20#鋼管水平固定障礙氬弧焊單面焊雙面成形焊接技術
2017-03-22 12:03:30郭新照
海峽科技與產業 2017年2期
郭新照
摘 要:水平固定管氬弧焊是管類焊接操作中難度較大的一種,尤其是障礙氬弧焊單面焊雙面成形,操作難度更大。本文詳細描述了直徑60mm、壁厚4mm、20#鋼管水平固定障礙氬弧焊單面焊雙面成形焊接操作技術,對管件的坡口角度、鈍邊修整、對口間隙、組裝點固和支架固定要求進行了說明,對焊機和焊接材料的選用提出要求,把整個焊接過程分打底層焊、蓋面層焊接時工藝參數的合理選擇及各層的焊接技術技巧進行了詳細的闡述。
關鍵詞:鋼管;水平固定;障礙;氬弧焊;單面焊雙面成形;焊接技術
1 焊前準備
(1)工件:20#鋼管,直徑60mm,壁厚4mm,長100mm,30度V型坡口。
(2)鈍邊厚:1.2mm,對口兩側各20~30mm打磨出金屬光澤。
(3)對口間隙:2~2.5mm。
(4)點固點:在12點位置正式焊10mm(同打底焊縫),(也可在6點位置正式焊5~10mm)。
(5)支架固定要保證工件與地面平行,高度合適,點固點放置在12點與1點間,與上下障礙管距離均勻。
2 打底層焊接
2.1 設備調節及參數
直流逆變式氬弧焊機ZX7-315或ZX7-400型;極性采用正接(地線接電源正極),使用無收弧程序;風冷焊槍,噴嘴使用5#;氬氣純度99.99%,流量8~10L/min;焊絲TG50,直徑2.5mm;鎢極直徑2.4mm,兩端磨削成尖狀(一般磨削4~5mm長度);焊接電流I=85A左右,起弧電流調至0,推力/衰減調至0。
2.2 打底焊操作要領
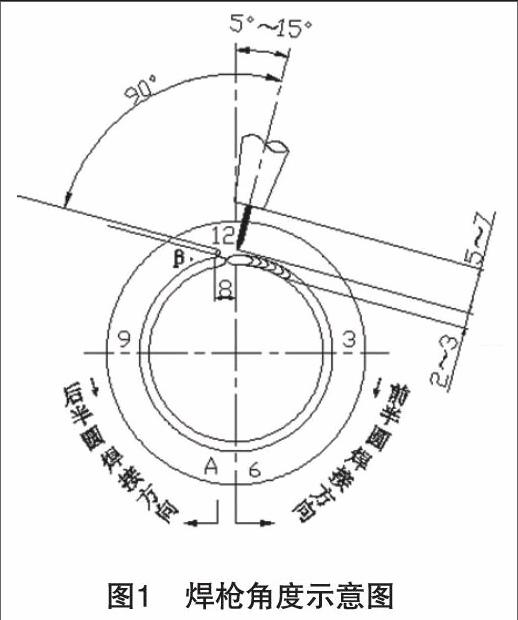
2.2.1 焊槍角度
按前后兩半部分由下至上焊接,打底焊接鎢極伸出長度可以隨著焊接位置進行調整,在下部起焊處和上部收尾處鎢極伸出長度可適當長些(因為此處有障礙管,對焊槍的位置受到限制),一般伸出8~10mm;焊槍與兩側工件垂直,鎢極伸到起焊處5點鐘位置的坡口間隙內,焊槍靠在下側的障礙管壁上;焊絲前段彎成弧形,焊絲放在鎢極前端的坡口根部,以便于送絲;戴好頭盔焊帽引弧。
2.2.2 起頭
戴好頭盔焊帽按下焊槍開關引燃電弧,預熱5點鐘起焊端兩側坡口根部的鈍邊處約0.5~1秒鐘,看到鈍邊亮紅狀態,把焊絲前部送入到電弧下側坡口根部的一側鈍邊處,讓熔化的焊絲鐵水與這側鈍邊熔合,然后電弧向另一側擺動把鐵水和另一側的鈍邊熔合,形成一個完整的熔池,第一個熔池形成后,焊槍向前擺動繼續熔化焊絲向前施焊。
2.2.3 正常焊接
焊接中焊絲熔化的熔滴以滴狀過渡到坡口根部與鈍邊處熔合形成焊縫,焊接管子下部時熔滴1/2送入到管子里側,以防止內部凹陷,焊接到立焊部位時熔滴1/3送入到管子里側,以保證內部成形均勻(該位置可以適當縮短鎢極的伸出長度,可伸出5~6mm),焊接到平焊部位時熔滴1/4送入到管子里側,以防止內部凸起過高;整個焊接焊槍與焊縫成70°~80°左右的夾角,焊絲與焊槍成90°~100°左右的夾角,焊槍做橫向擺動切兩側稍作停留,以保證焊縫兩側與破口面熔合良好,填充量達到正面焊縫熔合管壁厚度的1/2和1/3為宜;焊至管子上方超過12點位置到11點鐘位置收弧(焊至1點鐘位置時需要恢復鎢極的伸出長度,以保證在上障礙管的影響下確保鎢極到達11點鐘位置處)。
2.2.4 接頭
調整站立位置到工件另一側最佳狀態,焊槍與兩側工件垂直,鎢極指向起焊處6點鐘位置的焊縫上,焊槍靠在下側的障礙管壁上;焊絲前段彎成弧形待用,焊絲放在前半部起焊部位焊縫的最末端坡口根部;戴好頭盔焊帽,按下焊槍開關,引燃電弧,預熱前半部起焊部位6點鐘至5點鐘位置的焊縫至到最末端時,送進焊絲同時熔化形成新的熔池后繼續向前焊接(同前半部)。
2.2.5 收尾
焊至管子上側與前半部分焊縫相連接時,停止送絲,繼續擺動焊槍向前熔化到12點鐘處切斷電源滅弧且焊槍防止3~5秒鐘收尾。
3 蓋面層焊接
3.1 設備調節及參數
直流逆變式氬弧焊機ZX7-315或ZX7-400型;極性采用正接(地線接電源正極),使用無收弧程序;風冷焊槍,噴嘴使用5#;氬氣純度99.99%,流量8~10L/min;焊絲TG50,直徑2.5mm;鎢極直徑2.4mm,兩端磨削成尖狀(一般磨削4~5mm長度);焊接電流I=95A左右,起弧電流調至0,推力/衰減調至0。
3.2 蓋面焊操作要領
3.2.1 焊槍角度
按前后兩半部分由下至上焊接,蓋面焊接鎢極伸出長度可以隨著焊接位置進行調整,在下部起焊處和上部收尾處鎢極伸出長度可適當長些(因為此處有障礙管,對焊槍的位置受到限制),一般伸出6~8mm;焊槍與兩側工件垂直,鎢極指向起焊處5~6點鐘中間位置的打底焊縫,焊槍靠在下側的障礙管壁上;焊絲前段彎成弧形,以便于送絲;戴好頭盔焊帽引弧。
3.2.2 起頭
戴好頭盔焊帽按下焊槍開關引燃電弧,預熱5~6點鐘中間位置的打底焊縫處約1-2秒鐘,看到局部打底焊縫亮紅狀態,把焊絲前部送入到電弧下面熔化形成熔滴,借助焊槍橫向擺動使熔化的鐵水鋪開形成完整的熔池并與兩側的坡口楞邊良好熔合,焊槍擺動繼續熔化焊絲形成新的熔池向前延伸。
3.2.3 正常焊接
焊接中焊絲熔化以持續狀態熔化為宜,焊絲前端部放在電弧前下方打底焊縫的中心位置,根據打底焊縫高低狀態及蓋面焊縫填充成形來確定焊絲送入量,以保證兩側與坡口楞邊熔合良好,兩邊不咬邊,還要保證中間焊縫凸起不超過2mm為最佳填絲量;整個焊接焊槍與焊縫成60°~70°左右的夾角,焊絲與焊槍成90°~100°左右的夾角,焊槍做橫向擺動,中間過渡時成外弧形,兩側壓低稍作停留(中間電弧稍長,兩側電弧稍短);焊接中下部適當少熔化填充焊絲,上部適當多熔化填充焊絲,以保證焊縫高度均勻一致;上部焊至超過12點鐘位置5~10mm收弧。
3.2.4 接頭
調整站立位置到工件另一側最佳狀態,焊槍與兩側工件垂直,鎢極指向起焊處6點鐘位置的蓋面焊縫上,焊槍靠在下側的障礙管壁上;焊絲前段彎成弧形待用,焊絲放在前半部蓋面層起焊部位前面;戴好頭盔焊帽,按下焊槍開關,引燃電弧,預熱前半部蓋面層起焊部位6點鐘位置的焊縫至到熔化并向前擺動焊槍,選擇合適部位送進焊絲(送盡量要少)并與原焊縫起頭部位同時熔化形成新的熔池后繼續向前焊接(同前半部)。
3.2.5 收尾
焊至管子上側與前半部分焊縫相連接時,逐漸減少送絲,繼續擺動焊槍向前熔化到12點鐘處切斷電源滅弧且焊槍防止3~5秒鐘收尾。
特別提示:
(1)打底焊接時應先焊焊縫對口間隙大的一邊,仰焊時可用連滅弧相結合焊接;
(2)接頭送絲量宜少.可把焊絲前部磨削成尖狀);
(3)若手不穩,可把手中指支在管上面某個地方;
(4)焊接時注意調節各位置的送絲量。