一種旋壓式收口工具的設計研究
2017-05-24 08:38:45金莉鐘旭
數碼設計 2017年2期
關鍵詞:工藝
金莉*,鐘旭
?
一種旋壓式收口工具的設計研究
金莉*,鐘旭
(成都發動機集團有限公司,成都市,610503)
本文詳細設計了一種用于關節軸承裝配翻邊生產的旋壓式新型收口翻邊工具,其成功地使用提高了加工效率、精度和質量。該結構具有良好的通用性和可靠性,已成功應用于多種型號關節軸承的收口,取得了很好的工藝效果,也為類似的收口工藝提供了可行的借鑒。
收口工具;旋壓式;關節軸承裝配
引言
目前,對于航空吊掛類零件的關節軸承翻邊,均采用傳統的加工技術與現有的翻邊工具——即利用車床專用擠壓滾珠刀具作為翻邊工具及專用擠壓工藝在車床上實現關節軸承翻邊。但是在車床上使用的軸承翻邊工具及工藝,無法滿足實際使用中的技術要求。并且它只能加工直徑小于30 mm的關節軸承,從技術和生產能力上都不能滿足所需零件生產的需求。關鍵是現有的軸承翻邊工具其結構不合理,受力時其本身的剛性不足導致夾具內部變形,軸承輥子轉動不靈活甚至卡死,進一步導致夾具、軸承和被翻邊零件進一步受損,無法保證軸承翻邊的技術要求。現工藝中夾具使用不當,軸承軸向施加壓力過大,導致翻邊工具壽命縮短,出現嚴重磨損,劃傷軸承翻邊后的表面,甚至使軸承翻邊后的表面出現裂紋,導致強度失效,報廢。
滾柱旋壓、滾珠旋壓工藝已經在成型、收口等機械加工中被廣泛應用[1-4],成型理論也常見于各類書籍、刊物。但針對特殊形狀的工件,仍需要設計和研發具體的旋壓工具。在此,為了適應不同口徑、精度較高、口徑系列化、收口直徑相對較大的收口要求,我們研發設計了一種高效、高精度、系列化的收口工具,用于生產實踐中。本文第2節,分析了被加工工件、加工技術要求,并提出工藝設想;第3節,詳細闡述了設計過程,對加工件的測試和實驗,及應用實例;第4節,給出了總結和討論。
1 被加工零件分析及技術要求
被加工零件為關節軸承與連桿熱壓組合后,需將軸承翻邊,更加牢固地固定在連桿上。其中,關節軸承與連桿之間采用熱壓后的過盈配合,已由熱壓機完成。軸承外環沿圓周開有60°的V形收口槽,其槽深0.8~1.0mm。與軸承配合的連桿上的孔邊緣倒有45°角。V形收口槽與連桿上的45°倒角貼合完成擠壓收口,與軸承下部設計有一凸45°倒角與基板上的倒角配合,起到限制軸承軸向移動的作用,見圖1(b)。完成收口工藝后,軸承將被有效地組裝、限制和連接在連桿內,工件組成:關節軸承、連桿如圖1(a),翻邊收口機械圖如圖1(b)所示。
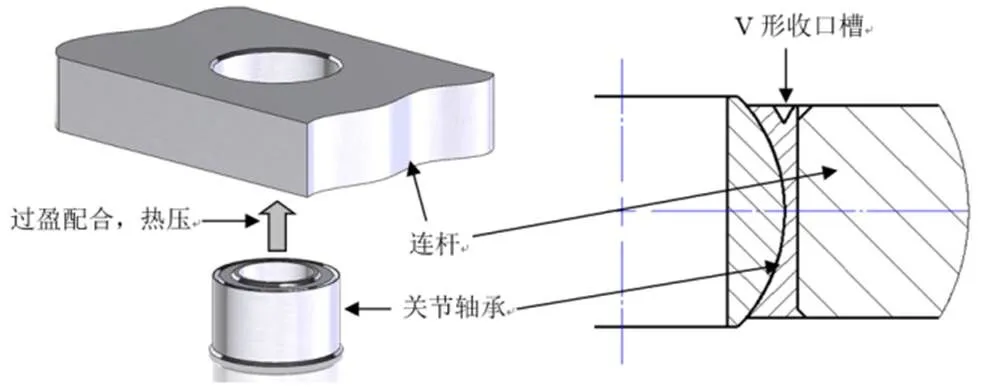
圖1 被加工零件示意圖
(a)工件組成:關節軸承、連桿;(b)翻邊收口機械圖
軸承外環材料為0Cr17Ni4Cu4Nb,硬度在HRC28-34之間。關節軸承翻邊是安排在零件表面經整體噴丸后進行,不允許碰劃傷機體和軸承。其具體技術指標為:翻邊收口后軸承與機體的貼合間隙在不小于60%的圓周內,不大于0.127mm;關節軸承翻邊長度≥0.254mm;關節軸承在不小于5000 Lbs的軸向力的作用下,軸向位移不大于0.0254mm;在規定載荷下,翻邊后的關節軸承還能通過不小于近10噸的破壞性軸向載荷試驗;在進行扭矩測試,翻邊后的軸承能在扭矩不大于60IN-LBS下,轉動靈活。
經過分析研究,我們認為可采用滾柱旋壓工藝對軸承進行收口。圖2給出了整套工具的構成,包括承壓底座、底座限位柱、上座限位器組合、滾柱底盤、滾柱、旋壓連接器等部件組成。底座用于承接旋壓時的壓力,底座限位柱用于保證工件的位置;上座限位器組合除了用于避免工件位移外,兼有固定滾柱底盤的作用;旋壓通過滾柱來實現,旋壓連接器用于連接機床。
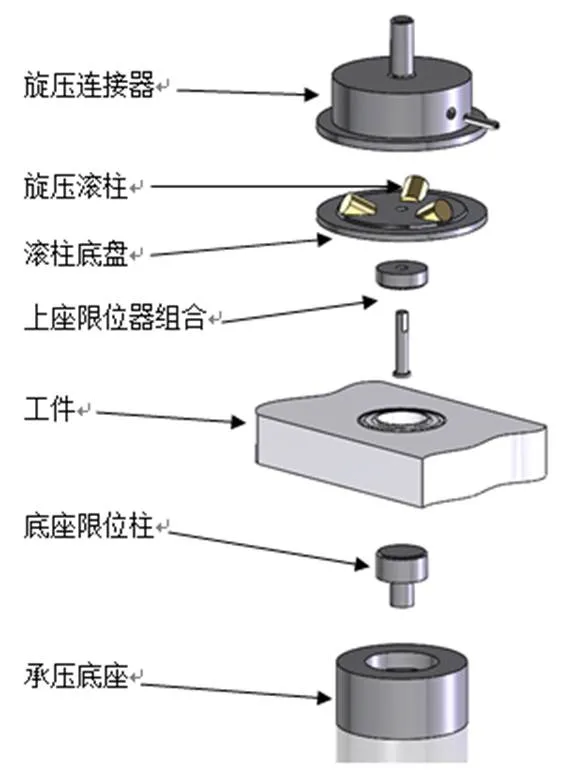
圖2 旋壓收口工具整體結構示意圖
2 結構設計及產品檢驗
設計中,首先考慮到由于直徑較大,工作時工件應盡可能平穩,因此被加工零件需要被定位,圖2中的底座限位柱將起到主要作用。此限位柱成“T”型,下端柱插入承壓底座并具備良好的配合精度,上端柱體在工序過程中插入工件內控制工件的位移,見圖3。圖2中的底座不僅是主要承接壓力的部件,其水平度也會直接影響到收口質量。實例中,針對口徑為Φ32的翻邊收口尺寸,與底座限位柱配合的中心孔為Φ16,配合要求為H7/r6。
本工藝中收口型面并不復雜,故擬采用盡量少的旋壓滾柱和較簡單的結構設計,這樣不僅能保證質量要求,也便于生產維護及成本。考慮到三點即可控制一個平面,我們設計用三個120°角均布的滾柱來完成收口。滾柱角度的大小應跟據被收口零件的角度而定,實例中收口工具的滾柱頃斜給成25°角。相應的,在旋壓連接器上挖出槽孔,用于安置和限定滾柱的位置;滾柱底盤用于托住滾柱,并在相應的位置留出形狀合適的槽孔,露出滾柱;上座限制器組合包括一個用于工件定位的限制柱,一個固定的螺栓,及一個卡緊螺栓。限制柱可兼作為滾柱底盤托盤。此組合件三個滾柱被托住并使之運動軌跡沿圓周固定,同時滾柱自身還要轉動靈活。滾柱的直徑、放置位置跟據被加工零件的V型槽的直徑大小而定。這樣上下一體的設計,可以使收口工具和被加工零件之間沒有相對位移而確保加工質量。
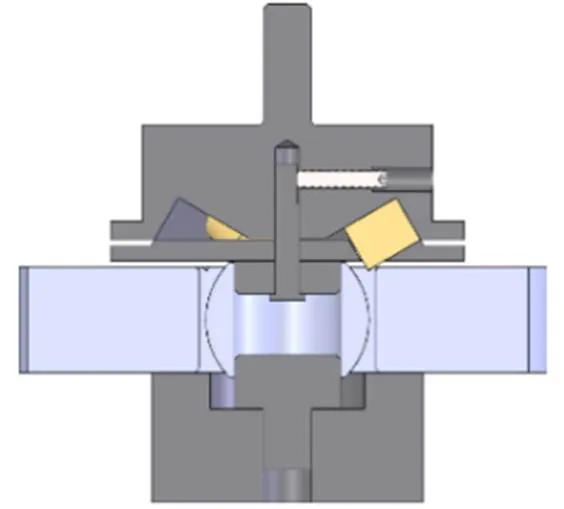
圖3 旋壓加工到位時位置圖
滾柱的設計非常重要,其材料硬度要小于工件的硬度以保證工件本身不受損傷,也要考慮硬度不能太小。如果其硬度過低,除了增加生產維護成本外,還達不到理想的收口效果。滾柱直徑的大小需要與咬入角的設計相配合,經過多次計算和實踐,實例中滾柱尺寸選擇為Φ18mm,材料為黃銅。
承壓底座作為工件加工中的下限位,而滾柱底盤則可作為工藝過程中的上限位。設計中一定要注意滾柱的大小,使工件旋壓到位與之可以相對應。旋壓過程中,底座部件及其他部件承壓,需要一定的強度,故選擇使用的材料與之匹配。
旋壓連接器為機床夾持件,工作時控制一定的旋轉速度(80~100 rpm),同時向下有行程分次進行旋壓(0.2、0.4、0.6 mm)。滾柱接觸零件向下施力,完成零件的收口。
對加工完成后的工件,按照技術指標要求進行了多項檢測和實驗:
1)外觀檢查:目視V型槽,內表面沒有旋壓工具劃傷、損害痕跡。被擠壓的溝槽外表面沒有過渡擠壓的情況(如裂紋,劃痕等缺陷),旋壓后的軸承溝槽外表面粗糙度不大于6.3;
2)尺寸檢查:用卡尺測量,軸承翻邊尺寸大于0.254 mm。用塞尺檢測軸承與基體表面的貼合間隙:在不大于60%的圓周方向,貼合間隙不大于0.127 mm;
3)軸承扭矩測試:通過扭矩工裝穿過軸承內孔,壓緊軸承兩端面,限力扳手設定要求的扭矩(小于60IN-LBS)。旋轉扭矩扳手,測試軸承扭矩是否符合要求,驗證軸承翻邊后,軸承能正常靈活工作;
4)軸承軸向載荷測試:記錄軸承加載前,平臺打表基體端面到軸承端面,圓周上均布四點的高度尺寸。將壓力工裝安裝到壓力機床上,然后將裝有軸承的零件基體定位安裝到壓力工裝上。設定要求的軸向載荷(大于5000 Lbs),對軸承襯套加載至要求的載荷,保持30秒。取下零件后,再次平臺打表基體端面到軸承端面,圓周上均布四點的高度尺寸。計算加載前后兩次的數據,數據不大于0.0254mm,即合格。保證軸承翻邊后的質量;
5)軸承破壞性測試:將壓力工裝安裝到壓力機床上,然后將裝有軸承的零件基體定位安裝到壓力工裝上。設定軸承失效時的安全位移2 mm,對軸承襯套加載至軸承失效(即軸承翻邊處斷裂)。此時的軸向載荷峰值,大于規定的極限載荷(10噸),即合格。保證軸承翻邊后的強度極限。
3 結語
使用該軸承翻邊工具的具有的優點有:占用設備少,只需一臺普通的搖臂鉆床,操作簡單,加工質量穩定,加工效率高,對零件的結構和形狀限制很小,對異形零件的加工優勢尤為突出。此旋壓工具能夠加工關節軸承的直徑尺寸大于65mm的吊掛類零件。
生產實踐中發現,滾柱的材料選擇可以進一步優化,使之可以即滿足不損傷工件,又能夠最大限度地延長工具的使用壽命。另外,滾柱尺寸、咬入角、旋壓速度等條件的優化也需在今后的研發中進一步完善。
[1] 張濤編著, 旋壓成型工藝, 化學工業出版社, 2009.
[2] 馬振平, 張濤編著, 滾珠旋壓成形技術, 冶金工業出版社, 2011.
[3] 趙云豪, 李彥利著, 旋壓技術與應用, 機械工業出版社, 2008.
[4] 李茂盛, 康達昌, 張士宏, 顏永年, 滾珠旋壓工藝中成形區接觸壓力的分析計算,《材料科學與工藝》, 2004, 12(2): 125-128,
A New Development of the Roller-Spinning Binding-off Tool
JIN Li*, ZHONG Xu
(Chengdu Engine Group Co., LTD., Chengdu 610503)
In this paper, the detailed description of a new development of the roller-spinning bind-off tool for arthrosis-bearing joint assembly is given. The successful use shows that the new design improved the efficiency, accuracy and quality in fabrication processing, comparing with using general spinning tools before. It presents better applicability and reliability, as well.
binding off tool, roller spinning, arthrosis-bearing assembly.
10.19551/j.cnki.issn1672-9129.2017.02.12
A
1672-9129(2017)02-0059-03
2016-11-26;
2017-01-09。
金莉,女,成都發動機集團有限公司。
E-mail:qwyang585@sina.com
引用:金莉, 鐘旭. 一種旋壓式收口工具的設計研究[J]. 數碼設計, 2017, 6(2): 59-61.
Cite:Jin Li, Zhong Xu.A New Development of the Roller-Spinning Binding-off Tool [J]. Peak Data Science, 2017, 6(2): 59-61.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
