大型回轉支承在線測量方法研究
2017-05-27 19:38:21戴克芳鮑治國曹國蘭
中國高新技術企業 2016年36期
戴克芳+鮑治國+曹國蘭

摘要:在線測量方法在現代化生產中的應用越來越重要。文章在5米數控立車的基礎上,利用MARPOSS的TT25測頭觸發裝置和Siemens 802D SL系統的特點,針對3米以上的大型回轉支承內孔、外圓的測量提出了在線測量的新方法。
關鍵詞:在線測量;TT25測頭;觸發裝置;回轉支承;數控立車 文獻標識碼:A
中圖分類號:TH133 文章編號:1009-2374(2016)36-0040-02 DOI:10.13535/j.cnki.11-4406/n.2016.36.020
1 概述
目前公司大型回轉支承外圓、內孔尺寸測量是用大型游標卡尺測量的,尤其是3米以上的游標卡尺,不僅價格昂貴、重、不易操作,而且尺子越長剛性越弱,尺子中部會變形下垂,造成測量尺寸準確性大幅度下降,給實際加工帶來了一定的困擾。本文介紹了一種捕捉數控系統實際運行位置的間接測量方法,有效地將意大利MARPOSS的TT25測頭觸發裝置和Siemens 802D SL系統聯合應用起來,實現了大型回轉支承的在線測量功能,大大提高了大型回轉支承外圓、內孔的測量精度。
2 在線測量方法的測量原理
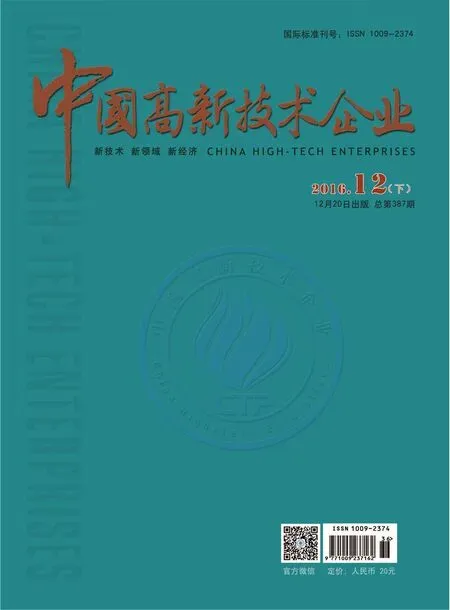
下面以測量內孔直徑為例作簡要介紹,原理如圖1所示。圖1上面左邊是一個環形標準件,該標準件已通過三坐標測量機床準確測量出其內孔直徑(1434.199mm),右側的長方體桿表示的是一個標準桿。利用數控系統的讀取坐標功能,分別讀取測頭觸發裝置的球頭在圖1中的兩點X1、X2坐標值,由于機床讀取坐標值時是在工件坐標系下,且車床是直徑編程,所以可以利用圖示關系得出:。同理,可得出圖1中下面的待測工件內孔直徑:。
3 在線測量方法的實現過程
3.1 關鍵測量元件的電路設計
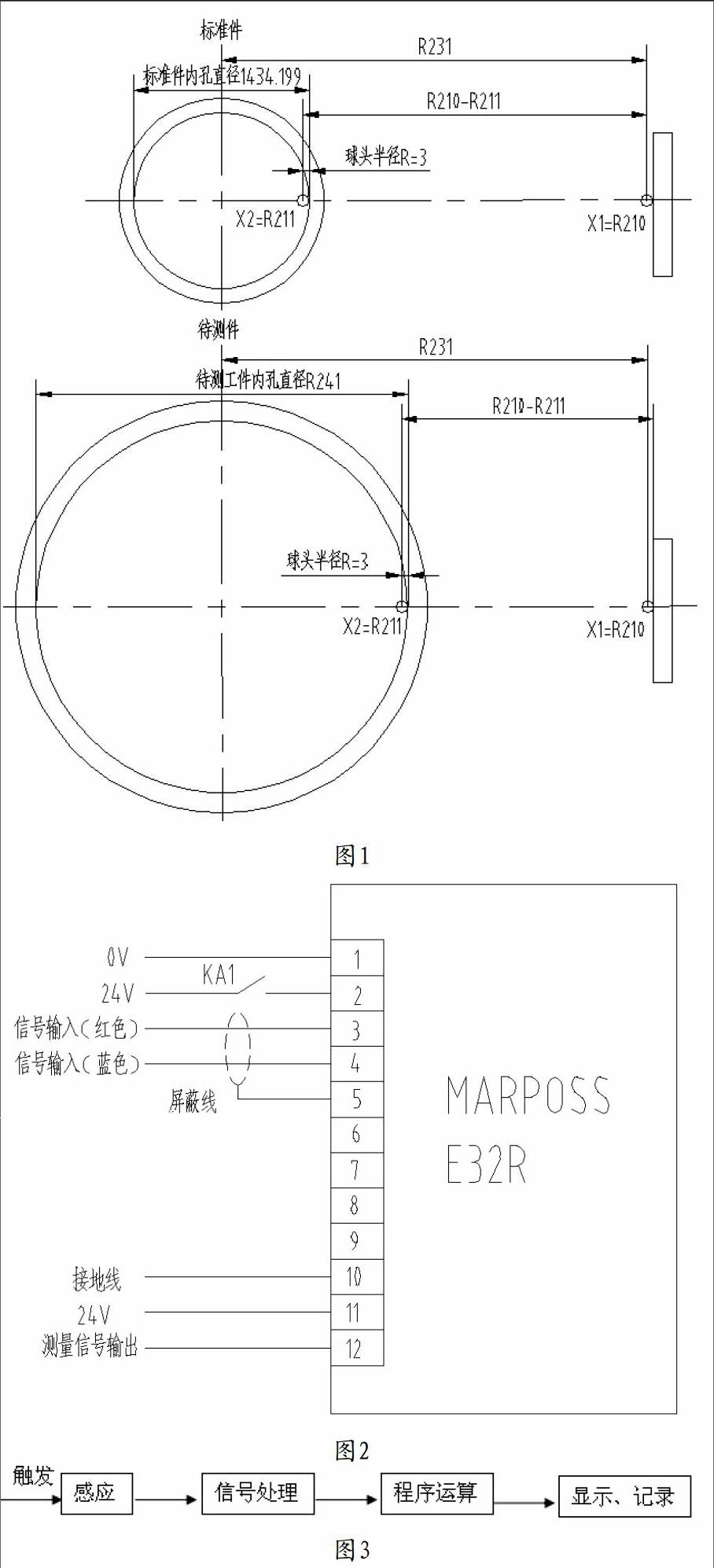
該項目的關鍵測量元件是MARPOSS的TT25測頭,該觸頭的觸發電路模塊E32R接線如圖2所示,KA1接通與非控制著TT25測頭的生效與非,E32R的3、4號端子是測頭的信號輸入接口,E32R的11、12接口為測頭觸發后的信號輸出接口,該信號輸出至802D SL系統的X20.11接口,系統可依據該信號來讀取位置坐標。
3.2 測量裝置信號處理流程
測量裝置信號處理流程如圖3所示:
3.3 程序運算
在進行測量之前,要對標準桿進行標定,即要找到標準桿所在圓的直徑,這里通過先制作一個標準件,該標準件的內孔、外圓尺寸通過三坐標機床準確測量出來,再以該標準件為基準,標定出標準桿所在圓的直徑,之后就可以通過比對標準桿來測量待測工件直徑
尺寸。
3.3.1 標準桿內側所在的圓直徑R231測量程序。
3.4 測量精度的保證
3.4.1 意大利MARPOSS(馬波斯)公司是世界知名的量儀廠,MARPOSS專業生產應用于機床、磨床、加工中心、車削中心、車床上的測頭,MARPOSS的TT25測頭可以改善生產過程、保證工件質量和精度,同時減少廢品和縮短機床停機時間。
3.4.2 項目機床系統為西門子802D SL系統,機床X軸采用海德漢光柵尺形成閉環控制,可靠地保證了X軸的運行精度,進而準確地找到對應點的坐標值。
4 實驗驗證
利用該在線測量裝置對在線加工的三種不同工件直徑(Φ1600mm,Φ2012Φ2406)進行了測量,分別與三坐標機床及游標卡尺的測量結果進行了比較,數據如表1所示:
實驗結果表明,該項目的在線測量方法的測量結果更接近于三坐標機床的測量結果,測量準確度比游標卡尺要高得多,此方法可以應用于大型回轉支承內孔、外圓的在線測量。
5 結語
在相當長的歷史時期內,測量大多是“離線”的,而不是“在線”的。隨著時代的前進,這種傳統的測量方式已越來越不能滿足科技、生產和社會發展的需要。如果能對生產過程加以檢測,即進行在線測量,則可以保證產品質量、增加產量、降低消耗、減少成本和提高效益。面臨質量和效益的挑戰,特別是對于發展市場經濟、增強產品的競爭能力,在線測量有著非常突出的
作用。
作者簡介:戴克芳(1979-),女,馬鞍山方圓精密機械有限公司主任工程師,工程師,研究方向:數控系統維護和加工編程。
(責任編輯:黃銀芳)