4步到位法快除機床偶發性故障
2017-04-12 05:30:17劉勝勇
設備管理與維修 2017年3期
劉勝勇
(中國重汽集團濟南橋箱有限公司,山東濟南250022)
4步到位法快除機床偶發性故障
劉勝勇
(中國重汽集團濟南橋箱有限公司,山東濟南250022)
針對4例機床偶發性故障,運用4步到位法迅速排查出故障原因并制定整改措施,進而提高維修效率,縮短機床停機時間。
4步到位法;機床故障;偶發性故障
0 前言
伴隨我國各產業現代化進程的穩步推進,包括立/臥式車床、車削中心、內/外圓磨床、立/臥式加工中心、花鍵銑床、直齒/螺旋齒滾齒機、研齒機、磨齒機等數控裝備在內的現代機床正被大量應用于工業、農業、軍事、醫療和服務等領域的產品加工鏈中[1]。這些機床常在參數設定、元器件品質、操作失誤、維護不當及工作環境等因素的影響下,常會出現偶發性故障,造成控制動作失靈、數據通信中斷、機械部件碰撞、液壓或氣體壓力擾動、系統無法加載等。由于此類故障發生的時間不確定,發生的過程瞬間即失,事后檢查時機床又正常運轉,故維修人員無法對其進行有效的診斷分析。為此,基于現代機床的模塊化維修思想[2],并在總結多年現場維修經驗的基礎上,向讀者介紹一種快速處理偶發性故障的維修方法——4步到位法,以求簡化故障分析過程、提高維修效率及縮短設備停機時間[3]。
1 偶發性故障與4步到位法
1.1 偶發性故障
偶發性故障是按故障發生的性質進行分類并區別于確定性故障的一種具有隨機性和可恢復性特點的機床故障。它在同一工作條件下,隨機床運轉會偶然出現1~2次,待斷電重啟后機床運轉又正常,但運行中可能又會發生相同故障。偶發性故障的可能原因見表1。
1.24 步到位法
4步到位法維修是維修人員在了解機床宏觀組成結構——設計制造過程中系列化和標準化的零部件基礎上,遵照“故障記錄到位→診斷分析到位→故障維修到位→維修記錄到位”4個步驟,快速處理機床偶發性故障的一種具有綜合性特點的維修方法。
(1)故障記錄到位。機床故障時,操作者先停機保護現場(一般不要切斷電源),再詳細記錄故障細節并及時通知維修人員。故障記錄的內容主要有:什么時間、什么操作、什么報警、其他情況等。
(2)診斷分析到位。維修人員要立足于以往維修經驗的積累,綜合運用現代機床模塊化維修方法——原理分析法、報警信息分析法、數據/狀態檢查法、在線監控法、隔離法、強迫閉合法、程序測試法及工作介質流向法等,對故障診斷分析以快速判斷故障的可能原因和部位。
(3)故障維修到位。對磨損或損壞的機械零部件測繪、更換并檢測精度,對電氣元件、印刷電路板進行簡單維修或整體更換,對機床參數或加工程序進行修改等。最后確認各環節無誤后,機床空運轉并試切工件。
(4)維修記錄到位。機床復轉后,維修人員需將維修過程寫入《設備檔案》存檔,以便日后查閱。
2 偶發性故障實例分析
2.1 FANUC滾齒機回參考點失效致碰撞的故障分析
2.1.1 故障現象
一臺配置FANUC 0i Mate MD系統并用于圓柱直/斜齒輪、小錐度齒輪、鼓形齒輪和花鍵加工的YKX3132M型數控滾齒機(以下簡稱32MT),在執行有擋塊柵格法返回參考點操作過程中,伺服軸X壓下減速開關并反向移動時,突發滾齒刀與工裝碰撞(圖1),造成工裝底座破裂、滾齒刀破碎及X軸蝸輪蝸桿副精度喪失,現場運行各軸未發現任何異常。遂耗資近10萬元對32MT進行修復,但運轉半年后又發生了相同的設備事故。
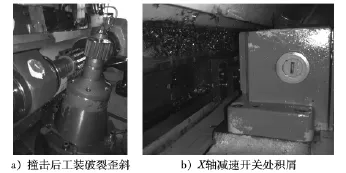
圖1 32MT數控滾齒機返回參考點時發生碰撞
2.1.2 診斷分析
基于X軸有擋塊柵格法返回參考點的機理分析,對32MT發生碰撞的原因展開排查。X軸返回參考點的CNC參數設定見表2。
(1)X軸返回參考點的機理分析(圖2)。①先將工作方式開關置手動回參考點方式,使G43(0,1,2,7)=(1,0,1,1),LCD的CNC狀態區顯示REF。②再點按X軸方向鍵使手動軸方向選擇信號G100.0/+Jx=1后,機床以參數#1424給定速度沿+x方向快速移動。③在參數#1006.5設定參考點返回方向與運動方向相反前提下,裝有減速擋塊的X軸工作臺壓下減速開關(PMC輸入信號X3.0=1)后,保持快速移動速度壓過減速開關(X3.0=0)并自動反向。④反向移動的工作臺再次壓下減速開關(X3.0=1)時,減速至參數#1425給定的FL速度運動;待其脫開減速開關(X3.0=0)后,繼續以FL速度低速運動。⑤系統找到X軸編碼器βiA128上第一個Mark點(柵格點)后,繼續移動由參數#1850設定的柵格偏移量并停止。此停止點就是機床X軸的參考點。

表2 X軸返回參考點的CNC參數設定

圖2 滾齒機偶發碰撞前返回參考點的動作示意
(2)原理分析法推斷32MT偶發碰撞的可能原因。依據X軸返回參考點的機理分析,在32MT偶發碰撞時,X軸工作臺的運動方向已由+x自動變為-x,減速開關信號X3.0已按“1→0→1”變化,工作臺也已減速至FL速度移動。若被壓下的減速開關再次脫開(X3.0=1→0),則X軸尋找第一個Mark點。一旦減速開關因積屑嚴重或油泥阻塞等不能脫開(X3.0=1),那么X軸會以FL速度朝工裝側持續移動,但不會尋找第一個Mark點。此時,若參數#1321[X]設定較大的X軸負方向軟極限,則X軸會以FL速度繼續朝工裝側移動而不呈現OT0501報警;若X軸負向硬極限SQ5(PMC輸入信號X3.4)的位置設置不當,則不能避免滾齒刀與工裝的碰撞發生。
2.1.3 解決措施及維修效果
①修改參數#1006.5=0,設定X軸手動參考點返回方向與運動方向相同(正方向)。②修改參數#1321[X]=40 mm,使滾齒刀靠近工裝軸線時負向軟極限生效。③修改參數#1850=3000,使X軸找到第一個Mark點后再移動3000個檢測單位。④更換X軸減速用三聯開關和新工裝。如此,X軸以#1424給定速度返回參考點并壓下減速開關后,減速至FL速度沿+x繼續移動,待減速開關脫開,X軸尋找第一個Mark點后,繼續移動#1850設定的柵格偏移量并停止(圖3)。

圖3 滾齒機排除故障后返回參考點的動作示意
32MT運行近2年時間,未再發生“回參考點失效導致碰撞”的故障,產品滾切質量穩定。
2.2 CNC車床無規律扎刀致工件報廢的故障分析
2.2.1 故障現象
一臺配置FANUC 0i TB系統并用于RE2B型車軸半精車削的LC34-300CNC臥式車床(以下簡稱34MT),加工過程中頻發無規律扎刀故障,多數位于車軸端面附近(圖4),少數位于車軸軸頸根部、防塵板座根部或防塵板座上。扎刀車軸絕大多數不能修復再用而報廢,1年內廢軸數量達12根,經濟損失近7萬元。
2.2.2 診斷分析
基于4步到位法維修要求,先用隔離法依次排除X軸滾珠絲杠副傳動精度異常、聯軸器松動的故障可能性,再用替代法更換X軸增量式編碼器αiA1000(圖5),但無規律扎刀故障仍存在。遂更換X軸編碼器線,34MT運行一段時間未出現扎刀故障。由此,判定34MT無規律扎刀是由數據線抗干擾性能下降或中間偶發斷線致數據傳輸異常造成的。
2.2.3 解決措施及維修效果
更換X軸編碼器線消除故障后,基于RE2B型車軸全長多為2181.8 mm且扎刀多數位于端面附近,對半精車削程序O0212進行了優化(圖6),以使扎刀引起廢軸的危害降至最低。優化內容:車刀沿-z向切削0.4 mm后,退刀并用指令M00等待操作者粗測車軸直徑;若直徑尺寸小于規定數值Φ152+0.5 0mm,則將0.4 mm厚的截面車削掉,重銑中心孔后車軸可繼續使用。
34MT運行數個月時間,再也沒有發生“無規律扎刀致工件報廢”的故障,操作者也熟悉了優化的零件程序并做到熟練操作。
2.3 SINUMERIK滾齒機軸移動偶然無效的故障分析
2.3.1 故障現象
一臺配置SINUMERIK 802D solution line系統(簡稱802Dsl)并用于直/斜齒輪、錐度齒輪及鼓形齒輪加工的YKX3132M型4軸數控滾齒機(以下簡稱324MT),按啟動方式0正常引導啟動后,經MCP上[方式選擇]鈕SA5、[軸選擇]鈕SA6和[+點動]鈕SB22使X軸返回參考點操作時,機床立柱/徑向滑座無任何移動跡象,LCD顯示器中x向坐標值處于參考點回歸狀態,屏幕未出現任何報警/提示信息。機床斷電重啟并執行X軸返回參考點操作,故障依舊。
2.3.2 診斷分析
基于4步到位法維修要求,采用在線監控法和數據/狀態檢查法,對324MT軸移動偶然無效的故障原因展開排查。
①同時按[SHIFT]切換鍵與[SYSTEM/ALARM]鍵,進入SYSTEM操作區基本畫面。②依次點擊畫面內[PLC]鍵、[PLC程序]鍵進入在線PLC程序畫面后,按下垂直軟鍵[程序模塊],移動光標鍵選擇并打開子程序SBR3(AXIS_CON),使PLC程序行定位至Network6(圖7)。③X軸返回參考點時,據PLC至NCK的接口信號V38001000.7(X軸延遲回參考點)已接通,可知:SA5、SA6的操作信號已輸入S7-200PLC并經由V38001000.7送至NCK進行了位置插補運算。④查看電控柜內X/Z軸的書本型雙軸電機模塊6SL3120-2TE21-0AA3上LED指示燈的狀態,READY燈正常點亮呈綠色、DC-LINK燈正常點亮呈黃色。綜上,推斷802Dsl中NCK部分的數據發生紊亂,造成參考點回歸時X軸移動失效。
2.3.3 解決措施及維修效果
在激活存取權限(保護等級1)前提下,進入SYSTEM操作區基本畫面內的NC啟動選項畫面,通過光標鍵選擇“用保存的數據引導啟動”并點擊[確認]鍵,將機內存儲的備份數據裝載至SRAM中,以覆蓋掉SRAM區的紊亂數據;系統自動重啟并用[復位]鍵清除PCU面板屏顯的004062報警后,執行X軸返回參考點操作,324MT動作正常。需注意的是,802Dsl調試完畢或個別數據/參數更改后,務必執行一次“機內存儲”操作,方可將SRAM區的全部內容(如機床數據、刀具參數、零點偏移、設定數據、R參數等)復制到高速閃存FLASH ROM區(數據備份區)。

圖4 車軸半精車削扎刀示意

圖5 X軸編碼器αiA1000示意

圖6 優化后的半精車削程序

圖7 YKX3132M型數控滾齒機程序在線查看
2.4 奧林康C50型切齒機系統加載失敗的故障分析
2.4.1 故障現象
一臺配置SINUMERIK 840D power line系統(簡稱840Dpl)并用于螺旋錐齒輪副加工的Oerlikon C50切齒機(以下簡稱C50),運行過程中偶發系統故障“COP32應用程序初始化失敗”(圖8)。該故障不僅造成C50的運行文件損壞,還使C50與P65型齒輪測量中心的通信中斷。

圖8 COP32應用程序初始化失敗畫面
2.4.2 診斷分析
對于COP32應用程序初始化失敗等故障,絕大多數是由于CNC系統運行中突發文件丟失、數據紊亂或硬盤損壞而引起的。這類似于工業計算機平臺下用Visual Basic,Visual C++或Delphi軟件開發的機床操作界面進入“死循環”。
2.4.3 解決措施及維修效果
對于COP32應用程序初始化失敗等故障,推薦使用USB存儲式全盤Ghost方法進行硬盤數據的一鍵還原操作,以求10 min內恢復機床運轉。
(1)用U盤進行硬盤數據一鍵還原操作,前提是已用格式FAT32、容量3~8 GB的U盤對先前運行正常的C50進行了全盤備份,并將對應的鏡像文件(如C50_292837.GHO和C50_2001.GHS)拷入U盤的根目錄下待用。
(2)針對還原過程中Ghost可能會異常中斷或者C50硬盤已損壞的情況,制作EBOOT USB啟動盤。①選擇運行正常的其他C50,PCU上電后右下角出現HMI_BASE版本號畫面時,鼠標點擊以進入Service Logon對話框。②在Service Logon對話框內輸入用戶名AUDUSER和密碼SUNRISE后,進入Service Center桌面。③雙擊我的電腦圖標My Computer,打開E盤目錄下TOOLS文件夾內Ghost32.EXE軟件后,運行Ghost。④選擇菜單Local->Disk->From Image,選擇文件D:Ebooteboot.gho,設定目標磁盤為USB DISK。⑤成功制作EBOOT USB啟動盤(圖9)。

圖9 EBOOT USB啟動盤圖標及其內容
(3)數據損壞情形的一鍵還原。①把EBOOT USB啟動盤插在PCU的USB端口。②在PCU啟動時點按OP面板的[alarm cancel]報警取消鍵或外置鍵盤的ESC鍵,屏顯引導菜單(圖10)。③點按[↓]向下翻頁鍵選中“3.USB HDD…”啟動C50,PCU經硬盤仿真模式進入圖11所示的Backup/Restore對話框。④根據畫面提示,點選U盤內擴展名為.GHO文件進行硬盤數據還原即可。

圖10 Oerlikon C50切齒機上PCU的引導菜單

圖11 Oerlikon C50切齒機的Backup/Restore對話框
3 結束語
一名優秀的維修人員應養成良好的維修習慣,即嚴格按照“4步到位法”進行維修,督促和指導設備操作者正確保養機床,帶領年輕維修人員合理運用診斷分析方法,快速排除機床偶發性故障,并在保持機床精度的前提下迅速恢復機床的運轉,同時細致總結維修心得,促使維修水平實現飛躍,做到實踐與理論的完美結合。
〔編輯 凌瑞〕
TG659
B
10.16621/j.cnki.issn1001-0599.2017.03.24
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
