超音速火焰噴涂WC-12Co涂層高溫摩擦?磨損性能
2017-05-19 03:43:15王進春孔德軍
中南大學學報(自然科學版) 2017年3期
關鍵詞:質量
王進春,孔德軍,2
超音速火焰噴涂WC-12Co涂層高溫摩擦?磨損性能
王進春1,孔德軍1,2
(1.常州大學機械工程學院,江蘇常州,213016) 2.常州大學江蘇省材料表面科學與技術重點實驗室,江蘇常州,213164)
采用超音速火焰噴涂法在H13鋼表面制備WC-12Co涂層,通過掃描顯微鏡、X線衍射儀和能譜儀分析其表面?界面形貌、物相和化學元素組成。利用球/平面接觸方式進行涂層高溫磨損試驗,通過掃描電鏡和能譜儀分析磨痕形貌和化學元素的變化,討論高溫對涂層摩擦因數和磨損性能的影響。研究結果表明:涂層界面致密,與基材緊密結合;在600,700和800℃時涂層平均摩擦因數分別為0.395 5,0.327 1和0.266 4;600℃時涂層以黏著磨損為主,700℃時涂層以氧化磨損為主,并伴有磨粒磨損,800℃時涂層以嚴重的氧化磨損為主。
超音速火焰噴涂;WC-12Co涂層;表面;界面;摩擦因數;磨損性能
H13是一種C-Cr-Mo-Si-V型熱作模具鋼[1],具有良好的韌性、熱強性、熱穩定性、抗氧化能力和抗熱疲勞性能等優點,廣泛應用于熱鍛、熱擠壓和壓鑄等模具制造[2]。熱作模具的工作溫度約為600℃,在與金屬接觸、擠壓、摩擦過程中,磨損較常溫下更為嚴重,容易引起模具加工精度降低,甚至失效[3],因此,在熱作模具表面制備耐高溫磨損的涂層,延長其使用壽命成為材料表面改性研究的熱點。熱噴涂形成的WC-Co金屬陶瓷涂層具有良好的耐磨性和抗高溫性,已被廣泛應用于許多領域,其中超音速火焰噴涂(HVOF)具有低焰流溫度和高焰流速度的優點,可以減少噴涂過程中WC粉末顆粒脫碳和氧化等問題[4],具有硬度高、耐磨性能優異、耐高溫性能好等優點,可以應用于熱作模具表面改性處理。然而,有關WC-Co涂層的研究主要集中于粉末類型[5?6]、噴涂工藝[7?8]、微觀組織[9?11]、力學性能[12]等方面,而對涂層高溫下磨損性能的研究甚少。在此,本文作者以熱作模具鋼H13為基體材料,采用超音速火焰噴涂方法在其表面制備一層WC-12Co涂層,分析其在600,700和800℃高溫時摩擦?磨損行為,以便為其在熱作模具表面改性處理中應用提供實驗依據。
1 實驗
基材為H13熱作模具鋼成分(質量分數)為:C 0.32%~0.45%,Si0.80%~1.20%,Mn 0.20%~0.50%,Cr4.75%~5.50%,Mo 1.10%~1.75%,V 0.80%~1.20%,S,P小于等于0.03%,其余為Fe。噴涂粉末為DG WC-12Co(質量分數,%)。噴涂前先用酒精清洗試樣表面,然后用75μm棕剛玉磨料對試樣表面進行噴砂粗化處理。在XM?8000超音速噴涂系統上進行噴涂試驗,以航空煤油為燃料,高壓O2為助燃氣體,N2為送粉氣體。其工藝參數為油壓1.25MPa,氧壓1.58 MPa,水溫40℃,噴槍壓0.95MPa。制備的涂層試樣經打磨拋光后,采用JSUPRA55型場發射掃描電鏡觀察涂層表面?界面形貌,通過HV?1000型顯微維氏硬度儀測量涂層的顯微硬度,在涂層上任取5個點,載荷為300 g,壓頭保持時間為15 s,取其平均值。磨損試驗在HT?1000高溫摩擦磨損試驗機上進行,摩擦方式為旋轉式,對磨副為直徑5mm的Si3N4陶瓷球,高溫爐加熱溫度為600,700和800℃,加載載荷為20N,摩擦副主軸轉速為1 000 r/min,摩擦半徑為4mm,試驗時間為40min。高溫磨損試驗后,摩擦因數由高溫摩擦磨損試驗機自帶軟件跟蹤獲得,并通過掃描電鏡和能譜儀分析涂層磨損后形貌和化學元素的面分布,磨損輪廓則通過CFT?I型多功能材料表面綜合性能測試儀測量獲得。
2 分析與討論
2.1 涂層表面?界面形貌和能譜分析

圖1 WC-12Co涂層表面?界面形貌與EDS分析Fig.1 Surface-interfacemorphologies and EDSofWC-12Co coating
圖1 (a)所示為WC-12Co涂層表面形貌。可見:顆粒間距明顯,這是由于超音速火焰在涂層表面停留時間較短,黏結相金屬Co熔化,而陶瓷相WC顆粒沒有完全熔化,分散在熔融的金屬Co中,整體以半熔融狀態進行高速沉積的緣故。圖1(b)所示為涂層界面形貌。可見涂層致密,厚度約為l50μm,與基體結合緊密。在超音速氣流沖擊作用下噴涂顆粒充分變形,當半熔融狀的顆粒流撞擊基體時,WC嵌入到基體表面,形成互相咬合狀態。同時,熔融態Co具有良好的潤濕性,滲透到WC相顆粒撞出的凹坑中,與基體緊密接觸后,凝固形成良好互鎖狀態,減少了在磨損過程中涂層剝落現象。對圖1(a)中所示位置進行EDS分析可知,W原子峰線很強,C原子峰線較強,如圖1(c)所示,涂層的成分(質量分數)為W 72.93%,C 16.32%,Co 7.90%,Cr0.45%,O 2.40%,這進一步驗證了涂層的主要成分為W和C,同時,涂層表面有Co,Cr和O存在,其中Co是噴涂粉末的組成成分,Cr為基體中元素,O的存在與以高壓O2作助燃氣體有關。
2.2 磨損前XRD分析
圖2所示為噴涂前后試樣表面XRD圖譜。從圖2可見:α-Fe,MoC和Cr23C5相為基體的組成物相,其中α-Fe相的衍射峰很強,是基體的主要組成物相。WC和Co相為WC-12Co涂層的組成物相,且WC相所占的比例較高。同時,XRD還顯示涂層中微量W2C和W相的存在,這是由于超音速火焰噴涂(HVOF)過程中出現了輕微的WC氧化、脫碳現象,生成了W2C。涂層中高含量的WC確保了涂層的高硬度,用顯微維氏硬度儀測得涂層平均顯微硬度(HV0.3)為1 326,有利于提高其耐磨性能。
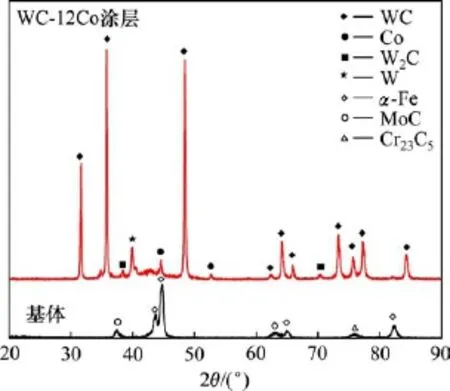
圖2 WC-12Co涂層和基體XRD分析Fig.2 XRD analysis ofWC-12Co coating and substrate
2.3 摩擦因數與磨損輪廓
圖3(a)所示為摩擦因數與磨損時間的關系曲線。從圖3(a)可見:在整個磨損試驗階段(0~40m in),涂層在600,700和800℃時平均摩擦因數分別為0.395 5, 0.327 1和0.266 4。隨著溫度的升高,摩擦因數減小,這是由于在高溫下涂層表面形成的氧化膜面積增大,降低了涂層的摩擦因數[13]。磨損過程分為磨合和穩定2個階段,涂層摩擦因數在磨合階段波動較大,而在穩定階段則趨于固定值。在600℃和700℃時,摩擦因數未發生較大的波動現象,這表明磨損后涂層沒有發生失效。在800℃時,磨損階段后期出現了摩擦因數驟降趨勢,這與涂層發生剝落、被磨穿和失效等有關。磨痕的輪廓如圖3(b)所示,隨著溫度的升高,涂層磨痕的截面增大。在600,700和800℃時磨痕寬度分別為0.76,1.10和2.20mm,深度分別為3.38,12.11和91.11μm,經CFT?I型多功能材料試驗機自帶軟件計算可知,600,700和800℃時磨損體積分別為0.04,0.15和2.90mm3。700℃時磨損體積為600℃時磨損體積的3.75倍,而800℃時磨損體積高達600℃時磨損體積的73倍,磨損體積呈數量級增加。由此可見,涂層在低于700℃時保持著良好的耐磨性能,而在800℃時涂層耐磨性能顯著降低。

圖3 WC-12Co涂層摩擦因數與磨損輪廓Fig.3 Friction coefficientsand w ear profile ofWC-12Co coating
2.4 磨損形貌
600℃時涂層表面覆蓋了一層由細小氧化物顆粒組成的膜層,表面存在著少量微孔,如圖4(a)所示。痕貌深度較淺、寬度較窄(如圖4(b)所示),這表明涂層在600℃時表現出較好的耐磨性能。磨痕區域有著明顯的黏著現象(如圖4(c)所示),涂層中Co和W元素發生氧化反應,生成的氧化物在反復磨損過程中極易脫落,對涂層的磨損起著潤滑作用,此時,黏著磨損為其主要磨損機制。
700℃時涂層磨損后表面氧化膜出現了翹起、開裂和脫落現象(如圖5(a)所示),這與涂層表面氧化反應生成的疏松、多孔膜層質量有關。由于磨痕表面生成了大量氧化物,在磨損過程中摩擦因數有所降低,這與圖3(a)中結果一致。700℃時磨痕深度和寬度與600℃時相比增大,如圖5(b)所示。磨痕區域存在著輕微的犁溝和剝落坑現象,如圖5(c)所示,這是氧化物脫落和對涂層表面磨損所致。在700℃時Co和W發生氧化反應,生成的氧化物保護了涂層,因此,磨損機制主要為氧化磨損,并伴隨有輕微磨粒磨損。

圖4 600℃時WC-12Co涂層磨損形貌Fig.4 WornmorphologiesofWC-12Co coating at600℃
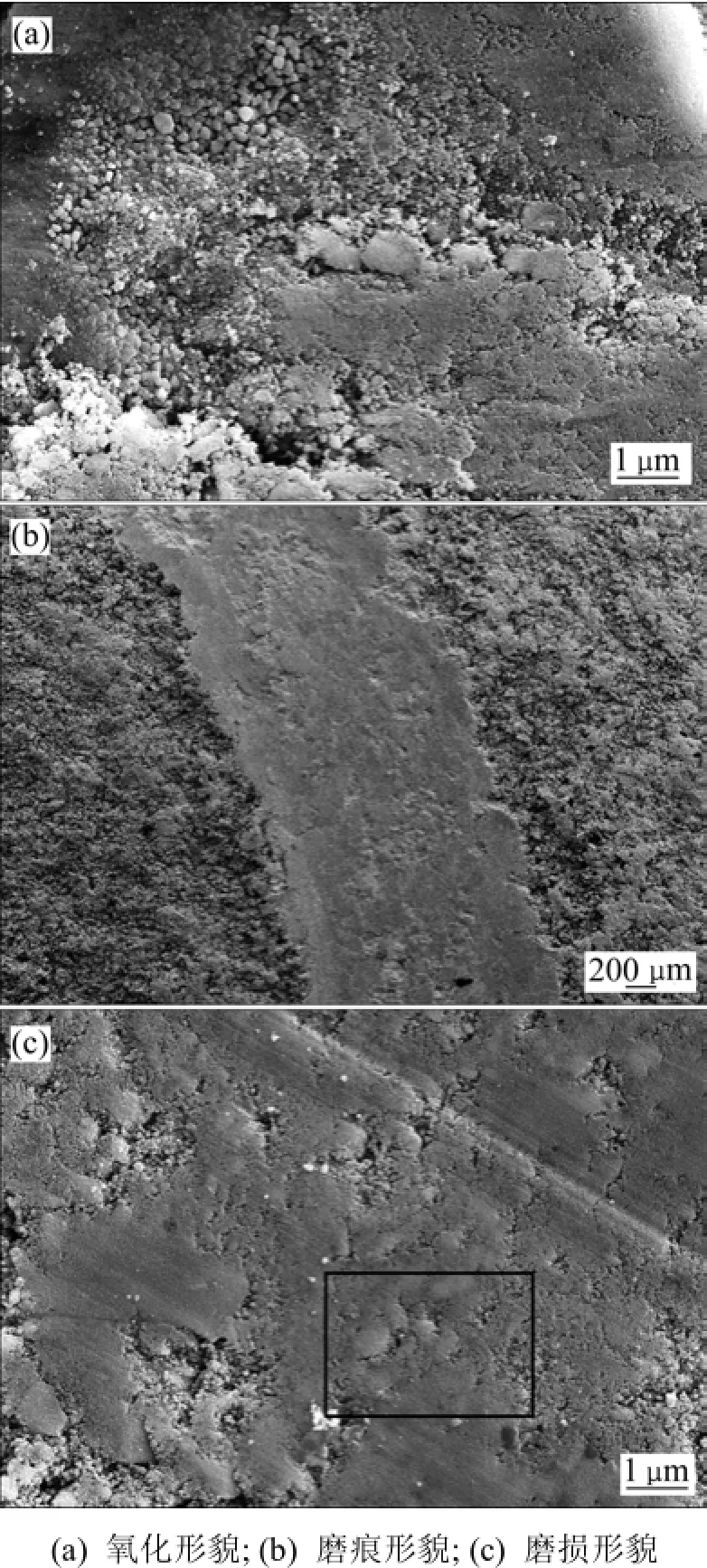
圖5 700℃時WC-12Co涂層磨損形貌Fig.5 Wornmorphologies ofWC-12Co coating at700℃
800℃時磨損后涂層表面存在大量膜層脫落現象(如圖6(a)所示)。800℃時磨痕寬度、深度明顯增大(如圖6(b)所示),這表明該氧化膜疏松、易脆斷,由于涂層氧化反應劇烈,WC分解比較嚴重,使涂層承載能力下降,不足以支持氧化膜抵抗磨損,從而使磨損體積呈量級增加,最終導致涂層失效。磨痕區域存在大量形狀各異的片狀剝落(如圖6(c)所示),這是由于隨著溫度升高,氧化極其劇烈,生成較厚膜層由于結構疏松,在磨損過程中極易受到剪切,因此,嚴重的氧化磨損為其主要磨損機制。

圖6 800℃時WC-12Co涂層磨損形貌Fig.6 WornmorphologiesofWC-12Co coating at800℃
2.5 磨痕區域EDS分析

圖7不同溫度下磨痕區EDS分析Fig.7 EDSanalysisofwear tracksatdifferent temperatures
圖4 (c)中能譜分析結果如圖7(a)所示,600℃時磨損后涂層成分(質量分數)為W 37.83%,C 17.76%,Co 9.93%,Cr0.70%,O 30.39%,Fe1.21%,Na 0.15%,Mg 0.24%,A l1.26%,K 0.18%,Ca0.19%,Ti0.16%,其中W,C和Co為涂層中元素,占總質量的65.52%;O的質量分數為30.39%,與涂層表面Co和W元素發生氧化反應有關。Cr和Fe為基體中元素,占總質量的1.91%,這表明600℃時磨損后涂層保持著較好的完整性和致密性。圖5(c)中能譜分析結果如圖7(b)所示,700℃時磨損后涂層成分(質量分數)為W 39.79%,C 16.66%,Co 10.27%,Cr0.77%,O 29.98%,Fe 0.87%,Al1.25%,K 0.17%,Ca0.23%,其中W,C和Co為涂層中元素,占總質量的66.72%;O的質量分數為29.98%,與W和Co元素發生氧化反應有關。Cr和Fe為基體中元素,占總質量的1.64%,這表明700℃時磨損后涂層仍保持著較好的完整性和致密性。圖6(c)中能譜分析結果如圖7(c)所示,800℃時磨損后涂層成分(質量分數)為W 24.06%,C 17.95%,Co 5.03%,Cr1.42%,O 35.02%,Fe 16.52%,其中W,C和Co為涂層中元素,占總質量的47.04%,與圖7(a)和(b)對比可知,其質量分數降低了約19%;Cr和Fe為基體中元素,占總質量的17.94%,與圖7(a)和(b)對比可知,其質量分數提高了約16%;由此可知,800℃時磨損后涂層表面的完整性和致密性被破壞,部分區域基材裸露,與對磨球接觸磨損,摩擦因數變化較大。O的質量分數高達35.02%,這是涂層表面W和Co元素氧化反應的結果。
2.6 磨損后XRD分析
圖8所示為涂層磨痕的XRD圖譜。可見:WO3和CoWO4氧化物的衍射峰表現出較高的強度。在600℃時磨損后涂層表面存在著2個較強WC衍射峰,分別出現在衍射角為30.8°和31.66°處。隨著試驗溫度的升高,WO3和CoWO4氧化物衍射峰增強,WC峰強度下降[14?15]。在700℃和800℃時,WC峰強度顯著下降。Co和W發生劇烈氧化反應,生成相應氧化物,導致涂層中硬質相大量分解,降低了涂層磨損的承載能力。同時,大量WO3和CoWO4氧化物衍射峰的存在,驗證了圖7中所述磨損后涂層表面高含量的O是W和Co元素氧化反應的結果。
2.7 磨痕面能譜分析
對圖4(b)中磨痕形貌進行面掃描分析,其化學元素組成(質量分數)為W 39.95%,C 17.76%,Co 10.20%,O 32.09%。W,C和Co在涂層表面的面分布較為均勻,沒有發生富集現象,如圖9(a)~(c)所示,其中,W和C在涂層表面的面分布一致,這驗證了圖7(a)中所述在600℃時磨損后涂層保持著較好完整性的結論。O原子在涂層表面的質量分數為32.09%,表現為高含量,且面分布比較均勻,如圖9(d)所示。
對圖5(b)中磨痕形貌進行面掃描分析,其化學元素組成(質量分數)為W 39.79%,C 16.66%,Co 10.27%,O 33.28%。盡管700℃時磨損后痕貌深度變大、寬度變寬,然而W,C和Co在涂層表面仍為均勻分布,且W和C的面分布保持一致,如圖10(a)~(c)所示,這驗證了圖7(b)中所述在700℃時磨損后涂層仍保持著較好的完整性的結論。O在涂層表面的質量分數為33.28%,表現為高含量,且面分布也較為均勻,如圖10(d)所示。
對圖6(b)中磨痕形貌進行面掃描分析,其化學元素組成(質量分數)為W 24.06%,C 17.95%,Co 5.03%,O 52.96%。W,C和Co在涂層表面的面分布不均勻,出現了貧集區,如圖11(a)~(c)所示。這是由于在800℃時WC分解比較嚴重,涂層的承載能力下降,出現片狀剝落現象所致。O在涂層表面的質量分數高達52.96%,表現為高含量,如圖11(d)所示,這是高溫下涂層發生了氧化反應的緣故。
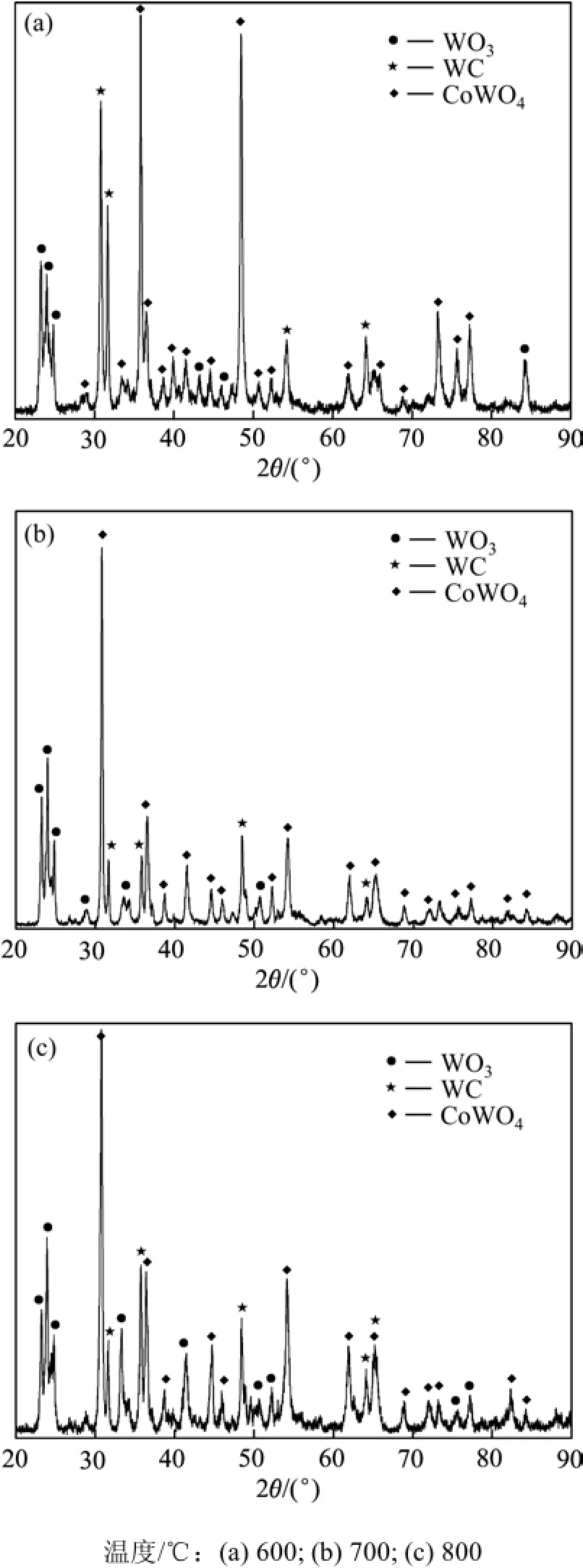
圖8 不同溫度下WC-12Co涂層磨痕的XRD分析Fig.8 XRD analysis ofw ear tracks onWC-12Co coating at different temperatures
由上述分析可知,涂層在低于700℃時磨損后可以保持較好完整性,表現出較好的耐磨性能。而在800℃時涂層的完整性被破壞,其耐磨性能顯著降低。
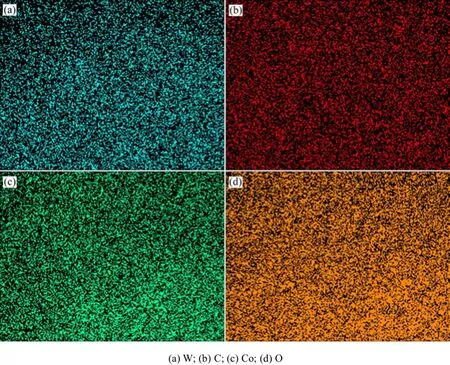
圖9 600℃時WC-12Co涂層磨痕面掃描分析Fig.9 Plane scans ofwear track onWC-12Co coating at600℃

圖10 700℃時WC-12Co涂層磨痕面掃描分析Fig.10 Plane scansof wear track onWC-12Co coating at700℃
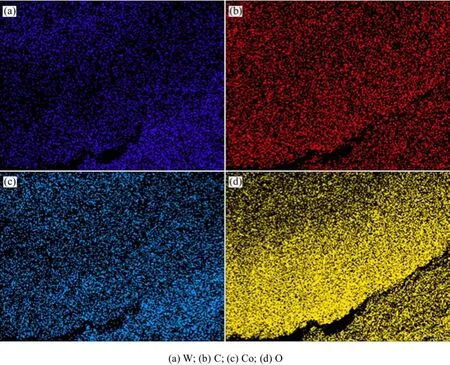
圖11 800℃時WC-12Co涂層磨痕面掃描分析Fig.11 Plane scans ofwear track onWC-12Co coating at800℃
3 結論
1)WC-12Co涂層表面粒子間距明顯,界面致密,且與基材緊密結合,高含量的WC相比例確保其高硬度,有利于提高其耐磨性能。
2)在600,700和800℃時涂層平均摩擦因數分別為0.395 5,0.327 1和0.266 4,隨著溫度升高,涂層的磨損體積呈數量級增加。
3)在600℃時涂層主要發生黏著磨損,700℃時涂層以氧化磨損為主,并伴隨著輕微的磨粒磨損,800℃時涂層發生嚴重的氧化磨損。
4)涂層在低于700℃時磨損后保持較好完整性,表現出較好的耐磨性能,而在800℃時其完整性被破壞,其耐磨性能顯著降低。
[1]GE P L,BAO M D,ZHANG H J,et al.Effect of plasma nitriding on adhesion strength of CrTiA lN coatings on H13 steels by closed field unbalanced magnetron sputter ion plating[J].Surface and Coatings Technology,2013,229: 146?150.
[2]李士戰,王雷剛,黃瑤.稀土元素在H13熱作模具鋼表面強化中的應用綜述[J].稀土,2007,28(6):88?91. LI Shizhan,WANG Leigang,HUANG Yao.Summary of application of RE elements in surface strengthening of H13 hot die steel[J].Chinese Rare Earths,2007,28(6):88?91.
[3]WANG Dan,LIHeng,YANG He,etal.Tribologicalevaluation of surface modified H13 tool steel in warm form ing of Ti-6A l-4V titanium alloy sheet[J].Chinese Journal of Aeronautics,2014,27(4):1002?1009.
[4]MANing,GUO Lei,CHENG Zhenxiong,etal.Improvementon mechanical properties and wear resistance of HVOF sprayed WC-12Co coatingsby optimizing feedstock structure[J].Applied Surface Science,201,320:364?371.
[5]WANG Q,CHEN Z H,DING Z X.Performance of abrasive wear of WC-12Co coatings sprayed by HVOF[J].Tribology International,2009,42(7):1046?1051.
[6]QIAO Y F,LIU Y R,FISCHER T E.Sliding and abrasivewear resistance of thermal-sprayed WC-Co coatings[J].Journal of Thermal Spray Technology,2001,10(1):118?125.
[7]SAHRAOUIT,GUESSASMA S,ALIJM,etal.HVOF sprayedWC-Co coatings:M icrostructure,mechanical properties and frictionmoment prediction[J].Materials&Design,2010,31(3): 1431?1437.
[8]王鐵鋼,宋丙紅,華偉剛,等.工藝參數對爆炸噴涂WC-Co涂層性能均勻性的影響[J].金屬學報,2011,47(1):115?122.
WANG Tiegang,SONG Binghong,HUA W eigang,et al. Influence of process parameters on the performance uniformity of detonation gun sprayedWC-Co coatings[J].ActaMetallurgica Sinica,2011,47(1):115?122.
[9]李博宇,董星龍,劉圓圓,等.等離子噴涂法納米結構WC-12Co涂層的微結構與形成機理的研究[J].材料工程, 2006(6):40?45.
LIBoyu,DONG Xinglong,LIU Yuanyuan,etal.M icrostructure and format ionmechanism of nanostructured WC-12Co coatings deposited by plasma flame spray[J].Materials Engineering, 2006(6):40?45.
[10]傅迎慶,周鋒,高陽,等.等離子噴涂WC-Co涂層的微觀組織及硬度[J].稀有金屬材料與工程,2007,36(S2):731?734.
FU Yingqing,ZHOU Feng,GAO Yang,et al.M icrostructure and hardness properties of low power plasma sprayed WC-Co cermet coatings[J].Rare MetalMaterials and Engineering,2007, 36(S2):731?734.
[11]崔永靜,王長亮,湯智慧,等.超音速火焰噴涂WC-17Co涂層微觀結構與性能研究[J].材料工程,2011(11):85?88,96.
CUI Yongjing,WANG Changliang,TANG Zhihui,et al. M icrostructure and performance of WC-17Co coatings fabricated by high velocity oxy-fuel spraying[J].Materials Engineering,2011(11):85?88,96.
[12]FACTOR M,ROMAN I.Use of m icrohardness as a simple means of estimating relative wear resistance of carbide thermal spray coatings,Part 2:wear resistance of cemented carbide coatings[J].Journal of Thermal Spray Technology,2002,11(4): 482?495.
[13]張群莉,徐衛仙,姚建華,等.Co/介孔WC激光復合涂層的顯微結構與高溫磨損性能研究[J].中國激光,2014,41(5):1?6.
ZHANG Qunli,XUW eixian,YAO Jianhua,et al.M icrostructure and high temperature wear resistance performance of Co/mesoporousWC laser composite coating[J].Chinese Journal of Lasers,2014,41(5):1?6.
[14]M INDIVAN H.Wear behavior of plasma and HVOF sprayed WC-12Co+6%ETFE coatings on AA 2024-T6 alum inum alloy[J]. Surface and Coatings Technology,2010,204(12/13): 1870?1874.
[15]?óRAWSKIW.Themicrostructure and tribological properties of liquid-fuel HVOF sprayed nanostructured WC-12Co coatings[J].Surface and Coatings Technology,2013,220: 276?281.
(編輯 趙俊)
Friction-wear p ropertiesof HVOF sprayed WC-12Co coatingsat high tem peratures
WANG Jinchun1,KONG Dejun1,2
(1.College of Mechanical Engineering,Changzhou University,Changzhou 213016,China; 2.Jiangsu Key Laboratory ofMaterials Surface Science and Technology,Changzhou University, Changzhou 213164,China)
The WC-12Co coating w as sprayed on H13 hotworked die steel by high velocity oxygen fuel(HVOF),and the surface-interfacemorphologies,phases and chem ical element compositions of the obtained coatings were analyzed with SEM(scanning electronic m icroscope),XRD(X-ray diffractometer),and EDS(energy dispersive spectroscope). And the friction and w ear behaviors w ere investigated at high tem peratures by means of ball/p lane contact,the worn morphologies and the changes of chem ical elements on the coating surface after the wear testsw ere analyzed w ith SEM and EDS,and the influences of high temperature on the friction coefficient and wear performance were discussed.The results show that the coating interface is dense and combined closely w ith the substrate.At the tem peratures of 600,700 and 800℃,the average friction coefficients are 0.395 5,0.327 1 and 0.266 4,respectively.The w ear mechanism of WC-12Co coating is an adhesive wear at 600℃,and the wearmechanism is the oxidative wear accompanying w ith abrasivewearat700℃,while thewearmechanism is the serious oxidativewearat800℃.
high velocity oxygen fuel(HVOF);WC-12Co coating;surface;interface;friction coefficient;w ear performance
TG335.86;O354.3
A
1672?7207(2017)03?0608?09
10.11817/j.issn.1672-7207.2017.03.008
2016?03?04;
2016?04?02
江蘇省科技支撐計劃(工業)項目(BE2014818)(Project(BE2014818)supported by the Science and Technology Pillar Program of Jiangsu Province)
孔德軍,博士,教授,從事材料表面改性處理研究;E-mail:kong-dejun@163.com
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
