PH1500熱成形鋼電阻點(diǎn)焊焊接性能研究
2017-05-10 12:47:51伊日貴汪小培張永強(qiáng)鞠建斌楊建煒
電焊機(jī) 2017年4期
關(guān)鍵詞:焊縫
伊日貴,汪小培,張永強(qiáng),鞠建斌,楊建煒
(首鋼技術(shù)研究院,北京100043)
PH1500熱成形鋼電阻點(diǎn)焊焊接性能研究
伊日貴,汪小培,張永強(qiáng),鞠建斌,楊建煒
(首鋼技術(shù)研究院,北京100043)
研究PH1500熱成形鋼的電阻點(diǎn)焊焊接特性,探討該工藝下鋼板的焊接電流窗口、焊點(diǎn)的微觀組織、顯微硬度和力學(xué)性能等方面的特點(diǎn),分析其焊接特性。結(jié)果表明,1.2mm厚的該鋼種焊接窗口為1.6kA,最小和最大焊接電流分別為7.2 kA和8.8 kA。在最小和最大焊接電流下,焊點(diǎn)的熱影響區(qū)都存在軟化點(diǎn)。最小焊接電流下焊點(diǎn)焊縫的硬度值波動(dòng)較小,焊縫硬度略高于最大焊接電流下焊點(diǎn)焊縫的硬度值。相對(duì)來說,焊接電流對(duì)抗剪力的影響較小,對(duì)抗拉力的影響較大。
熱成形鋼;點(diǎn)焊;電流窗口;顯微硬度;力學(xué)性能
0 前言
汽車業(yè)的蓬勃發(fā)展給人們帶來便利和拉動(dòng)經(jīng)濟(jì)的同時(shí)也帶來了嚴(yán)峻的環(huán)境問題。汽車輕量化是解決汽車油耗和排放最有效的手段,因此各類塑性和成形性良好的高強(qiáng)度汽車用鋼板的研究越來越受關(guān)注[1]。熱成形鋼是利用相變強(qiáng)化(形成馬氏體)生產(chǎn)出的具有超高強(qiáng)度和優(yōu)良成形性的一種新型工藝鋼材。
熱成形工藝是指將板材加熱到高于Ac3的溫度(通常900℃~950℃)保溫一段時(shí)間,使材料全部奧氏體化后移至熱成形的壓機(jī)中成形淬火,零件冷卻后從模具中取出剪邊并進(jìn)行表面處理,最后用點(diǎn)焊方式裝配到汽車車身上[2]。熱成形鋼都是含硼鋼,硼能有效抑制成形過程中鐵素體的形核[3],并利用錳、鉻元素來提高材料的淬透性。在熱成形過程中材料表面易氧化,通常使用噴丸方法消除表面氧化層。熱成形鋼因其良好的成形性及超高的強(qiáng)度,廣泛應(yīng)用于汽車防碰撞的加強(qiáng)件[4]。
在此針對(duì)1.2 mm規(guī)格的熱成形鋼P(yáng)H1500進(jìn)行電阻點(diǎn)焊試驗(yàn),研究其可焊電流窗口以及焊點(diǎn)的微觀組織和力學(xué)性能,評(píng)估其點(diǎn)焊焊接特性。
1 試驗(yàn)材料和設(shè)備
1.1 試驗(yàn)材料
試驗(yàn)材料為熱成形鋼P(yáng)H1500,鋼板厚度1.2 mm。鋼板的主要化學(xué)成分和力學(xué)性能見表1和表2,屈服強(qiáng)度980MPa,抗拉強(qiáng)度1245MPa,伸長率1.5%。

表1 鋼板的化學(xué)成分 %

表2 鋼板的力學(xué)性能
1.2 試驗(yàn)設(shè)備
試驗(yàn)設(shè)備為OBARA DB-220型固定式逆變點(diǎn)焊機(jī),標(biāo)稱功率220kVA,電極極頭直徑6 mm。點(diǎn)焊接頭試樣焊接成形后,取點(diǎn)焊接頭焊點(diǎn)的最大橫截面制備標(biāo)準(zhǔn)金相試樣,試樣腐蝕液為4%的硝酸酒精溶液,采用Leica DMI5000M型金相顯微鏡觀察微觀組織形貌,采用Leica HXD-1000TM型顯微硬度測試儀測量顯微硬度,并用Zwick-Z100型拉伸設(shè)備測試焊點(diǎn)剪切性能和十字拉伸性能[5]。
2 試驗(yàn)方法
剝離試驗(yàn)樣片的規(guī)格尺寸為45 mm×45 mm,在40 mm處兩片重疊進(jìn)行點(diǎn)焊,焊點(diǎn)在中央,無分流,焊后進(jìn)行剝離試驗(yàn),剝?cè)囼?yàn)后測量拔出焊核直徑,如圖1所示。當(dāng)?shù)谝淮螌?shí)現(xiàn)焊合直徑時(shí)的焊接電流為Ivmin。從Ivmin開始,焊接電流以100 A遞增,當(dāng)連續(xù)5次實(shí)現(xiàn)焊合直徑滿足dwmin時(shí)的電流值為最小焊接電流;最大焊接電流是指試樣產(chǎn)生飛濺時(shí)電流以100 A步進(jìn)遞減后,實(shí)現(xiàn)3個(gè)平行點(diǎn)焊試驗(yàn)穩(wěn)定不產(chǎn)生飛濺時(shí)的電流值。對(duì)于1.2 mm規(guī)格PH1500鋼板,dwmin=4.38 mm。焊接參數(shù)和試驗(yàn)結(jié)果如表3所示。

圖1 焊點(diǎn)剝離試驗(yàn)試樣示意
剪切拉伸試樣和十字拉伸試樣如圖2、圖3所示,分別在最大和最小焊接電流參數(shù)下進(jìn)行點(diǎn)焊,焊后試樣進(jìn)行拉伸試驗(yàn),得到相應(yīng)參數(shù)下焊點(diǎn)的抗剪性能和抗拉性能。

表3 焊接參數(shù)和試驗(yàn)結(jié)果
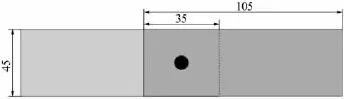
圖2 焊點(diǎn)剪切拉伸試樣示意
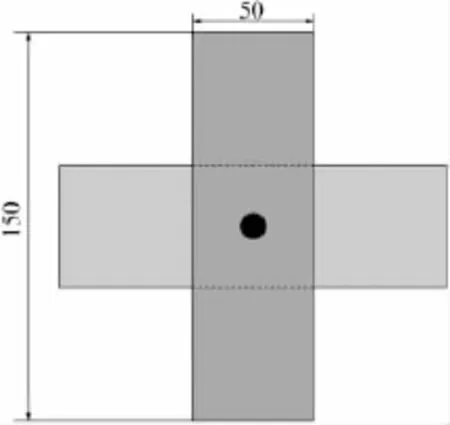
圖3 焊點(diǎn)十字拉伸試樣示意
3 分析和討論
3.1 焊接電流窗口
PH1500鋼種的焊接試驗(yàn)過程見圖4,黑點(diǎn)表示在決定最大電流過程中焊核拔出時(shí)焊核直徑的變化,直至產(chǎn)生飛濺(星號(hào)),再遞減決定其最大焊接電流;灰色圓點(diǎn)表示在決定最小焊接電流過程中焊核拔出時(shí)焊核直徑的變化,并決定其最小焊接電流。

圖4 焊接試驗(yàn)過程
從3.0 kA開始進(jìn)行試驗(yàn),電流每次步進(jìn)200 A,每個(gè)電流參數(shù)下平行焊接兩個(gè)點(diǎn),直至飛濺電流為9 kA后以100 A的步進(jìn)遞減,直至實(shí)現(xiàn)3個(gè)平行穩(wěn)定不產(chǎn)生飛濺,此時(shí)電流為最大值Imax=8.8kA。該鋼種第一次實(shí)現(xiàn)dwmin的電流為7.0 kA,從該電流值后以100 A的步進(jìn)遞增,當(dāng)連續(xù)5次實(shí)現(xiàn)焊合直徑滿足dwmin時(shí)的最小焊接電流Imin=7.2 kA。
焊接電流窗口如圖5所示,該鋼板在280 ms的焊接時(shí)間下,最小焊接電流為7.2 kA,最大焊接電流為8.8 kA,可焊電流范圍為1.6 kA。
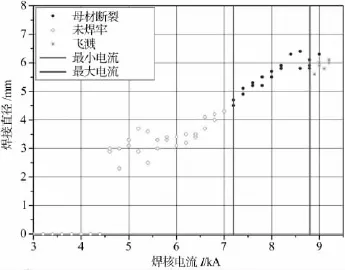
圖5 焊接電流窗口
3.2 組織形貌
焊點(diǎn)的組織形貌由母材基體(BM)、熱影響區(qū)(HAZ)和焊縫區(qū)(FZ)三部分組成。母材基體組織形貌如圖6所示,主要為回火馬氏體和未完全熔合的鐵素體晶粒。

圖6 母材基體組織
對(duì)比分析各個(gè)焊核的微觀組織,最小焊接電流和最大焊接電流焊點(diǎn)的熱影響區(qū)(HAZ)和焊縫區(qū)(FZ)的微觀組織對(duì)比如圖7所示。熱影響區(qū)為馬氏體加部分鐵素體,焊縫區(qū)為板條狀馬氏體。對(duì)比圖7a和圖7c,最大焊接電流下的焊縫組織比最小焊接電流下的粗大。

圖7 焊點(diǎn)的微觀組織形貌
3.3 焊點(diǎn)顯微硬度
分析焊點(diǎn)在最小焊接電流和最大焊接電流下的壓痕,如圖8所示。焊點(diǎn)在最小焊接電流下壓痕平均深度為242 μm,在最大焊接電流下的平均深度為297 μm,最大焊接電流下的壓痕深度比在最小焊接電流下的大55 μm。
對(duì)焊點(diǎn)進(jìn)行顯微硬度分析,如圖9所示。在橫斷面上,從母材一側(cè)經(jīng)過焊縫到母材另一側(cè),每隔400 μm打一個(gè)硬度點(diǎn),加載力為1 kg[5]。

圖9 顯微硬度打點(diǎn)示意
最小焊接電流下焊點(diǎn)的顯微硬度分布如圖10所示。焊縫區(qū)的顯微硬度約為500 HV,母材的顯微硬度約為450HV,熱影響區(qū)存在軟化點(diǎn),軟化點(diǎn)顯微硬度約為320~340 HV。最大焊接電流下焊點(diǎn)的顯微硬度分布見圖11,焊縫區(qū)的顯微硬度約為480 HV,母材的顯微硬度約為425 HV,熱影響區(qū)軟化點(diǎn)的顯微硬度約為310 HV。相比之下,最大焊接電流下焊縫的軟化更為明顯,且存在局部軟化現(xiàn)象。

圖10 最小焊接電流下焊點(diǎn)的顯微硬度分布
3.4 焊點(diǎn)的力學(xué)性能
最大焊接電流和最小焊接電流下焊點(diǎn)的抗剪拉伸曲線和十字拉伸曲線如圖12、圖13所示,所有焊核的斷裂模式均為焊核拔出。最大焊接電流下焊點(diǎn)的抗剪力和正拉力均略大于最小焊接電流下的,最大焊接電流下焊點(diǎn)的抗剪力和正拉力約為21.0kN和6.7 kN,最小焊接電流下焊點(diǎn)的抗剪力和正拉力約為20.1kN和5.6 kN。

圖11 最大焊接電流下焊點(diǎn)的顯微硬度分布
焊點(diǎn)的抗剪拉伸最大力在最小焊接電流和最大焊接電流下分別為20 080 N和21 017 N,說明焊接電流的增大會(huì)增強(qiáng)焊點(diǎn)的抗剪力;焊點(diǎn)的十字拉伸最大力在最小和最大焊接電流下分別為5 575 N和6 674 N,與剪切一樣,焊接電流的增大使得焊點(diǎn)的抗拉力增強(qiáng)。
抗剪試驗(yàn)和十字拉伸試驗(yàn)中焊核拔出的照片如圖14所示。試驗(yàn)后,其中一片試樣的焊核部位被撕裂拔出一個(gè)孔洞[5],另一片試樣上保留著完整的焊核,說明焊核強(qiáng)度高于鋼板母材強(qiáng)度,焊點(diǎn)的力學(xué)性能良好。
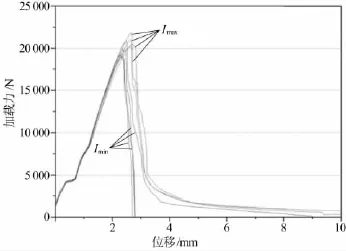
圖12 最大和最小電流下焊點(diǎn)的抗剪拉伸曲線
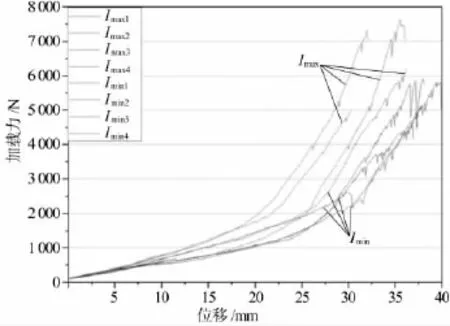
圖13 最大和最小電流下焊點(diǎn)的十字拉伸曲線

圖14 抗剪試驗(yàn)和十字拉伸試驗(yàn)中的焊核拔出
對(duì)于一般軟鋼而言,隨著焊接電流的增加,焊核直徑變大且抗剪力增強(qiáng);但是對(duì)于PH1500高強(qiáng)鋼而言,軟化點(diǎn)的存在能夠吸收一部分能量,因此焊核增大對(duì)抗剪力的影響并不明顯。對(duì)正拉力而言,電流的增大會(huì)使其變大,但不明顯。
4 結(jié)論
(1)在電極壓力4 kN、保持時(shí)間280 ms、焊接時(shí)間280 ms的條件下,1.2 mm規(guī)格PH1500熱成形鋼的最小焊接電流為7.2 kA,最大焊接電流為8.8 kA,焊接電流窗口為1.6 kA。
(2)焊點(diǎn)在較大焊接電流下壓痕較深,在最大焊接電流下壓痕深度比在最小焊接電流下的大55μm。
(3)在最小和最大焊接電流下,焊點(diǎn)的熱影響區(qū)均存在軟化點(diǎn),且最大焊接電流下焊縫的軟化更為明顯,并有局部軟化現(xiàn)象。
(4)對(duì)于PH1500高強(qiáng)鋼而言,由于軟化點(diǎn)吸收了一部分能量,所以焊核的增大對(duì)抗剪力的影響不明顯。其正拉力隨著電流的增大而增大,但不明顯。
[1]李光瀛,馬鳴圖.我國汽車板生產(chǎn)現(xiàn)狀及展望[J].軋鋼,2014,31(4):22-32.
[2]徐松,黃治軍,孫宜強(qiáng),等.超高強(qiáng)熱成型鋼板的點(diǎn)焊工藝性能研究[J].鋼鐵研究,2012,40(2):36-40.
[3]Kapadia B M.Hardenabilityconceptswithapplicationtosteel [M].A.I.M.E.,Warrendale,USA,1978:448.
[4]易紅亮,董杰吉.熱成型鋼及熱成型技術(shù)[J].山東冶金,2009,31(5):17-19.
[5]汪小培,張永強(qiáng),鞠建斌,等.超低碳烘烤硬化鋼電阻點(diǎn)焊特性研究[J].焊接技術(shù),2016(6):11-14.
Research on resistance spot welding performance of hot stamping steel PH1500
YI Rigui,WANG Xiaopei,ZHANG Yongqiang,JU Jianbin,YANG Jianwei
(Shougang Research Institute of Technology,Beijing 100043,China)
The resistance spot welding characteristics of hot stamping steel PH1500 is investigated in this paper.The welding lobe,the microstructure,microhardness and mechanical properties of the spot welds on this steel are analyzed.The results show that the welding lobe of this steel with 1.2 mm thickness is 1.6 kA,and the minimum and maximum welding current is 7.2 kA and 8.8 kA respectively. There are softening regions in weld HAZ both under minimum and maximum welding currents.The hardness fluctuation of the weld under minimum welding current is smaller than the one under maximum welding current,but the hardness value is higher.Relatively,the welding current change has less effect on shearing resistance,while has bigger influence on tensile resistance.
hot shaping steel;spot welding;welding lobe;microhardness;mechanical property
TG409
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
獻(xiàn)
郭吉昌,朱志明,閆國瑞,等.基于UG的弧焊機(jī)器人離線編程系統(tǒng)開發(fā)[J].電焊機(jī),2017,47(03):1-6.
2016-11-28;
:2017-01-03
伊日貴(1992—),女,內(nèi)蒙古人,碩士,主要從事先進(jìn)汽車用鋼材料性能的研究工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
