復合材料網格-蒙皮構件缺陷形成機制及控制技術研究
2017-04-25 05:18:22李健芳李桂洋郭鴻俊杜寶憲李艷霞
導彈與航天運載技術 2017年1期
李健芳,李桂洋,郭鴻俊,杜寶憲,李艷霞
(1. 航天材料及工藝研究所,北京,100076;2. 北京航空航天大學,北京,100191)
復合材料網格-蒙皮構件缺陷形成機制及控制技術研究
李健芳1,李桂洋1,郭鴻俊1,杜寶憲1,李艷霞2
(1. 航天材料及工藝研究所,北京,100076;2. 北京航空航天大學,北京,100191)
基于缺陷產生機理及多件復合材料網格-蒙皮構件缺陷檢測數據統計結果,分析復合材料網格-蒙皮構件常見的缺陷類型及影響制造缺陷的工藝因素與結構因素;采用工藝仿真分析了加壓點及壓力對缺陷的影響規律,制定了工藝控制措施;通過Ф1 m典型網格-蒙皮構件成型質量及軸壓破壞試驗驗證工藝控制措施有效性及內部質量提高對承載能力的貢獻。結果表明:優化網格筋條預壓實工藝、提高固化壓力能夠有效減少復合材料網格-蒙皮構件制造缺陷,提高內部質量及構件承載能力。
復合材料;熱壓罐工藝;制造缺陷
0 引 言
復合材料網格-蒙皮結構具有優異的抗彎、抗屈曲性能,承受軸壓和外壓載荷能力強,結構效率突出[1~3],廣泛應用于航天主承力結構。為同時滿足承力、部段對接及零件安裝等要求,復合材料網格-蒙皮構件通常包含網格筋條、蒙皮、端框、局部加厚區及局部開口等多種結構特征,成型工藝尤為復雜。而復合材料成型過程是在高溫高壓條件下、材料固化與結構成型同時完成的過程,材料內部的化學反應歷程無法直接監測,工藝參數精確控制難度極大,導致復雜構件經常產生孔隙、疏松甚至分層缺陷,影響了復合材料構件質量及性能。嚴重地,將明顯降低承載能力,造成產品報廢。
國內外對L形、非等厚層板等單一結構特征構件缺陷形成機制研究較多,對結構復雜的網格-蒙皮回轉體構件缺陷形成機制研究較少[4]。本文針對復合材料網格-蒙皮構件,從缺陷產生機理出發,梳理制造缺陷的主要影響因素,采用工藝仿真與試驗相結合的方法,研究缺陷與影響因素間的規律,制定相應工藝控制措施,通過典型網格-蒙皮構件成型質量及軸壓破壞試驗驗證工藝控制措施的有效性及承載能力。
1 制造缺陷影響因素辨識及關聯規律
復合材料構件制造缺陷形成機制復雜,影響因素眾多[5~8],本文分別從成型工藝及結構兩方面開展相關研究。
1.1 成型工藝因素
本文統計的缺陷類型均為超聲波無損檢測結果,執行GJB1038.1A《纖維增強復合材料無損檢驗方法》超聲波檢驗部分中的相關標準。依據超聲波信號在復合材料內部傳播過程中在缺陷處、材料底表面的反射信號波形的相對關系來判定缺陷類型,如果層間反射信號幅度高且底波消失,則判定為分層缺陷。圖1為不同深度分層缺陷部位取樣后的微觀形貌。
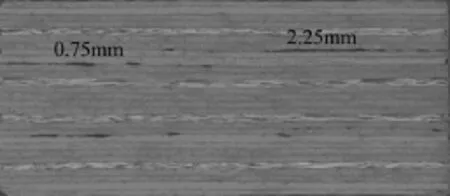
圖1 不同深度分層缺陷微觀形貌
圖1顯示了分布在不同深度層間的不同尺寸的氣孔缺陷,缺陷沿層間的長度范圍為 0~2.25 mm,而不是整個缺陷區域內的貫通性分層缺陷,這種“分層缺陷”的產生機理與孔隙、疏松缺陷產生機理相同,即在復合材料固化過程中,由于鋪層帶入的空氣、預浸料吸收的水分及預浸料本身含有的溶劑等小分子物質未排除干凈,溫度升高時,樹脂黏度逐漸降低,孔隙內壓力增大或相鄰孔隙聚集使孔隙增大,而外壓不足以壓潰孔隙,當樹脂黏度驟增,開始凝膠時,孔隙或增大的孔隙則被固化在制品中,產生孔隙等缺陷。因此,孔隙等缺陷問題可以轉化為樹脂壓力問題。
在復合材料構件固化過程中,與樹脂壓力相關的主要工藝參數為加壓點溫度和壓力值。研究中選取MT300/603熱熔法預浸料,采用小型壓機設備,從加壓點溫度、壓力值這兩個關鍵工藝參數出發,開展對孔隙缺陷影響規律的研究。
1.1.1 以加壓點溫度作為變量
工藝條件:制備100 mm×100 mm、厚度為10 mm的平板試件,溫度從室溫至180 ℃,升溫速率為30 ℃/h,溫度分別為110 ℃、120 ℃、130 ℃、140 ℃及150 ℃時,逐漸加壓至0.7 MPa,恒溫1 h,升溫至180 ℃后恒溫4 h。
圖 2為不同加壓點溫度下,固化后試板取樣孔隙率變化曲線。
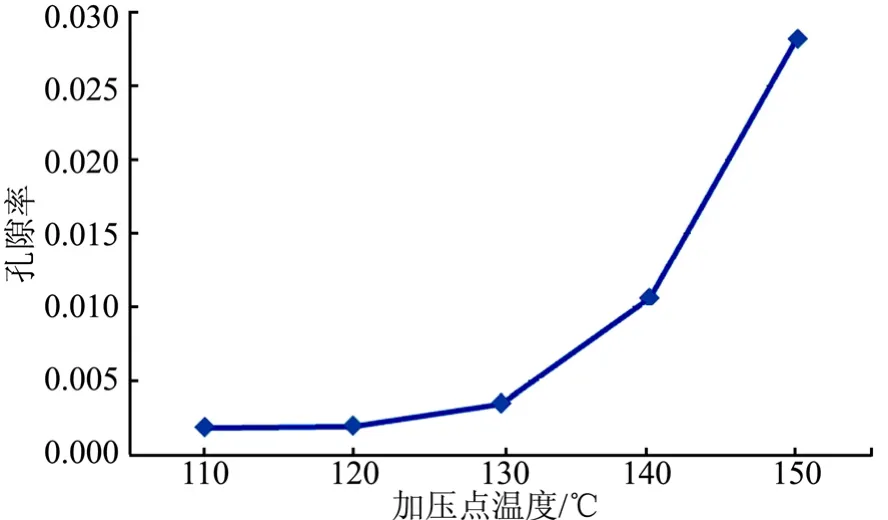
圖2 MT300/603試板孔隙率與加壓點溫度的關系
由圖2可以看出,相同壓力下,隨著加壓點溫度增加,試樣內部孔隙率逐漸增大。在加壓點溫度較低時,樹脂黏度低,流動性好,在壓力作用下孔隙容易隨著樹脂流動排除;當加壓點溫度較高時,樹脂反應程度逐漸加劇,樹脂黏度隨之增大,孔隙難以在壓力作用下排除,從而形成較多的孔隙缺陷。但工程實踐中,存在多個流膠通道時,為避免壓力過早施加造成樹脂膠液大量流失,纖維體積含量過高,必須綜合考慮,制定適當的加壓點溫度。無流膠通道的半包覆固化方式,可以采用較低的加壓點溫度。
1.1.2 以壓力值作為變量
工藝條件:制備100 mm×100 mm、厚度為10 mm的平板試件,溫度從室溫至180 ℃,升溫速率為30 ℃/h,當溫度升至130 ℃時,壓力分別為0.1 MPa、0.4 MPa、
0.7 MPa、0.9 MPa及1.1 MPa,恒溫1 h,升溫至180 ℃后恒溫4 h。
圖3為不同壓力下,固化后試板取樣孔隙率變化曲線。
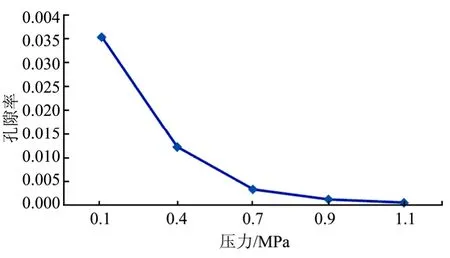
圖3 MT300/603試板孔隙率與壓力的關系
由圖3可以看出,相同加壓點溫度下,當壓力從0.1~1.1 MPa變化時,試樣內部孔隙率明顯降低,隨著外部壓力增加,外壓與孔隙內部壓力差增大,有利于孔隙的排除。但在工程實踐中,須綜合考慮熱壓罐設備能力等問題,制定適當的壓力值。
1.2 結構因素
北京航空制造工程研究所統計了上萬件具有典型幾何特征的飛機用簡單復合材料結構件缺陷類型、數量及分布數據,統計結果顯示制造缺陷與制件的結構形式具有一定的關聯性[4]。
本研究提取了直徑為2 000 mm復合材料網格-蒙皮柱段構件的典型結構特征:網格筋條、蒙皮、蒙皮加厚區、窗口加厚區及端框。對已成型的12件柱段產生的缺陷類型、數量及位置分布進行了統計分析,結果如表1所示。
表1 復合材料網格-蒙皮構件缺陷統計 單位:個
從表 1可以看出,蒙皮區基本不出現缺陷,網格筋條及其它厚度較大部位更容易產生缺陷,一般筋條上產生的缺陷單個面積較小,加厚區部位缺陷面積略大,但具體缺陷位置、尺寸隨機,無規律性。由于網格筋條基數大,其產生的缺陷數量最多,前端框厚度最大,也是產生缺陷數量較多的部位。因此,網格筋條及大厚度端框是復合材料網格-蒙皮構件內部質量控制的關鍵因素。
對于復合材料網格-蒙皮構件來說,結構因素對制造缺陷的影響規律為:
a)網格筋條作為數量最大的結構特征,對質量一致性控制的要求非常高,目前以手工操作為主的條件下,出現缺陷的概率最大。
b)鋪層厚度超過20 mm時,對孔隙、分層等缺陷影響較大。熱熔法預浸料樹脂含量較低,固化時不放置吸膠材料,構件較厚時,樹脂在厚度方向上滲透率很低,內部小分子無法透過厚度方向完全排出。網格筋條一般窄而高,也可以視為厚度較大的層合結構。
c)蒙皮作為面積最大的區域,因其相對較薄的壁厚不易出現缺陷。
d)孔隙、疏松及分層缺陷在各個結構特征區域內,具體產生的位置、尺寸具有隨機性,無明顯規律。
2 復合材料網格-蒙皮構件缺陷控制
以固化過程中的壓力值為變量,采用工藝仿真分析方法,對網格筋條及蒙皮區域內的成型壓力、纖維密實性進行模擬計算,優化固化工藝參數,制定工藝控制措施。
針對MT300/603復合材料熱壓罐成型固化過程物理化學變化進行分析:a)基于傅里葉熱傳導方程,建立考慮樹脂固化反應放熱的三維熱傳導/固化反應模型;b)基于 Fortran語言編制有限元分析程序,用于描述熱壓罐成型過程中復合材料內部溫度和固化度變化規律。將預浸料疊層假設為三維多孔介質結構,基于Biot固結理論,建立預浸料疊層在熱壓罐成型過程中的樹脂流動/纖維密實數學模型,描述樹脂流動和纖維密實導致的纖維分布狀態的變化。
以直徑1 m網格-蒙皮構件為研究對象,如圖4所示,進行熱壓罐成型工藝過程仿真,模擬 MT300/603材料體系在加壓點溫度下,固化壓力對復合材料內部樹脂流動/纖維密實性的影響,分析固化壓力對內部孔隙等缺陷的影響,進而提出工藝控制優化措施。

圖4 網格-蒙皮結構件
選取了典型結構單元中二維剖面進行模型的簡化,如圖5所示。蒙皮外表面為樹脂流膠邊界,并在該表面施加法向均布外力。
圖5 樹脂流動/纖維密實模擬的二維幾何模型
模擬計算中,進行了加壓邊界、邊界條件的設置、有限元網格的劃分。為了分析復合材料制件不同位置在成型過程中的變化差異,選取了5個典型位置進行纖維體積含量的分析,分別為:區域1,經過3次預壓實筋條底部;區域2,經過2次預壓實筋條中部;區域3,經過2次預壓實筋條頂部;區域4,經過1次預壓實蒙皮部分;區域5:直接進行固化的蒙皮部分。
根據MT300/603熱熔法預浸料預壓實制度(80 ℃保溫0.5 h,熱壓罐內壓力為0.3 MPa)、固化制度(130 ℃保溫1 h+180 ℃保溫4 h,熱壓罐內壓力0.6 MPa),對復合材料網格-蒙皮構件成型結束后的厚度方向位移和纖維含量變化進行了仿真分析,如圖6、圖7所示。
圖6 復合材料成型后厚度方向位移示意
從圖6看出,固化后靠近筋條部位的蒙皮在厚度方向的位移比較明顯,越靠近筋條,位移越小,筋條底部位移幾乎為零。表明在固化成型過程中施加的外壓力傳遞到筋條部位的有效壓力小于蒙皮,且越靠近筋條底部壓力越小,當筋條所受外壓力不足以抑制孔隙等缺陷時將在固化后形成缺陷。因此,為保證筋條密實性,需要在筋條纏繞過程中,增加預壓實過程,使筋條底部充分密實。
圖7 復合材料成型后纖維含量示意
由圖 7可以看出,蒙皮部位纖維體積含量高,在61.3%~63.7%波動,而筋條區域大部分維持在 59.35%左右,僅比初始纖維含量 58.7%略微提高,在蒙皮與筋條交叉位置,出現一個逐漸過渡的區域。仿真分析結果與實際情況吻合。纖維含量的變化也體現出外加成型壓力不容易傳遞到模腔內的筋條部位,使得筋條區域與蒙皮區域的整體成型受力狀態有較大的差異,蒙皮在成型壓力作用下能夠獲得較充分的樹脂流動和較好的纖維密實,而模腔內的筋條區域受到的有效成型壓力不足,使得固化過程中欠缺整體樹脂流動、纖維密實程度相較蒙皮不足,在兩者的交叉位置拐角區域,壓力的差異造成蒙皮側纖維密實程度更高而筋條側因壓力偏小而發生樹脂富集,從而可能呈現出富脂、孔隙甚至分層缺陷。實際產品固化后無損檢測結果顯示,蒙皮區缺陷發生的概率遠小于筋條,與仿真分析結果吻合。
基于復合材料構件固化后內部質量對壓力的敏感性,分別選取固化壓力為0.3 MPa、0.4 MPa、0.5 MPa、0.6 MPa、0.7 MPa和0.8 MPa,對不同固化壓力下各區域內的纖維密實程度進行了仿真分析,分別考察不同位置的纖維含量變化情況,如圖8所示。由圖8可以看到,不同成型壓力對最終的纖維體積含量影響顯著。筋條區域底部傳遞的有效壓力很小,導致纖維含量在固化成型過程中基本保持不變之外,其他區域的纖維體積含量都會隨著成型壓力的升高而增加,表明隨著固化壓力增加,各部位樹脂壓力也隨之增加,使纖維更加密實,較大的固化壓力有利于小分子物質排出,減少或消除孔隙等缺陷。
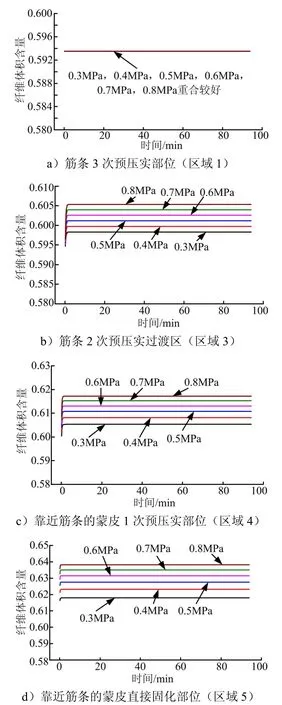
圖8 不同成型壓力對相同位置纖維含量變化的影響
在復合材料網格-蒙皮構件成型工藝方面,筋條一般采用2次預壓實,以便內部小分子物質的排出及預浸料密實,通常的控制措施為:筋條纏繞至高度的2/3左右時,進行第1次預壓實,筋條纏滿后,再進行第2次預壓實。通過工藝仿真分析,筋條內部壓力傳遞困難,筋條底部區域的壓力很低,因此,筋條第 1次纏繞至2/3高度時預壓實的效果并不理想,可適當降低第1次筋條纏繞高度,充分壓實筋條底部區域的預浸料。在后續驗證件成型過程中,將第1次筋條纏繞高度降至1/2,然后進行第1次預壓實,以便充分壓實筋條底部區域。
通過工藝仿真,分析了固化壓力對網格-蒙皮結構纖維密實性、纖維體積含量的影響,結果表明:a)采用的工藝制度中加壓溫度能夠滿足產品固化要求;b)不同成型壓力對最終的纖維含量影響顯著,除筋條區域底部纖維體積含量在固化成型過程中基本保持不變外,其他區域纖維含量都會隨著成型壓力的升高而增加,可在原固化制度中0.6 MPa的固化壓力基礎上適當提高固化壓力,結合工藝試驗驗證,最終確定固化壓力,從而有效減少孔隙等缺陷的產生。
3 試驗驗證
通過對復合材料網格-蒙皮構件缺陷形成因素的梳理分析及關鍵工藝參數的仿真優化分析,提出量化工藝控制措施及優化的工藝控制參數,采用MT300/603熱熔法預浸料,制備直徑為1 m的典型網格-蒙皮構件。固化成型后,通過超聲波無損檢測,表征其內部質量,通過軸壓破壞試驗,考核其軸壓承載能力,并與以往同類構件進行對比分析,驗證工藝控制措施的有效性及內部質量提高對承載能力的貢獻。
圖9為直徑為1 m典型網格-蒙皮構件軸壓試驗安裝狀態,圖10為試驗件軸壓失穩破壞后的外觀情況。

圖9 直徑為1m網格-蒙皮構件軸壓破壞試驗安裝狀態

圖10 試驗件失穩情況
表 2為試驗件內部質量及軸壓試驗情況。從表 2中可以看出,本研究制備的直徑為1 m的典型網格-蒙皮構件缺陷面積為0.42%,不僅滿足小于1%的技術要求,較以往同類構件內部質量也有一定程度提高,驗證了工藝控制措施的有效性,其軸壓破壞載荷為791 kN,略高于以往2件同類結構、同材料體系構件的軸壓破壞載荷。在破壞模式相當的前提下,試驗件的內部質量情況是影響承載性能的因素之一,加強筋是受壓縮載荷的主要結構,其內部缺陷面積大,在加載過程中,缺陷促進了裂紋的擴展,導致承載性能下降。另外,纖維角度準確性、纖維平直性、纖維體積含量等因素,也是影響軸壓承載性能的重要因素。因此,要建立復合材料構件承載能力與內部缺陷間的關聯規律,必須進行大量的試驗考核驗證。
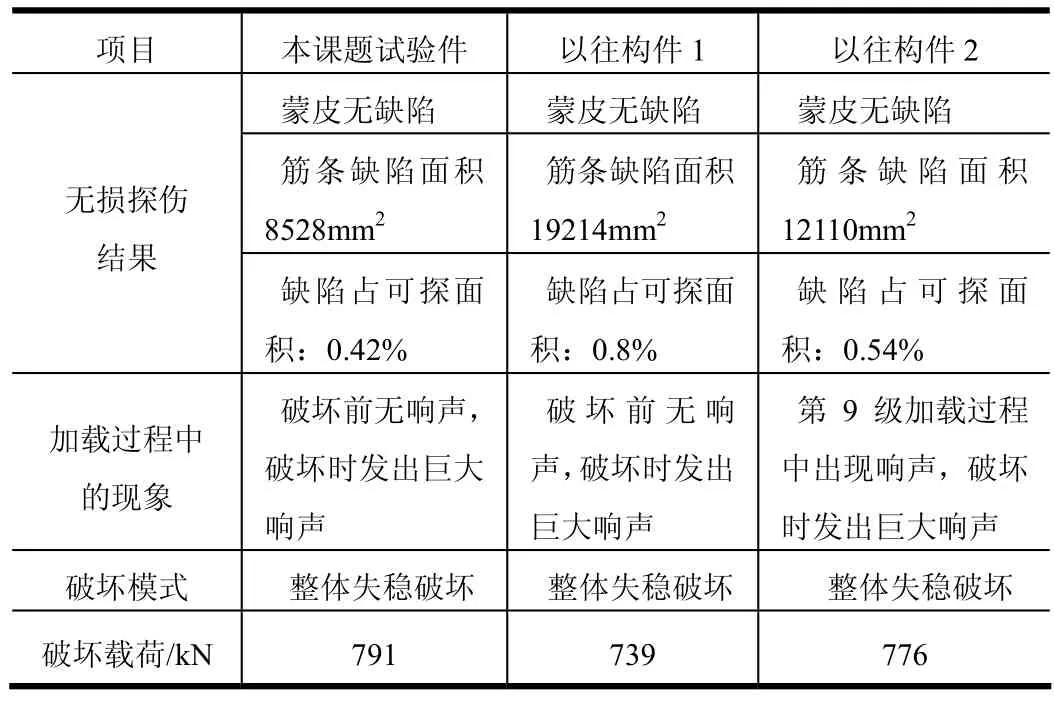
表2 典型網格-蒙皮構件質量及軸壓試驗情況
4 結 論
通過對復合材料網格-蒙皮構件缺陷形成機制及控制技術的研究可以得出以下結論:
a)采用熱壓罐固化的復合材料網格-蒙皮構件,網格筋條產生缺陷的概率最大。
b)影響復合材料網格-蒙皮構件制造缺陷的主要工藝因素為加壓點溫度和壓力值;主要結構因素為網格筋條、局部加厚區及厚端框,蒙皮區不容易出現缺陷。
c)在材料體系加壓點溫度適宜的前提下,提高熱壓罐壓力,能夠有效促進纖維密實及小分子物質的排出,有利于減少復合材料網格-蒙皮構件內部缺陷,提高內部質量及承載能力。
[1]杜善義, 章繼峰, 張博明. 先進復合材料格柵結構(AGS)應用與研究進展[J]. 航空學報, 2007, 28(2): 419-421.
[2]馬斌捷, 盛祖銘, 賈亮, 王淑范. 軸外壓作用下復合材料網格加筋柱殼蒙皮鋪層和筋條角度優化分析[J]. 導彈與航天運載技術, 2009(1): 41-42.
[3]提亞峰, 唐國金. 在軸、外壓聯合作用下的C/E復合材料網格纏繞結構的設計與分析[J]. 導彈與航天運載技術, 2005(5): 37-38.
[4]王雪明, 謝富原, 李敏, 戴棣, 等. 熱壓罐成型復合材料復雜結構對制造缺陷的影響規律[J]. 航空學報, 2009(4): 757-762.
[5]古托夫斯基 T G. 李宏運, 等譯. 先進復合材料制造技術[M]. 北京: 化學工業出版社, 2004.
[6]劉玲, 張博明, 王殿富. 碳/環氧復合材料孔隙問題研究進展[J]. 宇航材料工藝, 2004(6): 6-10.
[7]徐驥威, 李敏, 顧軼卓, 等. 熱固性樹脂中孔隙形成條件的定量測試方法與影響因素[J]. 復合材料學報, 2008, 25(2): 52-56.
[8]李艷霞, 李敏, 張佐光, 等. L形復合材料層板熱壓工藝密實變形過程的樹脂模擬[J]. 復合材料學報, 2008, 25(3): 78-83.
Mechanism of Manufacturing Defects and Controlling for Advanced Grid Stiffened Structures
Li Jian-fang1, Li Gui-yang1, Guo Hong-jun1, Du Bao-xian1, Li Yan-xia2
(1. Aerospace Research Institute of Materials & Processing Technology, Beijing, 100076; 2. Beihang University, Beijing, 100191)
The process influencing association of curing defects in advanced grid stiffened composite is summarized in term of the control factors and defect characters. Meanwhile, the control factors of curing temperature and pressure were evaluated via process simulation for creating the process control method. Furthermore, the typical grid stiffened cylinder is prepared to verify the availability for this process control method. The results show that increasing pressure parameter can significantly enhance the quality and compression stability of advanced grid stiffened structures.
Composites; Autoclave process; Manufacturing defect
V45
A
1004-7182(2017)01-0079-05
10.7654/j.issn.1004-7182.20170119
2016-01-01;
2016-07-01
國家自然科學基金-青年科學基金項目(51603058)
李健芳(1982-),女,高級工程師,主要研究方向為樹脂基復合材料與工藝
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03