一種汽車焊裝自動焊改進方法
2017-04-13 02:50:51溫強龍茅衛(wèi)東李金山戴競趙楊好
設備管理與維修 2017年2期
溫強龍,茅衛(wèi)東,李金山,戴競,趙楊好
(蕪湖凱翼汽車有限公司,安徽蕪湖241000)
一種汽車焊裝自動焊改進方法
溫強龍,茅衛(wèi)東,李金山,戴競,趙楊好
(蕪湖凱翼汽車有限公司,安徽蕪湖241000)
焊裝焊接自動化原理,生產過程中出現(xiàn)的問題及解決方案。電動缸特點。
自動焊;隨性機構;電動缸
0 前言
目前采用的電焊設備主要有手工點焊,專機多點焊和機器人焊。手工點焊設備簡單,采用普通電阻焊機,由手工操作焊鉗依次對車身每個焊點進行焊接,其生產線設備投資及維護成本低,靈活性好,但存在勞動強度高、效率較低、人工定位不精確、焊點質量一致性與焊點外觀質量較差等弊端,因此將難以滿足人們對汽車制造質量越來越高的要求。專機多點焊是采用多點焊機進行焊接,適用于焊裝結構形狀復雜、焊點密集、接頭搭邊小、操作困難、焊接質量難以保證等特征的工件,但是多點焊設備投資多、專用性強,只適用于某一種產品焊接,柔性差。機器人焊是由點焊機器人執(zhí)行,具有自動化程度高,柔性強,焊接質量好等優(yōu)點,但是其前期投資和后期維護成本高,回收期太長,投入產出比低,不利于快速推廣。
1 自動焊接方式介紹
傀儡焊。借助外界人工焊接對生產線上焊接通道不暢通、普通焊鉗不能焊接的零件進行的一種焊接,即通過焊鉗在輔助機構上進行焊接,輔助機構引至需要焊接的零件位置從而完成焊接。
自動焊。通過可編程控制器對焊鉗的運動軌跡及焊接參數(shù)進行自動控制,使焊鉗按照工藝的規(guī)定進行自動焊接。
傀儡焊、自動焊2種方法的區(qū)別在于自動焊不需要人工操作,傀儡焊需要人工操作。這2種焊接方式可以取代人工和機器人無法做到的特殊部位的焊接,但對零件質量要求(即零件一致性要求)較高,如零件精度達不到要求時,易引發(fā)焊接設備故障。
目前可編程控制器已大量運用到汽車焊接生產線,發(fā)展趨勢是不采用傀儡焊,完全采用自動焊,減少人工操作強度,進而降低企業(yè)的運行成本。
2 自動焊工作形式
(1)單面單點焊。焊接電源負極與焊接本體連接,焊接電源正極與電極連接,電極接觸焊件焊接,焊接1個點。背面無電極壓痕,如用于門蓋包邊固定,缺點是焊件易分流、焊接熔點差,只能作為定位。
(2)雙面單點焊。焊接電源正負極與傀儡焊鉗的動靜鉗臂連接在焊件上下側,焊接1個點。焊接熔點效果好,適用于大型、移動有困難的焊件,可以避免焊件焊接分流。如用于車身骨架裙邊焊接。缺點是1個電磁閥控制1個傀儡焊鉗,程序邏輯復雜,控制點多,故障率高。
(3)單面雙點原理。單面雙點焊是2臺變壓器和2個電極安放在焊件同一側,另一側采用導電銅墊板連接,同時焊接2個點。表面件無電極壓痕,生產率高,適用于大型、移動有困難的焊件,如用于大型客車側圍拼裝連接表面。缺點是焊接點易分流,出現(xiàn)弱焊和虛焊。
(4)雙面雙點電焊。2臺變壓器分別對焊件兩側成對電極供電,在1個循環(huán)中同時形成2個焊點。電源在同一瞬間的極性相反,相當于雙面單點焊,這種電路也叫推挽式電路。焊接質量高,但需專用變壓器,適用于大焊件的大量生產。表面件無電極壓痕,生產率高,適用于大型、移動有困難的焊件,是目前較完美的焊接方法。多用于骨架裙邊、地板連接板和側圍拼裝連接表面。
3 自動焊焊接方式
(1)固定式自動焊。通過程序控制焊機完成傀儡焊鉗預壓、加壓、焊接和休止全過程。
(2)隨行機構的自動焊。通過程序控制焊機完成傀儡焊鉗預壓、加壓、焊接和休止并發(fā)送信號給隨行機構推進下一個焊點位。
4 自動焊技術
4.1 自動焊簡介
焊裝線的裙邊氣動隨行自動焊主要分布在總拼線側圍定位焊拼臺、頂蓋定位焊拼臺和輪罩補焊焊拼臺,其將200 kV·A變壓器安裝于地板上,通過銅排延伸至氣動隨行機構傀儡焊鉗附近,通過空冷電纜將焊鉗與銅排連接,焊鉗在氣動驅動下,沿著直線導軌滑行,在電控程序的控制下,實現(xiàn)多點的焊接。
4.2 某車型自動焊結構(圖1)

圖1 自動焊結構圖
動作機構采用直線雙導軌,多點位置定位裝置設計,在滑臺上安裝感應塊,底座上安裝對應每一個焊點的檢測開關。采用SMC品牌的自鎖氣缸,供氣驅動氣缸時,氣壓頂起端鎖的活塞,氣缸解鎖運動。切斷氣源后,解鎖活塞靠彈簧力復位,使活塞桿被鎖住。多點自動焊不同于單點自動焊,多點焊需要冷卻水冷卻。
4.3 主要問題及解決方法
(1)目前隨行機構的自動焊每個焊接到位點都采用接近開關進行控制,在焊接過程中易出現(xiàn)焊渣脫落到接近開關造成誤動作。改善前(圖2a),自動焊到位檢測采用接近開關,焊接過程中易出現(xiàn)焊渣脫落到接近開關造成誤動作。改善后(圖2b),利用磁性氣缸的特點在氣缸上增加多個磁性開關,在焊接過程中焊渣不易脫落在磁性開關上避免焊接故障。
(2)氣動隨行機構在隨行過程中由于氣壓和流量不穩(wěn)定導致機械蠕動(爬行)造成到位點不準確出現(xiàn)設備故障。
采用型號為CDNA2T63-600-D自鎖氣缸來實現(xiàn)自動焊滑臺的機械停止,同時考慮到停止的穩(wěn)定性,采用三位閥來實現(xiàn)氣缸活塞處于中間位置,并在氣路中增加單獨控制自動焊滑移氣缸的減壓閥,把自動焊滑移氣缸的氣壓由原來系統(tǒng)氣壓0.4~0.6 MPa降到0.2~0.3 MPa。
前期通過PLC編程只能實現(xiàn)氣缸前進與后退,但還是無法對焊點位置精確定位,通過觀察與研究討論決定,在移動軌道上增加了機械限位裝置,并通過程序優(yōu)化實現(xiàn)自動焊的來回自動查找位置,直到找到目標焊點(圖3)。
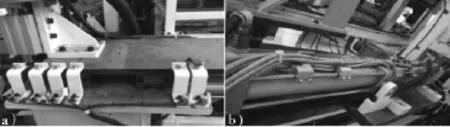
圖2 改善前后情況
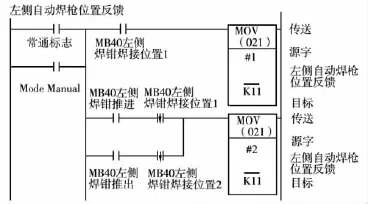
圖3 自動找點程序
4.4 電動缸特點
(1)閉環(huán)伺服控制,控制精度達到0.01 mm;精密控制推力,增加壓力傳感器,控制精度可達1%;很容易與PLC等控制系統(tǒng)連接,實現(xiàn)高精密運動控制。噪聲低、節(jié)能、干凈、高剛性、抗沖擊、超長壽命且操作維護簡單。電動缸可以在惡劣環(huán)境下無故障,防護等級可以達到IP66。長期工作,并且實現(xiàn)高強度、高速度、高精度定位,運動平穩(wěn)且噪聲低。可以實現(xiàn)在某車型大批量自動焊生產。
(2)電動缸維護成本低,電動缸在復雜環(huán)境下工作只需要定期注脂潤滑,無易損件需要維護更換,相比液壓和氣壓系統(tǒng),減少了大量的售后服務成本。在此方面,電動缸可以完全替代液壓缸和氣缸并且更環(huán)保、更節(jié)能,很容易與PLC電動缸等控制系統(tǒng)連接,實現(xiàn)高精密運動控制。
(3)配置靈活性。電動缸可以提供非常靈活的安裝配置,全系列的安裝組件。安裝前法蘭、后法蘭、側面法蘭、尾部鉸接、耳軸安裝、導向模塊等。可以與伺服電機成直線或平行安裝。
5 結語
以上改善只能適合小批量生產,大批量生產氣動隨行機構已經不能滿足要求,為解決此問題,可將氣缸改為電動缸形式。
〔編輯 利文〕
TH17
B
10.16621/j.cnki.issn.1001-0599.2017.02.32
