對微型串行總線連接器短路的機械與材料優化
2017-05-10 08:22:39侯博成
科技創新導報 2017年4期
關鍵詞:機械設計
侯博成


摘 要:目前市場上移動通訊設備廣泛采用的微型通用串行總線接口連接器在大電流充電過程中出現接口短路導致過熱融化甚至設備起火等安全性問題,在智能手機上是常見安全性問題之一,行業內并無完善的原因分析以及相對應的優化方案,該文通過失效樣品分析、實驗驗證及售后返修統計就此問題的成因以及設計改善方案進行探討。
關鍵詞:通用串行總線連接器 短路 機械設計 漏電起痕 工程塑料
中圖分類號:TP311 文獻標識碼:A 文章編號:1674-098X(2017)02(a)-0031-04
2005年全球主要通信運營商與設備制造商對采用通用串行總線“universal serial bus,USB”達成共識,因體積的限制手機一般采用USB2.0[1]標準的微型串行總線接口連接器(micro-USB),此接口通常支持5 V,0.5 A的充電電流[2]。但隨著智能手機普及,為維持充電時間在可接受范圍內,接口電流被提高到1.5 A甚至更大,導致接口充電過程中短路現象明顯增加,出現接口融化、設備損壞甚至起火(見圖1)。
該文通過對某類常用micro-USB接口充電中短路現象的分析與實驗,研究了接口連接器的機械結構設計及材料的影響,并對相應的優化方案進行了驗證及返修統計。
1 連接器舌頭機械結構特點,常用塑料與充電短路返修率統計
USB的設計都要遵守USB-IF(USB Implementers Forum)制定的技術規格要求,但制造廠商會根據實際需求采用不同的機械結構及工程塑料。對短路現象負責電氣連接的舌頭部分是關鍵,此部分機械設計與工程塑料材料的不同應用主要體現在以下幾方面。
1.1 連接器舌頭部分設計加強鈑金
有制造商采用鈑金對連接器電氣連接舌頭進行加強(見圖2),因可提高強度而獲得采用,而通常此處并無鈑金加強(見圖3)。
1.2 連接器舌頭常用工程塑料
基于注塑流動性[3]及耐高溫需求,普遍采用LCP(液晶聚合物)[4]或PA6T尼龍,此兩種材料在充電短路返修率上差異不明顯。
1.3 電流、接口舌頭機械設計、工程塑料與短路返修率統計
基于某全球性手機公司2011—2013年售后維修統計,接口短路返修率隨額定充電電流增大而增大,電流從0.5 A增大到1.3 A,返修率從萬分之零點一猛增10倍至萬分之一,并發現與接口舌頭機械設計存在相關性(見表1)。
2 接口充電短路燒融現象原因分析及實驗復現
2.1 典型失效現象
觀察售后返回的典型USB母座失效樣品(見圖4),發現失效現象為母座舌頭VBUS端子頂部附近(見圖4)或舌頭根部燒融(見圖5)、公端VUBS端子燒融(見圖6)。
2.2 舌頭VBUS頂部燒融分析
2.2.1 USB連接器母端機械設計與制成缺陷因素
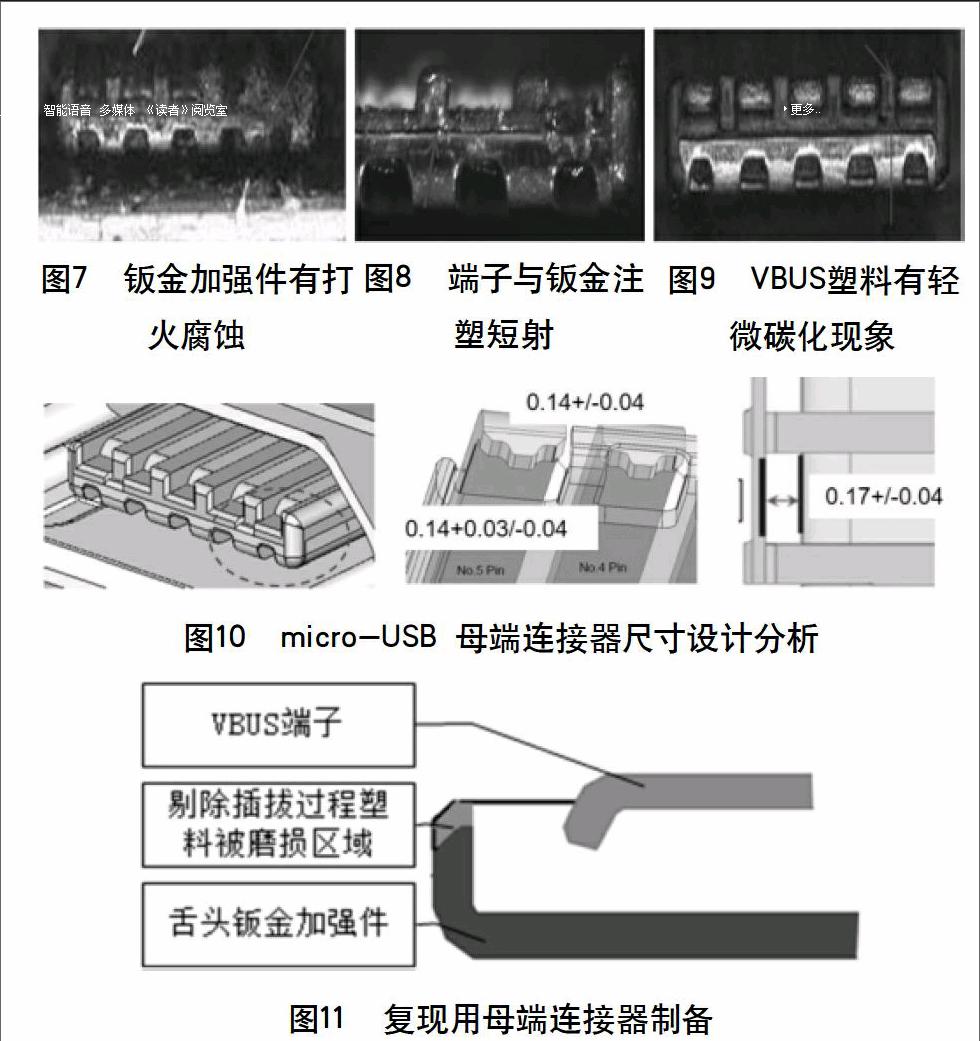
對失效樣品,檢測其余完好金屬端子鍍金及導電性能正常,排除接觸電阻發熱。觀察到舌頭加強鈑金在燒融區有打火腐蝕[5](見圖7),因鈑金件接地,初步推測VBUS與鈑金短路導致頂部燒融。
對比同期同型號產品,發現母座舌頭端子與鈑金之間注塑短射(見圖8),部分樣品此區域發現輕微碳化(見圖9)。
核對此處機械設計,發現VBUS端子與鈑金最小間隙僅為0.14+/-0.04 mm(見圖10)。取全新無短射USB公母端進行3 000次插拔測試,塑料平均磨損0.04 mm。測量短射樣品VBUS與鈑金之間塑料比設計尺寸下限偏小0.04 mm。計算出VBUS端子與鈑金絕緣塑料厚度可薄至0.02 mm, VBUS與鈑金加強件在公端插入時存在同時接觸公端電源端子,發生短路風險,鈑金件打火腐蝕可證明此現象的發生。
2.2.2 漏電起痕現象的推測
設備使用中接口存在汗液沉積、顆粒、懸浮纖維等異物附著,會導致絕緣塑料表面爬電,誘發緩慢腐蝕而損壞絕緣性能,稱為漏電起痕[6],也可產生如圖9塑料輕微碳化,碳化持續發生直至擊穿。漏電起痕進一步降低了VBUS與鈑金之間塑料絕緣性能,增大短路風險。
2.2.3機械設計缺陷導致充電短路推論的實驗復現
實驗架設:新USB母座剔除舌頭上VBUS與鈑金之間插拔過程中會被磨損部位塑料(見圖11),公端接入電源,插入新USB公端至制備好的母端,插拔5次,觀察電源電流變化,插拔后觀察樣品外觀。
實驗結果:樣品在插拔過程中均出現電流跳變,插拔后VBUS端子區域鈑金有輕微火花腐蝕,附近塑料有輕微融化(見圖12),舌頭根部無燒融(見圖13),與圖4失效吻合。推測母座舌頭頂部燒融源于鈑金與VBUS設計間隙過小,未充分考慮磨損及漏電起痕等導致的絕緣能力下降造成擊穿短路。
2.3 母端舌頭根部燒融現象分析
舌頭VBUS根部燒融樣品,檢測其余完好金屬端子鍍金及導電性能均正常,排除接觸電阻發熱。觀察到舌頭與端子表面存在異物,經EPMA電子探針分析異物主要為碳氧化物、銅材碎屑、堿式碳酸銅及鎳層化合物(見圖14)。
與新品切片對比發現失效樣品根部燒融區異物堆積,在端子表面檢出異物基礎上還發現未燃燒完全的纖維;VBUS端子上表面燒融區附近發現打火腐蝕(見圖15)可推斷插入時公端電源端子與母座端子之間因碎屑導電產生擊穿,在母座端子表面產生火花痕,此處產生的擊穿發展為短路造成燒融。塑料碳化物、摩擦碎屑及電纖維異物等應為主要介質。
2.4 漏電起痕的實驗復現
2.4.1 模擬導電液體殘留在母座內引起漏電起痕
實驗架設如(圖16)所示,實驗中滴入導電鹽水后,可觀測到接口中已有漏電電流0.02 A,10個樣本在15~20 min內均過熱融化(通電時長設定最長60 min),融化時漏電電流為1.5~2.0 A。實驗后樣本(見圖17)與售后返回品現象一致,舌頭頂部與底部均有燒融發生。
2.4.2 模擬導電纖維殘留引起漏電起痕
棉纖維混合鹽水溶液置于母座舌頭底部(見圖18),其余架設與圖16一致,同樣可觀測到漏電電流,10個樣本在更短的10~15 min內過熱融化,融化時漏電電流為1.5~2.0 A。可見固體纖維等導電物的存在會加快漏電起痕的發生。
上述實驗證明導電異物的侵入引發漏電起痕也是導致USB母座短路的原因。
3 USB母座機械結構及材料選擇的改進及驗證
3.1 端子機械結構及鈑金加強件設計的改進
據2.2的分析,舌頭鈑金設計的不合理是導致舌頭頂部短路的重要原因之一,對此機械設計優化如(見圖19),降低鈑金折彎高度,去掉鈑金加強件VBUS與GND端子附附近鈑金使電器端子與鈑金件最小間隙大于1 mm,并優化舌頭上全部端子頂端形狀由矩形至梯形,加大端子與鈑金件的距離。避免公端插入同時接觸鈑金件與端子,同時延緩漏電起痕導致擊穿的發生。
3.2 高CTI值注塑材料的選擇與測試
據第3章分析,漏電起痕導致的材料緩慢碳化擊穿,也是USB端子充電短路的原因,選擇相對漏電起痕指數(CTI)高的工程塑料對此問題的解決尤為關鍵。受限于材料流動性、注塑設備兼容性及產品耐高溫的要求,可選材料范圍限定于尼龍(PA)系材料。
據USB-IF要求,USB端口塑料要達到阻燃等級UL94 V0,目前采用的LCP不添加阻燃劑可達到,但大部分PA不添加阻燃劑僅達到UL94 HB,添加阻燃劑達可達UL94 V0,但PA添加阻燃劑會導致CTI降低。對此矛盾情況,對多種不同牌號純PA材料、PA加阻燃劑材料進行了CTI與阻燃對比測試[7],CTI依照IEC112標準,阻燃依照UL94標準。
最終找到了2種合適的材料:PA10T[8]不添加阻燃劑滿足阻燃UL94 V0且比傳統LCP的CTI值明顯提高;PA9T[9]添加PLS(聚合物/層狀硅酸鹽)[10]阻燃等級達到UL94 V0,CTI值也比LCP明顯提高,其余PA材料在添加阻燃劑后雖達到UL94 V0,但CTI值均明顯下降至與傳統LCP同級程度(見表2)。
3.3 應用機械結構優化與高CTI材料的產品驗證及售后反饋
為驗證3.1中機械結構優化與3.2中高CTI材料PA9T、PA10T對連接器舌頭短路的實際改善效果,我們制作了連接器產品進行驗證。
3.3.1 對機械結構優化的驗證
采用與2.2.3相同實驗方式,測試結果見表3,端子與鈑金機械設計改進的樣品,不論是采用傳統LCP還是PA9T或PA10T塑料,都不出現頂部短路的現象。
3.3.2 對PA9T及PA10T應用改善漏電起痕的驗證
采用2.4.2實驗方式,結果見表4,采用PA9T加PLS與PA10T兩款高CTI塑料的樣品,在60 min內僅有2個及1個發生短路燒融;同時也可看到對比采用原始機械結構與LCP材料的產品,采用改進機械結構設計后即使仍采用LCP,失效率也有降低。
3.3.3 機械結構設計及高CTI材料應用后市場返修率趨勢
基于分析驗證,應用改進的機械結構及高CIT材料PA9T的新連接器自2013年下半年開始用于量產項目。隨著新連接器逐步替代舊款,在2014—2015年USB充電電流逐步提高到1.6 A的情況下,接口充電短路燒融的返修率出現了顯著下降,從2013年高峰時的萬分之一,下降至萬分之零點二,回到小電流時起的返修率水平見表5。成功緩解了USB大電流充電引起短路的問題。
4 結語
基于實驗及市場真實返修情況統計驗證,對于微型通用串行總線接口在機械設計上盡量避免采用舌頭加強鈑金,如確實需要則在VBUS與GND端子附近進行避讓1 mm以上;采用高CTI(II級或以上)的PA9T或PA10T工程塑料應用于連接器舌頭部分,這些要求已列入此全球性手機公司微型通用串行總線開發技術標準。希望該文可對后續微型通用串行總線接口產品的設計及現有產品類似問題的改善做出參考與提示。
參考文獻
[1] USB-IF.Universal Serial Bus Revision 2.0 specification[Z].April,2007.
[2] 黃維柱,許軍.通用串行總線USB[J].計算機應用研究,2001(18):46-48.
[3] 周坤魯,盧翔,岳艷梅.液晶聚合物成型技術探討[J].工程塑料應用,2003(31):18-20.
[4] 王明福,朱從師.液晶聚合物的注射成型技術[J].現代塑料加工應用,2003(15):29-31.
[5] 胡傳錦,張富琦.材料電火花腐蝕過程和幾點新現象(續報)[R].第五屆全國電加工學術年會,2007.
[6] 劉功桂.耐漏電起痕試驗的研究和分析[J].日用電器,2001(1):11-12.
[7] 黃艷梅.阻燃型工程塑料的漏電起痕控制[J].工程塑料應用,2001,29(8):46-48.
[8] 張傳輝,麥堪成,曹民,等.高溫尼龍研究進展[J].工程塑料應用,2012,40(11):95-100.
[9] 馮美平,吳雷.耐熱性聚酰胺新品種PA9T[J].工程塑料應用,2002,30(2):58-60.
[10] 李倩,王立永.層狀硅酸鹽納米復合材料的阻燃研究及現狀分析[J].信息記錄材料,2011,12(6):21-24.
猜你喜歡
機械工業標準化與質量(2023年6期)2023-09-26 06:43:34
建材發展導向(2021年18期)2021-11-05 09:19:30
活力(2021年4期)2021-07-28 05:35:10
湖北農機化(2020年4期)2020-07-24 09:07:20
湖北農機化(2020年4期)2020-07-24 09:07:16
湖北農機化(2020年4期)2020-07-24 09:07:12
湖北農機化(2020年4期)2020-07-24 09:07:12
建材發展導向(2019年10期)2019-08-24 06:25:34
電子制作(2018年8期)2018-06-26 06:43:40
山東工業技術(2016年15期)2016-12-01 05:31:51
