淺談PFMEA在缸蓋加工的應用
2017-05-30 05:36:14賴智宇鄭文清
企業科技與發展 2017年5期
關鍵詞:應用
賴智宇 鄭文清
【摘 要】FMEA是潛在失效模式和后果分析的簡稱,分為設計FMEA和制造過程FMEA,其目的是發現和評價過程中潛在的失效及其后果,找到能夠避免或減少這些潛在失效發生的要因,將上述整個過程文件化。文章就制造過程FMEA(PFMEA)在現場問題解決及工藝優化中的應用展開分析,探究如何不斷提升制造質量,推動持續改進。
【關鍵詞】PFMEA;缸蓋;應用
【中圖分類號】TN405 【文獻標識碼】A 【文章編號】1674-0688(2017)05-0105-03
0 前言
PFMEA是一種系統化的可靠性定性分析方法,通過對系統各組成部分進行分析,發現、評價產品/過程中潛在的失效模式,查明其對系統的影響程度,以便采取措施進行預防的分析方法[1]。
1 PFMEA的應用
1.1 使用策略
PFMEA的應用所遵循的基本策略:通過回顧目標工位PFMEA,系統性地分析RPN值降低的有效途徑,并確定改進目標;確定目標后開展措施探索及可行性分析,推動并跟蹤合理措施的實施;對取得的成效進行總結和匯總,重新評估發生頻度、探測度等,并得到新的RPN值;鞏固已有成效,更新、優化PFMEA,推動持續改進。依靠以上策略探究,發現問題,并解決問題,逐步實現加工工藝優化、制造質量改進等目的。
1.2 質量問題解決
1.2.1 問題描述及分析
柳州某發動機工廠二三期缸蓋車間自Turbo改造SOP后,陸續收到下游客戶(裝配線)反饋缸蓋底面(燃燒室面)劃傷、壓傷引起長缸體泄露問題,平均達2臺/班次。運用PFMEA工具分析底面劃傷的失效模式,潛在風險為缸蓋密封區密封不良,發動機泄漏,嚴重度等級(S)為7;問題件數量達1 211臺/月,結合產量信息,該問題頻度(O)為6,生產線通過下線100%目視檢查控制,該控制方法探測度(D)為8,導入公式:
RPN=S×O×D(1)
式(1)中:RPN為風險順序數;S為嚴重度等級;O為問題頻度;D為探測度。
該問題風險系數RPN[2]達336,查詢風險矩陣,該問題風險優先級為1,亟須攻關解決。針對失效原因制定對策降低問題發生頻度,將頻度降低至4,可有效地降低RPN值。
1.2.2 潛在要因分析
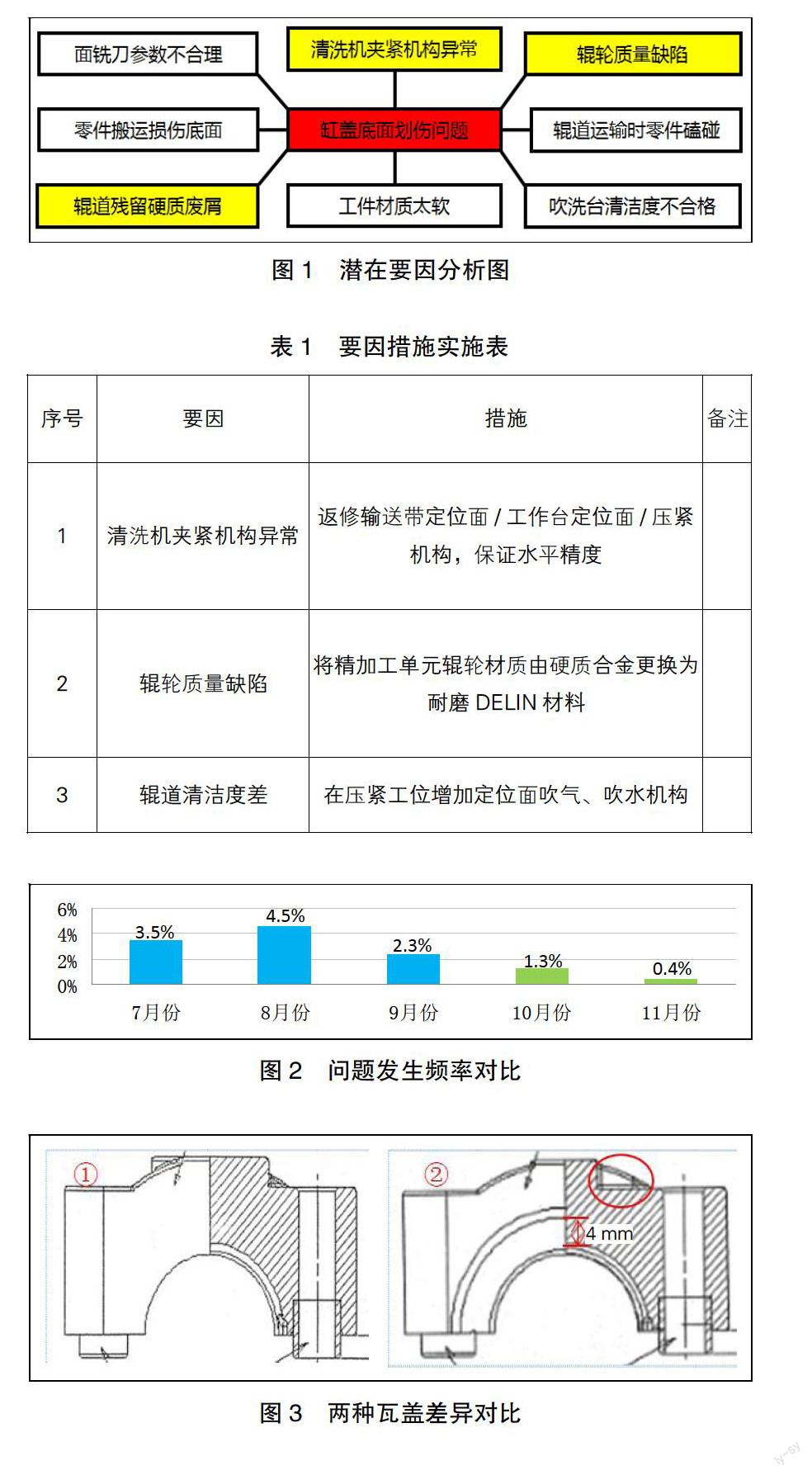
利用“人、機、料、法、環 ”、魚骨圖&關聯圖對潛在要因進行分析,確定清洗機夾緊機構異常、輥輪質量缺陷、輥道清潔度差3個關鍵要因(如圖1所示)。
(1)清洗機夾緊機構異常。工作臺定位面平面度超差,鋁屑掉落無法及時排出;零件壓緊機構垂直度、平行度超差,導致零件非正常狀態夾緊。
(2)輥輪質量缺陷。問題輥輪鉻鍍層與基體結合不致密,使用過程中部分鉻鍍層破損脫落,破損區周邊不規則受力,形成尖銳突起毛刺。
(3)輥道清潔度差。保證定位精度,該工廠諸多工位采用將零件頂起夾緊的方式固定零件。夾緊過程中零件震動,導致水道內鋁屑震落堆積在定位面,引起壓傷。
1.2.3 措施實施
針對要因分別制定措施(見表1)。
措施實施后,缸蓋底面劃傷問題得到有效遏制,問題發生概率由原來最高時產量的4.5%降低至0.4%,長缸體泄露問題也由平均2臺/班次降低至0.2臺/班次。按照該企業GMS/CI.03節約效益換算標準,減少零件報廢、停機及返修浪費共計31.85萬元/年(如圖2所示)。
1.3 優化加工工藝
1.3.1 問題描述及分析
某工廠缸蓋機加工線對凸輪軸瓦蓋(含大蓋總成、止推蓋、非止推蓋3種)工藝設計同一工位(OP150)人工安裝,由于止推與非止推2種蓋子結構差異較小,所以存在錯裝風險。與此同時,其控制方法為后工位100%目視檢查,探測度較低,錯裝問題件極易外流。根據調查發現,該工廠凸輪軸抱死引起的客戶退回事件約2起/月,瓦蓋錯裝問題占比達50%。運用PFMEA對該問題進行評估,瓦蓋錯裝將引起發動機凸輪軸抱死,嚴重度等級(S)為8,通過后工位100%目視檢查探測度(D)為8,帶入公式(1),風險系數RPN為256,查詢風險矩陣,該問題風險優先級為1。針對失效原因制定對策,提升問題探測度,在無法消除差錯的前提下,需及時發現、糾正,防止差錯形成缺陷[3]。
1.3.2 控制策略評估
對比2種瓦蓋結構上的差異,如圖3所示,止推蓋(②)止推面為加工面,粗糙度控制為0.8,非止推蓋({1})對應位置為鑄造成型,粗糙度為3.2,存在明顯的差異點。止推蓋頂面(紅圈處)有凹槽,而非止推蓋沒有。基于上述差異,分析制定粗糙度差異防錯、頂部探測防錯2種不同的控制策略。
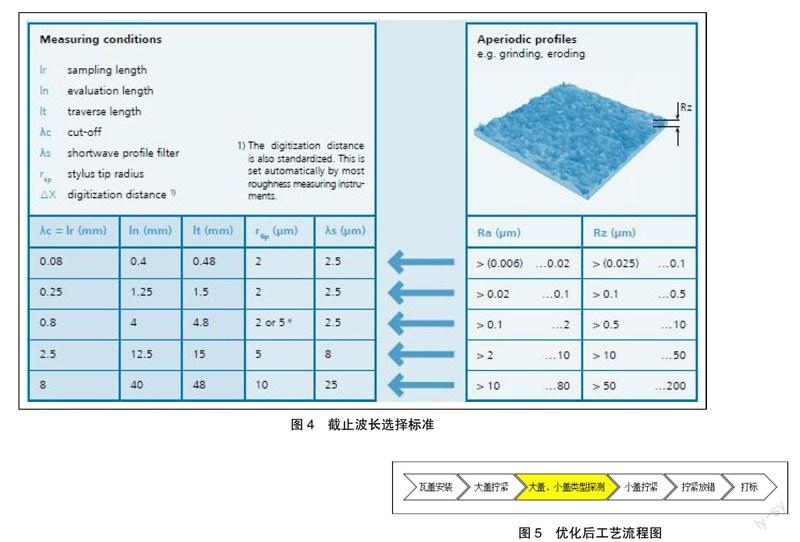
(1)粗糙度差異防錯。對粗糙度在線測量可行性評估,瓦蓋止推面寬度為4 mm,查詢粗糙度檢測截止波長標準(如圖4所示),0.1~2.0區間,濾波為0.8,最小測量長度為4.8 mm,考慮邊緣效應最小評價長度為4 mm,且該工位在線工件定位精度有限,無法保證測針測量要求,策略可行性低。
(2)頂部探測防錯。如圖3所示(畫圈處)瓦蓋頂面止推蓋有凹槽,若設計物理探針接觸感應,可準確地判別瓦蓋類型,從而實現錯裝預防。當前,該工位節拍為86 s,僅剩余6 s節拍,需重點考慮節拍問題,將小蓋頂部探測工裝集成在現有工序。在大蓋類型檢測處增加探針,同步檢測小蓋類型,無需增加該工位的生產節拍,且擰緊設備間的空間足夠,策略可行性高。
2 控制策略實施
基于上述分析,選定瓦蓋頂部探測防錯作為凸輪軸小蓋安裝的控制策略,設備建造完成投產后,瓦蓋錯裝風險探測度取值降低至3,風險系數RPN降為96,風險優先級降為2。連續跟蹤1年,未發生客戶關于瓦蓋錯裝的反饋,減少零件及返修費用共計2.02萬/年。優化后的工藝流程圖如圖5所示。
3 總結
PFMEA可廣泛應用于模具試制、新零部件量產、客戶關注問題及生產質量問題等方面。使用時基于PFMEA應用的基本策略,結合“人機料法環”原則、“魚刺圖”等質量工具,可有效地解決缸蓋加工中的質量問題,優化加工工藝,降低制造成本。PFMEA是個動態過程,需要不斷地總結和回顧,不斷發現、解決新的高風險問題,推動持續改進。
參 考 文 獻
[1]王大明,梁賀,賴智宇,等.淺議PFMEA在實際生產中的有效運用[J].裝備制造技術,2009(11).
[2]袁浩,王學敏,劉文浩.過程潛在失效模式與影響分析在汽車白車身制造中的應用[J].汽車工藝與材料,2014
(7):36-41.
[3]陳麗華,周炳海.PFMEA與防錯技術在汽車行業中的應用[J].機械制造,2007,45(9):61-64.
[責任編輯:陳澤琦]
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
