方坯亞包晶鋼漏鋼原因分析與控制
2017-05-12 02:48:24趙振華
河南冶金 2017年1期
孫 月 趙振華 任 兵
(安陽鋼鐵股份有限公司)
方坯亞包晶鋼漏鋼原因分析與控制
孫 月 趙振華 任 兵
(安陽鋼鐵股份有限公司)
結合生產實踐,分析了安鋼小方坯亞包晶鋼漏鋼的原因,制定了相應的措施。通過對亞包晶鋼成分、中包溫度、拉速、結晶器錐度以及進水溫度等工藝參數的優化,實現了小方坯亞包晶鋼漏鋼次數由之前的3.2次/千噸鋼降低到0.25次/千噸鋼,取得良好的效果。
方坯 亞包晶鋼 漏鋼
0 前言
安鋼第一煉軋廠六機六流方坯連鑄機2001年2月份投產,主要生產普碳鋼、優碳鋼、合金冷鐓鋼、鋼絞線用鋼SWRH82B等,另外生產部分亞包晶鋼Q195、Q215及Q235系列線材及型棒材用鋼坯。亞包晶鋼生產過程出現漏鋼事故及鑄坯表面裂紋缺陷,影響了生產順行及成本控制,嚴重限制了方坯產能的釋放。文章結合現場實際,分析了方坯亞包晶鋼漏鋼主要原因,提出合理的改進措施,措施實施后生產過程漏鋼問題得到解決。
1 方坯連鑄機主要設備參數
該連鑄機采用全程無氧化保護澆注技術、結晶器電磁攪拌技術、正弦振動技術等,該連鑄機的主要設備技術參數見表1:
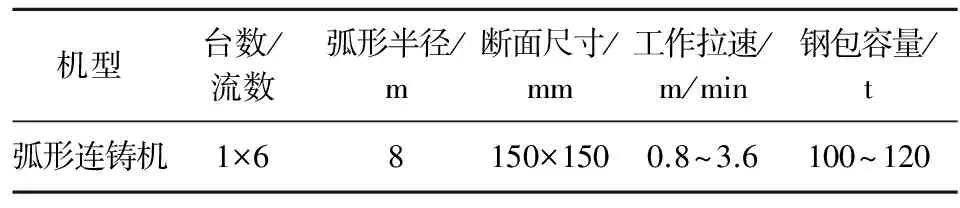
表1 方坯連鑄機的主要設備參數
2 漏鋼原因分析
2.1 鋼水成分
亞包晶鋼鋼水凝固過程發生δFe-γFe的相轉變,線收縮量增加3.8%[1],相應的坯殼厚度將減薄25%左右,再加上從液相到固相的體積收縮,所以該鋼種在結晶器內的體積收縮比較大。并且碳含量在0.09%~0.17%的鋼種鑄坯表面裂紋敏感性最大,亞包晶鋼鑄坯的含碳量大部分處于這個范圍,完全避開這一區域是難以做到的。亞包晶鋼漏鋼處伴有黏結及裂紋缺陷如圖1,缺陷達到一定程度,新凝固坯殼強度達不到鋼水靜壓力作用時,導致坯殼破裂嚴重造成漏鋼事故。
2.2 硫含量對漏鋼事故影響
連鑄坯凝固期間,硫在振動波谷處富集,再加上鑄坯在結晶器內冷卻不均勻,致使該處鋼液凝固較晚,硫等溶解元素富集的液體沿角部兩邊柱狀晶交界處,即角裂部位形成了硫偏析;由于硫的偏析,又增加了角裂的敏感性,促進了角裂的發展[2]。隨著硫含量的增加,加劇了FeS對鋼質的危害,裂紋率逐漸增大。通過對2015年亞包晶鋼數據統計,當硫含量>0.020%時,漏鋼事故明顯升高,硫含量與漏鋼次數對照如圖2所示。
2.3 鋼水過熱度對亞包晶鋼漏鋼的影響
當鋼水過熱度高時,鋼水凝固過程需要傳遞的熱能增加,相對時間結晶器內初生坯殼變薄,高溫澆注增加了漏鋼的可能性。
同時高溫鋼液在結晶器內引起攪動,初始凝固坯殼生長不均勻,可能產生較大的應力集中,增大了表面裂紋等缺陷產生的幾率。這一現象在碳含量為0.09%~0.17%的亞包晶鋼中更為突出。通過對2015年亞包晶鋼數據統計,當鋼水過熱度>25 ℃時,漏鋼事故明顯升高,不同過熱度與漏鋼次數對照如圖3所示。
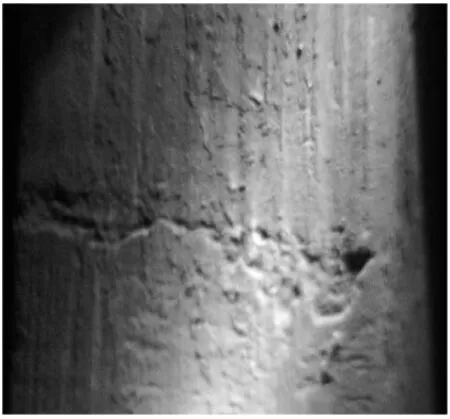
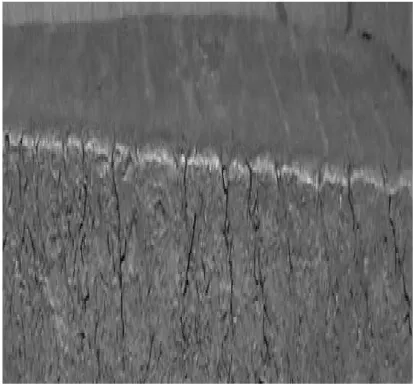
圖1 漏鋼鑄坯周圍缺陷
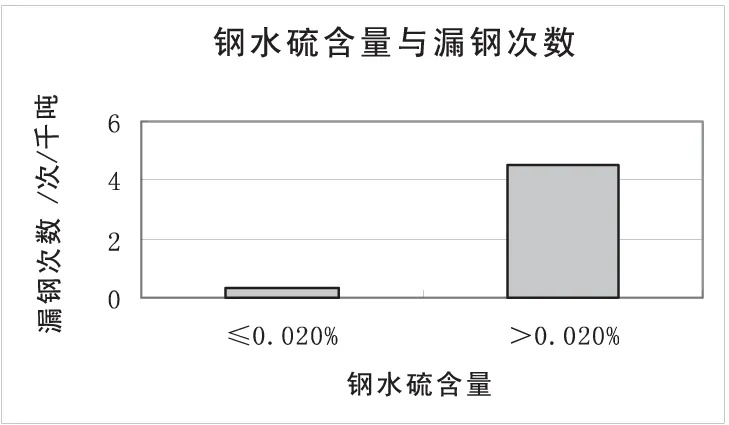
圖2 硫含量與漏鋼次數對照圖
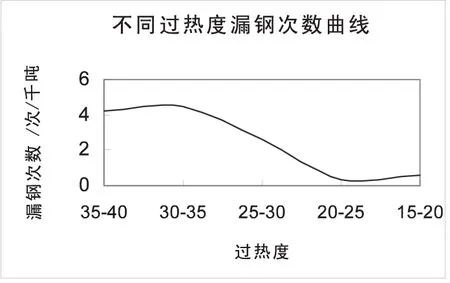
圖3 不同過熱度與漏鋼次數對照圖
2.4 高拉速對亞包晶鋼漏鋼的影響
拉速是連鑄重要的工藝參數,亞包晶鋼Q195、Q215及Q235系列線材及型棒材用鋼坯,生產過程往往采用高拉速工藝,高拉速是提高產量釋放產能有效方式。但是高拉速導致,鑄坯在結晶器內冷卻時間減短,出結晶器下端時高拉速對應的鑄坯厚度相應減薄。依據連鑄坯殼厚度凝固公式e=k*(L/v)0.5,隨著拉速的提高,坯殼厚度e相應減少。在結晶器有效長度L是一定的情況下,只有通過k凝固系數提高坯殼厚度。
2.5 結晶器過鋼量對亞包晶鋼漏鋼的影響
結晶器銅管在使用過程中,由于鑄坯與銅管內壁的摩擦以及反復上引錠時引錠桿對銅管內壁鍍層的磨損,當結晶器銅管過鋼量較大時其綜合倒錐度變小,銅管下口的倒錐度甚至變成了正錐度。這就使鑄坯在結晶器內的凝固過程中與銅管內壁的氣隙增大,熱阻增加,使鑄坯在結晶器內的冷卻效果變差,致使初生坯殼變薄,當初生坯殼的厚度不足以抵消鋼水靜壓力的時候,最終將發生漏鋼。另外,由于鑄坯角部的傳熱為二維傳熱,坯殼凝固最快,最早收縮,氣隙首先形成,當結晶器銅管過鋼量較大時,銅管內壁角部的鍍層磨損相對比較嚴重,錐度變大,使鑄坯角部在結晶器內的傳熱減弱,使鑄坯角部坯殼最薄,常常是產生裂紋和拉漏的主要原因。對漏鋼時結晶器的過鋼量進行統計,當銅管過鋼量達到2 500 t后,銅管下口往上約150 mm距離范圍內的倒錐度下降明顯,錐度值減小。倒錐度不能有效的減小鑄坯與結晶器壁氣隙的影響,導致傳熱收到阻礙,坯殼變薄而形成漏鋼。
3 改進措施
3.1 降低硫等危害元素的含量
強化精煉工藝控制過程,根據到站硫含量合理配加渣料,鋼水有害元素硫含量按照小于0.020%要求控制。措施改進后,亞包晶鋼硫含量由0.026%降到0.018%。
3.2 降低鋼水過熱度
在亞包晶鋼采用高拉速的情況下,鋼水過熱度按照中下限控制,目標控制范圍由20 ℃~35 ℃降到15 ℃~30 ℃。同時采用普碳專用預熔保護渣,提高液渣的熔化及潤滑作用,降低過熱度對結晶器內傳熱的影響。
3.3 合理控制拉坯速度
拉速既要滿足生產銜接及產量要求,又要滿足鑄坯質量,不至于漏鋼事故,拉坯速度按照2.8 m/min~3.2 m/min中高檔控制。同時提高鑄坯出結晶器足輥段的冷淋強度,將冷卻強度提高10%,提高出結晶器后坯殼的厚度。
3.4 合理調整結晶器的使用
要求使用錐度大于1.0 mm 或是在線過鋼量不大于2500t的結晶器。生產亞包晶鋼時,提前測量或是更換結晶器。
3.5 調整結晶器進水參數
加強結晶器維修的驗收把關工作,保證上線的結晶器水縫均勻,密封良好,將結晶器進水壓力調整為0.9 MPa~1.0 MPa,結晶器進出水溫差控制在<8 ℃,提高水速,減少銅管變形,保證了鑄坯在結晶器內冷卻均勻,使鑄坯在出結晶器時有足夠和均勻的鑄坯厚度。
3.6 加強工藝設備的維護
利用停機間隙加強對引錠桿、豎管、水環、噴咀等設備的檢查,保證引錠桿、豎管等設備的對中情況良好,噴咀噴水正常,無堵塞、斷、掉等現象。
4 實施效果
通過具體改進措施的實施,跟蹤和統計2016年生產亞包晶鋼Q195、Q215、Q235系列鋼種情況,漏鋼次數由之前的3.2次/千噸鋼降低到0.25次/千噸鋼,取得預期良好的效果,同時說明改進措施是正確和有效的。
5 結論
通過對小方坯亞包晶鋼漏鋼影響因素的分析,結合生產實踐,通過將鋼水硫含量穩定在0.020%以下、過熱度和拉坯速度分別控制在15 ℃~30 ℃和2.8 m/min~3.2 m/min的合理范圍、把結晶器進水壓力調整至0.9 MPa~1.0 MPa、采用倒錐度大于1.0 mm的結晶器等措施,亞包晶鋼漏鋼事故得到了有效控制,漏鋼次數大幅減少,提高了生產效率,促進了生產的穩定順行。
[1] 蔡開科,潘毓淳,趙家貴,連續鑄鋼500問[M],冶金工業出版社,2004:178
[2] M.M.Wolf,評價新鋼種裂紋敏感性的方法,第一屆歐洲連鑄會議譯文集,中國金屬學會連鑄學會,1991,727
CAUSE ANALYSIS AND CONTROL OF BREAKOUT OF BILLETS CASTING HYPO-PERITECTIC STEEL
Sun Yue Zhao Zhenhua Ren Bing
( Anyang Iron and Steel Stock Co.,Ltd)
Combining the production practice, it analyzed the causes of the breakout of small billets hypo-peritectic steel, formulates the corresponding measures. Through the process parameters optimization such as tundish temperature, casting speed, mould taper, inlet-water temperature and so on, and the leakage frequency has been effectively controlled from 3.2 to 0.25 per thousand tons steel and achieved good effect.
Billet hypo-peritectic breakout
2016-11-25
聯系人:孫月,助理工程師,河南.安陽(455004),安陽鋼鐵股份有限公司第一煉軋廠連鑄車間;