攪拌頭結構尺寸變化對接頭力學性能的影響
2017-03-17 07:36:19屈志軍宮文彪
長春工業大學學報 2017年6期
劉 杰, 屈志軍, 宮文彪
(1.中車長春軌道客車股份有限公司, 吉林 長春 130062;
2.長春工業大學 材料科學與工程學院, 吉林 長春 130012)
0 引 言
攪拌頭是攪拌摩擦焊技術應用的關鍵,在攪拌摩擦焊過程中,攪拌頭的主要作用是加熱和軟化被焊接材料,破壞和彌散接頭表面的氧化層,驅使接頭熱塑化材料流動以及使轉移后的熱塑化材料形成固相連接的接頭。在攪拌摩擦焊焊接過程中,焊縫塑性材料的流動直接關系到焊縫組織的形成,對接頭性能具有重要的影響。攪拌頭主要由軸肩和攪拌針兩部分構成,其幾何形貌和尺寸不僅決定著焊接過程的熱輸入量,也影響焊接過程中攪拌頭附近塑化金屬的流動形式,對于給定板厚接頭形式的鋁合金材料來說,焊接質量和效率主要取決于攪拌頭的結構尺寸,因而設計合理的攪拌頭是提高焊接質量、獲得高性能接頭的前提和關鍵[1-3]。對國內焊接行業來說,攪拌頭開發的核心技術研究尚不夠深入[4-5],市場上的攪拌頭規格型號也是多種多樣,尋求適宜的符合生產實際需要的專用攪拌頭,進行對比試驗分析是很有必要的。
文中著重分析了自行優化設計的6種主流結構形式的攪拌頭對焊接接頭力學性能的影響,為攪拌摩擦焊技術在鋁合金車體推廣應用中的攪拌工具選型提供依據。
1 試驗材料與方法
試驗用材料為4 mm板厚的6082-T6鋁合金板材,焊接板材尺寸規格為500 mm×150 mm×4.0 mm,化學成分見表1。

表1 鋁合金化學成分 %
焊接試驗在型號為FSW-LM-AL25的攪拌摩擦焊設備上進行,焊接工藝流程為:焊前打磨→組對焊接→焊后清理→機加取樣。試驗所用單軸肩攪拌頭針長為4.0 mm,前傾角為2.5°。在攪拌頭旋轉速度為1 400 r/min,焊接速度為800 mm/min和1 000 mm/min工藝條件下,分別采用6種不同軸肩結構、軸肩尺寸及攪拌針結構的攪拌頭進行焊接試驗,研究了軸肩結構、軸肩尺寸及攪拌針結構變化的攪拌頭對接頭力學性能的影響。試驗用不同的攪拌頭見表2。
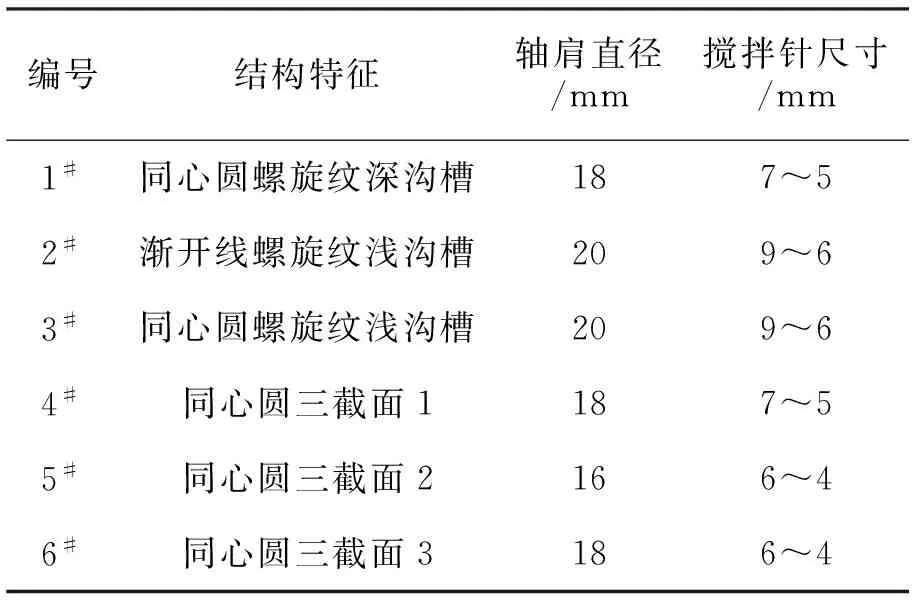
表2 試驗用不同的攪拌頭
焊接試驗完成后,依據標準[6]分別制取試樣。拉伸和彎曲試驗在室溫條件下,在WDW-200型電子萬能試驗機上進行試驗,加載速率15 mm/min,試驗后對斷裂位置進行分析;彎曲試驗采用的彎曲角度大于150°,評判標準依據文獻[6],檢測過程中試樣在任一方向上不得出現3 mm的單一裂紋。
2 試驗結果與分析
2.1 焊縫表面形貌分析
采用不同攪拌頭實施焊接試驗,焊接完成后對焊縫表面宏觀形貌進行分析,如圖1所示。
由圖1可以看出,在攪拌頭旋轉速度為1 400 r/min,焊接速度為800 mm/min的相同焊接工藝參數條件下,獲得的焊縫表面成型良好,紋路清晰,焊后飛邊較小,匙孔處未見焊接缺陷。但是仔細對比發現,采用漸開線(2#)結構軸肩的攪拌頭焊接時,焊縫表面形貌相對較為粗糙,飛邊呈鋁屑狀分布在焊縫兩側,焊縫表面宏觀形貌如圖2所示。

圖1 不同攪拌頭焊后焊縫表面宏觀形貌
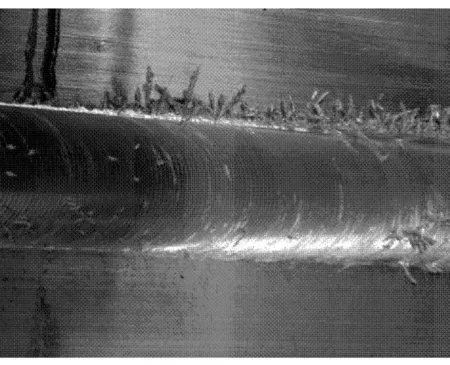
圖2 攪拌頭2#焊后焊縫表面宏觀形貌
2.2 焊后攪拌頭形貌分析
采用1#~6#攪拌頭分別在攪拌頭旋轉速度為1 400 r/min,焊接速度為800 mm/min的焊接工藝條件下連續焊接長度2 000 mm的焊縫,焊后對比不同攪拌頭的軸肩和攪拌針的特征形貌,見表3。
由表3可以看出,攪拌針結構不同,焊后黏鋁情況有所差異。當攪拌針加工斜豎向溝槽無論深溝槽和淺溝槽,均被鋁屑黏滿,在焊接初期溝槽可起到攪拌塑化金屬,并使金屬沿溝槽向下運動的作用,但隨著焊接過程的持續進行,鋁屑會黏滿溝槽,此時溝槽在一定程度上作用不明顯了。當攪拌針采用三截面結構的攪拌頭,未發現有黏鋁現象,此類型攪拌針在焊接時能增加攪拌量,攪拌程度越大,攪拌針向前移動所受到的阻力越小,小平面有利于塑性金屬從攪拌針表面移動,避免前進側的金屬被剪切,減小了行進阻力,同時避免了攪拌針黏著鋁屑。軸肩結構不同,焊后黏鋁情況仍有所差異;當采用螺旋形漸開線的攪拌頭焊接后,漸開線槽大部分被鋁屑填滿,造成在焊接過程中漸開線槽并未能起到對塑性金屬導流的作用;而同心圓環形的軸肩無論焊接時間多長,均無黏鋁現象存在。同時漸開線形軸肩攪拌頭焊縫表面形貌較差,有大量絲狀鋁屑附著在焊縫表面;當攪拌頭高速旋轉時,漸開線對塑性金屬的導流作用變得非常弱,溝槽及溝槽邊緣只是對金屬進行切削,并未起到導流作用;同心圓環則依靠圓環對塑性金屬起到擠壓、推動作用,因此軸肩采用同心圓結構,焊后焊縫表面相對光滑。
2.3 焊接接頭力學性能分析
采用1#~6#攪拌頭分別在焊接轉速為1 400 r/min,焊接速度為800 mm/min和1 000 mm/min的焊接參數條件下焊接試驗板,焊后均獲得了無焊接缺陷的焊縫,不同攪拌頭焊接后獲得的接頭抗拉強度如圖3所示。
試驗結果表明,采用不同的攪拌頭焊接后獲得的接頭抗拉強度均能達到250 MPa,符合ISO25239-4的標準要求。從焊接接頭抗拉強度對比分析可知,當選用同一種攪拌頭實施焊接時,焊接速度采用1 000 mm/min時獲得的接頭抗拉強度值均大于焊接速度為800 mm/min的情況。其中,采用設計制造的同心圓三截面結構(其軸肩直徑為18 mm,攪拌針為6~4 mm)的攪拌頭,旋轉速度為1 400 r/min和焊接速度為1 000 mm/min的工藝條件下,獲得了最高的接頭抗拉強度285 MPa。這也進一步說明采用較大速度焊接時,焊接線能量降低,避免了鋁合金較大熱輸入量而造成的軟化現象,在其它工藝因素確定后適當地增大焊接速度對提高接頭抗拉強度是有利的。

表3 焊后攪拌頭特征

圖3 焊接接頭抗拉強度對比圖
拉伸試樣斷裂后的形貌如圖4所示。
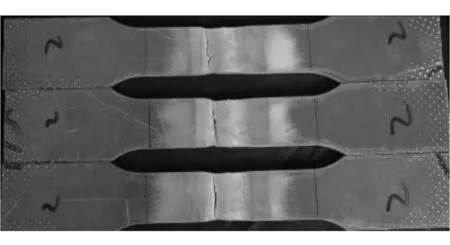
圖4 拉伸試驗斷裂位置
由圖4可見,拉伸斷裂發生在前進側過渡區的焊縫熱影響區,與之前的試驗結果類似[7-8]。焊接試樣經180°正彎和背彎試驗后,焊縫位置未出現裂紋,如圖5所示。

(a) 面彎試樣
(b) 背彎試樣
不同規格型號的攪拌頭主要區別在于軸肩結構、尺寸以及攪拌針結構設計的不同。攪拌頭結構主要可分為軸肩同心圓+攪拌針螺旋溝槽型、軸肩漸開線+攪拌針螺旋溝槽型和軸肩同心圓+攪拌針三平面型三大類;尺寸設計主要區別在于軸肩尺寸和攪拌針尺寸。綜上所述,軸肩漸開線類型的攪拌頭均存在黏鋁、焊縫表面成型差等現象,螺旋溝槽型攪拌針也存在會被鋁屑填滿,從而降低對塑性金屬的導流作用,也會使焊接接頭性能降低;而采用同心圓環軸肩+三截面攪拌針可實現較好的焊縫表面形貌,同時在力學性能測試時,也表現出了比較好的力學性能優勢。目前攪拌頭市場存在有多種不同尺寸規格的同心圓三截面攪拌頭,不同的尺寸也會對焊接性能產生影響。軸肩的主要作用是避免塑性金屬移動至焊接以外區域以及在焊接過程中產生熱量,軸肩直徑大小對焊接熱輸入影響比較明顯。
3 結 語
1)采用優化設計不同的攪拌頭,對4 mm板厚6082-T6鋁合金板材對接接頭實施了攪拌摩擦焊接,均可以獲得成型良好、表面光滑、無焊接缺陷的焊縫,接頭抗拉強度均能達到250 MPa;但是軸肩為漸開線形狀和攪拌針帶有斜向螺旋槽的攪拌頭在焊接中,存在黏鋁及焊縫成型較差現象。
2)使用設計制造的軸肩同心圓攪拌針三截面結構的攪拌頭,在旋轉速度為1 400 r/min和焊接速度為1 000 mm/min的工藝條件下,獲得了抗拉強度285 MPa最高的接頭強度,斷裂位置發生在焊縫前進側的熱影響區。
[1] 王大勇,馮吉才,王攀峰.攪拌摩擦焊用攪拌頭研究現狀與發展趨勢[J].焊接,2004(6):6-10.
[2] Shindo D J, Rivera A R, Murr L E. Shape optimization for tool wear in the friction-stir welding of cast Al359- 20%SiCMMC[J]. Journal of Materials Science,2002,37(10):4999-5005.
[3] 李程錦,王陸釗,劉其鵬,等.攪拌頭幾何參數及傾角對攪拌摩擦焊接質量影響的數值分析[J].大連交通大學學報,2017,38(5):70-74.
[4] 李博,沈以赴,胡偉葉.伸縮式攪拌頭厚鋁板攪拌摩擦焊缺陷及其補焊工藝[J].中國有色金屬學報,2012,22(1):62-71.
[5] Zhang Zhao, Wu Qi, Zhang Hongwu. Numerical studies of effect oftool sizes and pin shapes on friction stir welding of AA2024-T3 allo[J]. Transactions of Nonferrous Metals Society of China,2014,24:3293-3301.
[6] 國際標準化組織委員會(ISO).ISO25239-2011.鋁合金攪拌摩擦焊焊接工藝規程及鑒定[S].[出版地不詳]:瑞士出版社,2011:3-5.
[7] 肖靜,宮文彪,劉威,等.6005A-T6/6082-T6鋁合金FSW與MIG接頭組織與性能研究[J].長春工業大學學報,2015,36(1):1-5.
[8] 劉杰,楊景宏,王炎金,等.35 mm厚板鋁合金攪拌摩擦焊接頭組織和性能藝[J].焊接學報,2012,33(6):101-104.
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
輪胎工業(2020年9期)2020-03-01 18:58:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國機械工程(2018年14期)2018-09-22 01:14:04
制造業自動化(2017年2期)2017-03-20 14:26:13
江西理工大學學報(2015年3期)2015-12-22 05:26:21