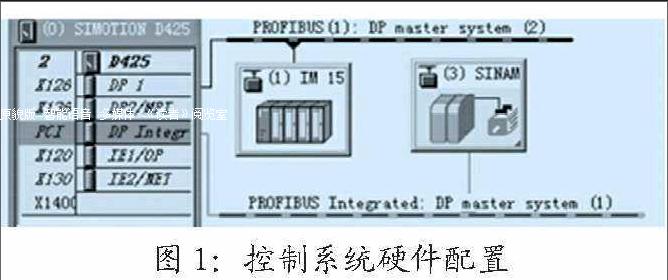
圖1:控制系統硬件配置
如圖一所以為控制系統硬件配置結構示意圖。裝箱機的控制系統主要是由SIMOTION構成,采取X12連接口方式控制操作面板,并且根據X16所具有的拓展性能。
西門子公司對于飲料包裝設備上研究出了SIMOTION運動控制系統,是在原有的PLC運動控制系統基礎上與伺服驅動器相結合。SIMOTION運動控制系統在實際運行中,能夠將PLC與技能性能等等相結合,擁有定位及同步操作等優勢,用戶在實際操作SIMOTION運動控制系統能夠較為簡單便捷,隨意創建飲料包裝設備流程。
在SIMOTION運動控制系統屬于緊湊性驅動平臺,主要是由SIMOTION D構成,也是西門子研究公司的最新研究成果。SIMOTION D在實際運行中,主要是通過SIMOTION運動控制系統中的邏輯控制模式與運控控制方式在飲料包裝設備上應用。
飲料包裝設備上控制系統中的所使用的電源是SLM中的智能型電源模塊,智能型電源模塊主要是由三個交流電組成在一起,三個交流電能夠整合為直流電,進而為飲料包裝設備各各模塊提供動力。SLM智能型電源模塊在能源供給中主要提供的電壓最小為380v,最大電壓為480v,所能夠提供的最小功率為5kw,最大的功率為36kw。
西門子SIMOTION為了能夠滿足飲料企業對于不同型號的飲料包裝的需求,在對于飲料產品整列方面飲料企業就可以自身進行調整,在操作界面上可以調整飲料整列順序及間距,同時在分道電機上所使用的形式就是伺服控制,保證分道能夠精準的將飲料整列。
飲料包裝設備在產品裝填環節中應用的是FESTO公司所研發生產的遲形帶式帶滾動導軌電缸,對于飲料包裝設備上進行位置控制,保證每一種飲料瓶都能夠在飲料包裝設備上精準填裝。
西門子公司在對于飲料包裝設備SIMOTION運動控制系統所使用的軟件為SCOUT。SCOUT是西門子公司最新的研究成果,擁有系統性的功能性能, 用戶在實際應用中更加便捷,滿意度較高的工程軟件,SCOUT工程軟件在實際設計中就已經包含了工程軟件在研發設計中的全部環節,因此在實際運行中具有硬件組態、編程、檢測等性能,同時還能夠將飲料包裝設備運行中存在的問題及時發現診斷。SCOUT工程軟件通過圖形方式對于用戶引領,編程中主要以文字及圖形結合的形式提示。
4 控制系統完成的功能
4.1 控制流程
飲料包裝設備在對于飲料瓶分瓶的全部流程,裝箱機主要是有三個子程序構成,分別是分瓶、裝填、紙箱成型。
4.2 運動控制介紹
飲料包裝設備裝箱機在實際運用中主要分別兩個功能,分別是分道整列及產品裝填,全部都是由SIMOTION運動控制系統所完成。
4.2.1 產品分道整列
飲料包裝設備分道板是鏈條式的傳動形式,日常運行中的產品傳輸方面是不會發生任何改變的,但是鏈條是傳動位置發生了偏差,分道板與進瓶隔板連接精準性就會下降,因此必須降低分道板在實際運行中出現偏差的可能性。因此設計人員在對于飲料包裝設備分道板設計中單獨安裝了光電傳感器,如果光電傳感器發現分道板與進瓶隔板之間的精準性下降了,光電傳感器就是被遮擋,通過光電傳感器傳輸的信號判斷分道板與進瓶隔板之間的距離。正常情況下,分道板與分道電機之間的距離應該控制在1.5mm左右,這樣能夠在最短時間內發現分瓶電機的位置偏差問題。如果分瓶電機是按照設計的距離運行,在結束運行后就會獲得相對應的位置信息,電機在下次停止運行需要等待信號的啟動。
4.2.2 產品填裝
飲料包裝設備在對于產品填裝中主要流程為五個,分別是電機回零、自動裝填、自動退出、手動裝填、手動退出。
飲料包裝設備所使用的電機為填裝伺服電機,電機所擁有的編碼器類型為多極旋變型,并不具備對于運行信息記憶工程,但是在裝箱機上必須安裝伺服電機設定裝置,設定運動零點。西門子設計人員在對于飲料包裝設備研究中,在電缸上安裝了電感式開關,承擔起伺服電機零點信號的作用作用。裝箱機在實際運行中,操作板面上裝填伺服電機會提示未對零點的信號。只有工作人員在對于伺服電機上零點設置后,裝箱機才能夠正常穩定運行。
5 結論
西門子在2005年推出的SIMOTION運動控制系統,主要對象就是中國的飲料企業,在西門子公司與我國飲料企業不斷的完善升級中,SIMOTION所具有的性能越加完善,對于飲料企業產品包裝十分重要。
參考文獻
[1]西門子公司.SIMOTION MCC Motion Control Chart[Z].北京:西門子公司,2013.
[2]西門子公司.SIMOTION D使用手冊[Z].北京:西門子公司,2012.
作者單位
杭州娃哈哈集團有限公司 浙江省杭州市 310000
