工藝參數對7075半固態鑄-鍛組織均勻性的影響
2017-04-14 10:32:43譚建波魏勝輝劉雪萍
河北科技大學學報 2017年2期
譚建波,魏勝輝,劉雪萍
(1.河北科技大學材料科學與工程學院,河北石家莊 050018;2.河北省材料近凈成形技術重點實驗室,河北石家莊 050018)
工藝參數對7075半固態鑄-鍛組織均勻性的影響
譚建波1,2,魏勝輝1,2,劉雪萍1,2
(1.河北科技大學材料科學與工程學院,河北石家莊 050018;2.河北省材料近凈成形技術重點實驗室,河北石家莊 050018)
在半固態模鍛過程中,經常會出現液相偏析現象,使零件中出現“弱點”或“弱區”,這些“弱點”或“弱區”通常又是潛在的裂紋源和服役條件下失效的起因。為了分析研究半固態模鍛液相偏析的影響因素,采用手工攪拌法制備半固態7075合金,利用壓力機及杯形實驗模具,進行7075半固態鑄-鍛成形,研究了合金溫度、壓頭預熱溫度、保持時間等工藝參數對7075半固態鑄-鍛組織均勻性的影響。結果表明:在一套模具內實現鑄造和鍛造是可行的;在壓頭預熱溫度為400 ℃,保持時間為2 s,成形比壓為50 MPa的條件下,隨著合金溫度的增加,杯形件的液相偏析度增加,組織越不均勻,當合金溫度為628 ℃時,杯形件的液相偏析度為14.02%;隨著壓頭預熱溫度的增加,杯形件的液相偏析度減小,組織越均勻;在合金溫度為621 ℃,成形比壓為50 MPa,壓頭預熱溫度為400 ℃時,隨著保持時間的增加,杯形件的液相偏析度減小,組織越均勻,當保持時間為4 s時,杯形件的液相偏析度為2.99%。該結果可為鋁合金半固態鑄-鍛成形工藝的制定和相關研究提供理論參考。
鑄造工藝與設備;半固態鑄-鍛;保持時間;7075合金;組織均勻性;液相偏析度
零件組織均勻化是零件成形制造領域的一個基本要求,在輕量化要求高的航天器、飛機、高速列車、汽車、坦克、火炮等零件制造中,組織均勻化要求更嚴格。然而,在實際的零件制造中又都存在一定的組織不均勻傾向,特別是近年來發展較快的半固態成形中,經常會出現液相偏析現象,造成零件的組織不均勻,而組織的不均勻性又會導致材料性能的不均勻,在零件中出現“弱點”或“弱區”,這些“弱點”或“弱區”通常都是潛在的裂紋源和服役條件下失效的起因。KANG等[1]的6061合金流變擠壓鑄造試驗結果表明,液相偏析是影響零件性能的主要因素。因此,如何實現零件的組織均勻化,是零件成形制造領域中的一個共性的關鍵問題。由于半固態合金是含有非枝晶固相的固液混合物,因此,在外力作用下成形時,液相比固相更容易流動而造成液相偏析。研究表明,許多合金在半固態成形中出現固液分離導致液相偏析,如A356,A357,2024,5083,6061,6082,7050,7075,2A50,A201,AZ91D,ZK60-RE,ADC12等[2-17]。本文利用自制的杯形件鑄-鍛試驗模具,研究了工藝參數對7075半固態鑄-鍛組織均勻性的影響,定量描述了工藝參數與液相偏析大小之間的關系,研究結果對半固態成形組織均勻性的控制有一定的參考價值。
1 試 驗
試驗所用材料為7075合金,其主要成分(質量分數):Zn (5.1%~6.1%),Mg(2.1%~2.9%),Cu (1.2%~2.0%),Si(0.40%),Fe(0.50%),Mn(0.30%),Cr (0.18%~0.28%),Ti(0.20%),余量為Al。
將購買的7075合金棒材切割成Φ32 mm×28 mm的圓柱形試塊,將切割好的圓柱形7075合金試塊放入試驗模具的下模中(如圖1所示,下模尺寸為Φ40 mm×Φ32 mm×60 mm,上模下部為Φ22 mm,上部為Φ32 mm),采用高頻加熱裝置將切割的試塊加熱到720 ℃冷卻,冷卻過程中用捆有熱電偶的鋼棒進行攪拌,到設定溫度后,放入成形設備中進行半固態鑄-鍛成形,成形過程如圖2所示。由圖2可以看出,圖2 a)為初始狀態,由圖2 a)到圖2 b),壓頭快速向下移動設定的距離(H1=13.5 mm),半固態合金由下部向上充填,但并沒有充填完畢,此階段成形壓力較低(鑄造成形階段),此后,短暫保持一定時間(保持時間為0,2,4 s,…,在這一段時間內半固態合金溫度下降,固相率提高),接著進行鍛造成形,壓頭向下移動距離為H2(2.5 mm),合金在較大壓力下繼續充填和結晶凝固。壓頭的行程過程如圖3所示。
圖1 試驗模具和試樣Fig.1 Experimental mold and dimensions of sample
圖2 流變鑄-鍛示意圖Fig.2 Schematic diagram of time-dependent rheoforging
具體試驗方案見表1,壓頭最大壓力為50MPa,第1階段壓頭下移速度為30mm/s,第2階段壓頭下移速度為3mm/s。將半固態鑄-鍛成形的試樣沿最大截面剖開,打磨、拋光、腐蝕后,采用掃描儀對試樣進行掃描,掃描后的試樣截面如圖4所示,通過金相組織觀察,高溫液相主要偏聚在試樣上部,為了定量描述試樣液相偏析大小,引入了液相偏析度的概念:將高溫液相所占面積A液與整個杯形試樣U型截面總面積A總的百分比稱為液相偏析度,即
液相偏析度=(A液/A總)×100%,
(1)
式中:A液為試樣U型截面高溫液相面積;A總為試樣U型截面總面積。

圖3 壓頭的行程過程Fig.3 Stroke curves of upper die
圖4 試樣截面Fig.4 Sample cross section
2 結果與分析
2.1 合金溫度對7075半固態鑄-鍛組織均勻性的影響
經分析計算,不同合金溫度下杯形件試樣液相偏析度如圖5所示。由圖5可以看出,隨著合金溫度的提高,液相偏析度是逐漸增加的。這是因為合金溫度越高,合金中的液相越多,在進行半固態鑄-鍛時,由于液相優于固相領先流動,造成液相總是聚集在最后充型部位。通過金相組織觀察,杯形件試樣上部高溫液相區域與其他部位顯微組織差別較大,試樣上部存在較多高溫液相形成的共晶組織,如圖6所示,這樣,就造成了試樣上部和其他部位的組

表1 半固態鑄-鍛成形參數

圖5 不同合金溫度下的液相偏析度Fig.5 Liquid phase segregation degree under different alloy temperature
圖6 合金溫度為623 ℃時的試樣截面及微觀組織Fig.6 Sample cross section and microstructure under alloy temperature of 623 ℃
織不均勻,因此,嚴格控制半固態合金成形溫度,對成形零件的組織均勻性是非常有利的。
2.2 壓頭預熱溫度對7075半固態鑄-鍛組織均勻性的影響
不同壓頭預熱溫度下杯形件試樣液相偏析度如圖7所示。由圖7可以看出,隨著壓頭預熱溫度的提高,液相偏析度是逐漸減小的。通過金相組織觀察,杯形件試樣上部也存在較多高溫液相形成的共晶組織,如圖8所示,因此,提高壓頭的預熱溫度,對成形零件的組織均勻性是非常有利的。

圖7 不同壓頭預熱溫度下的液相偏析度Fig.7 Liquid phase segregation degree under different head preheating temperature
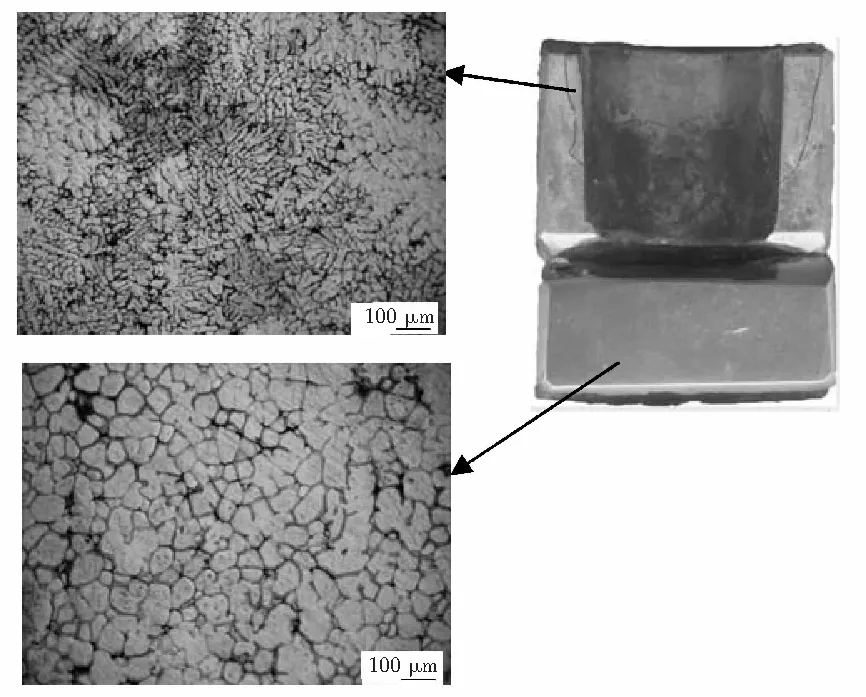
圖8 壓頭預熱溫度為300 ℃時的試樣截面及微觀組織Fig.8 Sample cross section and microstructure under head preheating temperature of 300 ℃

圖9 不同保持時間下的液相偏析度Fig.9 Liquid phase segregation degree under different holding time
2.3 保持時間對7075半固態鑄-鍛組織均勻性的影響
圖9是不同保持時間下杯形件試樣液相偏析度的情況。由圖9可以看出,隨著保持時間的延長,杯形件上部高溫液相面積逐漸減少,其原因是隨著保持時間的增加,合金溫度下降,合金中固相增加。
研究表明,對于半固態合金,可把其看成多孔性的金屬材料,固相顆粒部分互相接觸且液相充滿晶間空間。半固態合金在受到壓力變形時,可用多孔介質的毛細管模型來解釋固液兩相的分離現象。在多孔介質中,流過一個孔道的流量為[18]

(2)
式中:η為表觀黏度;d為孔道直徑;Δp為壓力差;L為孔道長度。
由式(2)可以看出,只要半固態合金中存在液相可以自由流動的通道和壓力差,液相一定會從壓力大的區域流向壓力小的區域,使液相發生流動,液固兩相發生分離。
隨著保持時間的延長,半固態合金的溫度就會降低,固相率就會增加,固相率與合金溫度之間的關系為[19]

(3)
式中:fs為固相率;TM為純溶劑的熔點;TL為合金的液相線溫度;k為平衡分配比值。
而表觀黏度隨固相率的增加而增加,表觀黏度與固相率之間的關系[20]為
η=Aexp(Bfs),
(4)
式中:A,B為系數。
由以上分析可知,隨著保持時間的延長,流過孔道的流量就會減小,另外,初生固相也會長大,造成孔道直徑d的減小。因此,隨著保持時間的延長,高溫液相偏析會減少。
3 結 論
實現零件的組織均勻化,是零件成形制造領域追求的目標,由于半固態合金是含有非枝晶固相的固液混合物,因此,在外力作用下成形時,由于液相比固相更容易流動而產生液相偏析。在半固態鑄-鍛成形過程中,成形工藝參數對零件液相偏析影響較大,本文以7075合金為例,研究了合金溫度、壓頭預熱溫度、保持時間對半固態鑄-鍛杯形件組織均勻性的影響規律,研究結果可為鋁合金半固態鑄-鍛成形工藝的制定和相關研究提供理論參考。
/
:
[1]KANGCG,LEESM.Theeffectofsolidfractionandindirectforgingpressureonmechanicalpropertiesofwroughtaluminumalloyfabricatedbyelectromagneticstirring[J].TheInternationalJournalofAdvancedManufacturingTechnology, 2009,42(1):73-82.
[2] M?LLER H,CURLE U A,MASUKU E P. Characterization of surface liquid segregation in SSM-HPDC aluminium alloys 7075,2024,6082 and A201[J].Transactions of Nonferrous Metals Society of China,2010,20(3):847-851.
[3] GOVENDER G,M?LLER H. Evaluation of surface chemical segregation of semi-solid metal cast aluminium alloy A356[J].Solid State Phenomena,2008,751(141):433-438.
[4] WANG S C,LI Y Y,CHEN W P. Microstructure evolution of semi-solid 2024 alloy during two-step repeating process[J].Transactions of Nonferrous Metals Society of China, 2008,18(4):784-788.
[5] SEO P K,KIM D U,KANG C G. The effect of the gate shape on the microstructural characteristic of the grain size of Al-Si alloy in the semi-solid die casting process[J].Materials Science and Engineering: A,2007, 445/446:20-30.
[6] 肖文華.半固態5083鋁合金壓縮行為及觸變軋制研究[D].廣州:華南理工大學,2011. XIAO Wenhua. Study on Compression Behavior and Thixo-Rolling of Semi-Solid 5083 Aluminum Alloy[D]. Guangzhou: South China University of Technology,2011.
[7] 錢福梅.2024鋁合金半固態觸變模鍛過程研究及數值模擬[D].哈爾濱:哈爾濱工業大學, 2011. QIAN Fumei. Research on the Semi-Solid Thixoforging Process and Numerical Simulation of Aluminum Alloy 2024[D]. Harbin: Harbin Institute of Technology, 2011.
[8] DU Z M,CHEN G,CHENG Y S, et al. Inhomogeneity of density and mechanical properties of A357 aluminum alloy backward extruded in semi-solid state[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10):2285-2293.
[9] 陳剛.2A50鋁合金半固態模鍛成形的組織性能不均勻性研究[D].哈爾濱:哈爾濱工業大學,2009. CHEN Gang. Research on Inhomogeneity of Microstructure and Mechanical Properties for 2A50 Aluminum Alloy Prepared by Thixoforging[D]. Harbin: Harbin Institute of Technology, 2009.
[10]譚建波,王子超,王東旭.杯形件半固態模鍛充型過程模擬及實驗驗證[J].河北科技大學學報,2015, 36(3):313-318. TAN Jianbo, WANG Zichao, WANG Dongxu. The simulation and verification of the filling process of cup shell semi-solid die forging[J].Hebei University of Science and Technology,2015, 36(3):313-318.
[11]VIEIRA E, FERRANTE M. Prediction of rheological behaviour and segregation susceptibility of semi-solid aluminium-silicon alloys by a simple back extrusion test[J].Acta Materialia,2005, 53(20):5379-5386.
[12]秦晉.鋁合金T型件半固態填充-塑性流動一體化模鍛研究[D].哈爾濱:哈爾濱工業大學,2010. QIN Jin. Investigation of T-Shaped Workpiece Semi-Solid Aluminum Alloy Filling-Plastic Flowing inThixoforging[D]. Harbin: Harbin Institute of Technology, 2010.
[13]LIU D, ATKINSON H V, KAPRANOS P, et al. Effect of heat treatment on structure and properties of thixoformed wrought alloy 2024[C]//Proceedings of the 7th International Conference on Semi-Solid Processing of Alloys and Composites.[S.l.]: [s.n.],2002:311-316.
[14]譚建波,楊帥,李祎超.半固態6061合金流變鑄-鍛成形及組織均勻性[J].特種鑄造及有色合金,2015,35(6): 561-565. TAN Jianbo,YANG Shuai,LI Yichao.Research on forming process and microstructure uniformity of semi-solid rheological casting-forging 6061 alloy[J]. Special Casting & Nonferrous Alloys, 2015,35(6): 561-565.
[15]王順成, 戚文軍,鄭開宏.半固態模鍛ZL101鋁合金車輪的組織與力學性能[J]. 材料熱處理學報, 2013,34(5):116-120. WANG Shuncheng, QI Wenjun, ZHENG Kaihong. Microstructureand mechanical properties of semisolid forged ZL101 aluminum alloy wheel[J]. Transactions of Materials and Heat Treatment, 2013,34(5):116-120.
[16]譚建波,楊帥,李祎超.工藝參數對半固態流變鑄-鍛6061合金成形性的影響[J]. 河北科技大學學報, 2016,37(1):65-69. TAN Jianbo, YANG Shuai, LI Yichao. Effect of technological parameters on formability of semi-solid rheological casting-forging 6061 alloy[J]. Journal of Hebei University of Science and Technology, 2016,37(1):65-69.
[17]王子超,譚建波.鋁合金半固態模鍛技術研究現狀[J].鑄造設備與工藝,2016(1):54-58. WANG Zichao, TAN Jianbo. Research status of aluminum alloy semisolid die forging technology[J].Foundry Equipment and Techno-logy, 2016(1):54-58.
[18]KAPRANOS P, LIU T Y, ATKINSON H V, et al. Investigation into the rapid compression of semi-solid alloys slugs[J]. Journal of Materials Processing Technology, 2001,111(1/2/3):31-36.
[19]FLEMINGS M C. Behavior of metal alloys in the semi-solid state[J]. Metallurgical Materials Transactions A, 1991,22(5):957-981.
[20]JOLY P A, MEHRABIAN R. The rheology of a partially solid alloy[J]. Journal of Materials Science, 1976,11(8): 1393-1418.
Influence of process parameters on the uniformity of microstructure of semi-solid casting-forging 7075 alloy
TAN Jianbo1,2, WEI Shenghui1,2, LIU Xueping1,2
(1.School of Material Science and Engineering, Hebei University of Science and Technology, Shijiazhuang, Hebei 050018, China; 2.Hebei Key Laboratory of Material Near-Net Forming Technology, Shijiazhuang, Hebei 050018, China)
Liquid phase segregation frequently occurs in the process of semi-solid die forging, which makes the parts appear “weak point” or “weak region”, and usually, the “weak point” or “weak area” is the reason of crack and service condition failure. In order to analyze the influencing factors for the liquid phase segregation of the semi-solid die forging, in this paper, the sample of semi-solid 7075 alloy is prepared by hand stirring method. The casting-forging forming of the sample is made by means of press machine and cup mould to research the influence of alloy temperature, head preheating temperature, hold time and other process parameters on the uniformity of the microstructure. The results show that the semi-solid casting-forging process is feasible within a set of mold. Under the conditions of head temperature of 400 ℃, hold time of 2 s and the forming pressure of 50 MPa, the liquid phase segregation degree of cup sample increases, the uniformity of the microstructure becomes worse with increasing of alloy temperature. The segregation degree is up to 14.02% when the alloy temperature is 628 ℃. The liquid phase segregation degree of cup sample decreases and uniformity of the microstructure becomes better along with increasing of head preheating temperature. Under the conditions of alloy temperature of 621 ℃, the forming pressure of 50 MPa, and head preheating temperature of 400 ℃, the liquid phase segregation degree of cup sample decreases, the uniformity of the microstructure becomes better along with increasing of the hold time. The segregation degree is up to 2.99% when the hold time is 4 s. The results could provide theoretical reference for the process formulation and experimental research of aluminum alloy semi-solid casting-forging forming.
foundry technique and equipment; semi-solid casting-forging; hold time; 7075 alloy; uniformity of the microstructure; liquid phase segregation degree
1008-1542(2017)02-0196-06
10.7535/hbkd.2017yx02015
2016-09-10;
2016-11-08;責任編輯:王海云
河北省自然科學基金(E2014208087);河北省高等學校科學技術研究項目(ZD2015003);河北省引進留學人員資助項目(C201400515)
譚建波(1964—),男,河北定州人,教授,博士,主要從事半固態成型技術與理論方面的研究。
E-mail: tanjian1998@163.com
TG146.4
A
譚建波,魏勝輝,劉雪萍.工藝參數對7075半固態鑄-鍛組織均勻性的影響[J].河北科技大學學報,2017,38(2):196-201.
TAN Jianbo, WEI Shenghui, LIU Xueping.Influence of process parameters on the uniformity of microstructure of semi-solid casting-forging 7075 alloy[J].Journal of Hebei University of Science and Technology,2017,38(2):196-201.
