柔性焊接生產線夾具切換技術探析
2017-05-30 08:45:46劉坤
企業科技與發展 2017年5期
劉坤
【摘 要】夾具自動切換、夾具的切換方式及切換時間是汽車白車身焊接生產線柔性化的關鍵技術之一。文章結合具體實踐,闡述、分析汽車焊接生產線常見夾具切換形式、切換原理、夾具庫的布局,以及其優缺點,可為讀者提供一些焊接生產線規劃設計及改造的借鑒和參考。
【關鍵詞】焊接生產線;夾具切換;夾具庫;多車型
【中圖分類號】U468.2 【文獻標識碼】A 【文章編號】1674-0688(2017)05-0129-04
0 引言
隨著消費市場需求的提高,汽車的改款變型速度日益加快,汽車生產規模不斷擴大,汽車白車身焊裝生產線需要適用不同車型的生產要求以降低車身開發成本。目前,在汽車車身焊裝技術上,普遍采用的是柔性化焊裝生產線。柔性化焊裝線是指在相同的地方同一條生產線上可以同時滿足多個車型的生產,其通用設備和公用動力設施一次性投入永久性使用,每次開發新車型時,只需增加部分專用設備,改造事先預置的通用設備和調試各種共用化程序,因此避免了重復投資造成的浪費,而且縮短了技改時間。然而,專用設備通常為各車型的夾具及抓手,如何快速有效地完成夾具切換,成為柔性生產線考慮的關鍵技術。
1 夾具切換系統的原理
1.1 并排式夾具庫系統
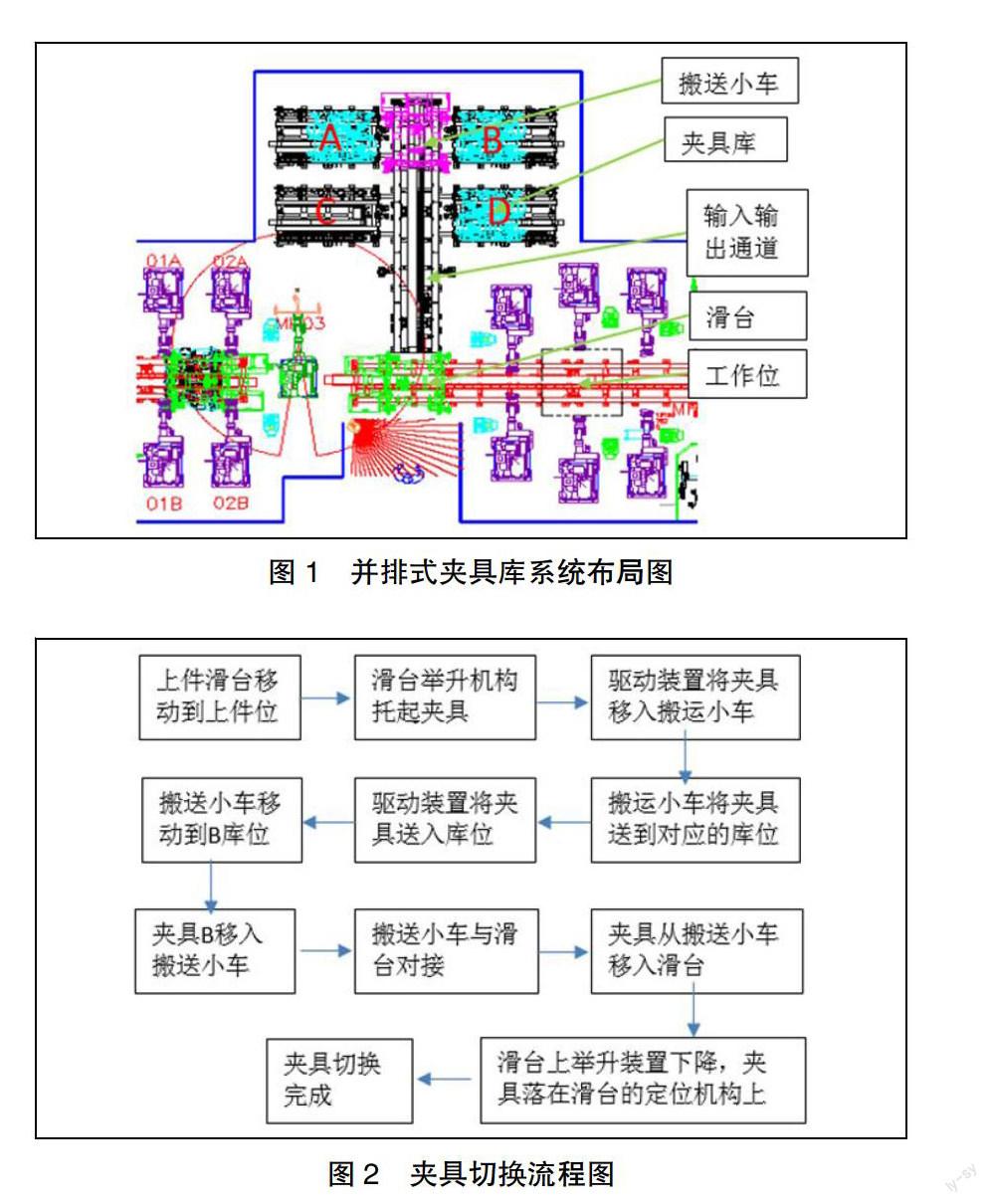
并排式夾具庫系統主要由夾具庫、夾具輸入輸出通道、搬送小車、夾具上件滑臺構成。并排式夾具庫系統如圖1所示。
夾具切換流程以目前生產C車型要切換生產B車型為例進行說明(如圖2所示)。
這種夾具庫布局方式適合批量切換生產模式,切換時間少于60 s,多用于各分總成(如機艙、前地板、后地板、側圍等)的自動化焊接生產線。該系統按照驅動方式和傳動方式不同可設計成多種結構,熟悉其原理為我們規劃生產線提供依據。下面介紹2種不同的結構。
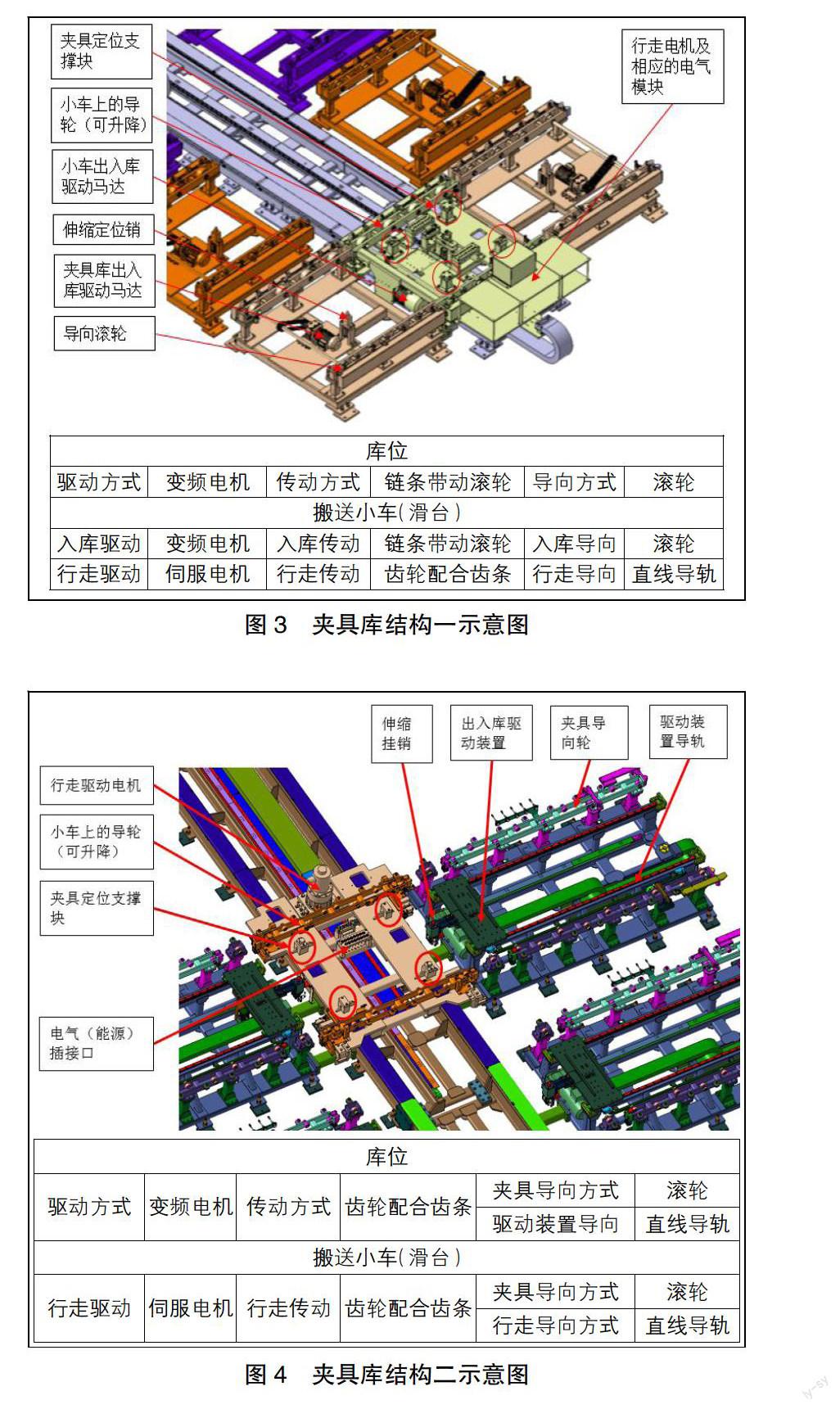
夾具庫結構一原理(如圖3所示):小車(滑臺)行走到對應庫位,其兩側的導輪(導輪上存放著夾具)由4個汽缸頂起,然后小車上的入庫驅動電機和庫位里的驅動電機同時啟動,通過鏈條、齒輪帶動兩側的滾輪轉動,從而達到夾具出入庫的目的。
該結構形式的優點是庫位可以做得比較小,結構比較簡單,造價低,適用于受場地約束比較大的線體,缺點是入庫傳動效率相對比較慢。
夾具庫結構二原理(如圖4所示):小車(滑臺)行走到對應庫位,其兩側的導輪(導輪上存放著夾具)由4個汽缸頂起。此時,庫位里的驅動裝置行走到庫位的前端,伸縮掛銷伸出來將夾具掛住,然后驅動裝置將夾具拖入庫內完成夾具入庫。出庫同樣是由驅動裝置掛著夾具將其推入滑臺。
該結構形式和結構一相比,滑臺上的滾輪是無動力的,夾具出入庫位是由庫位里的驅動裝置拖拉完成。該系統傳動高效可靠,但庫位結構復雜,制造成本高,后端留出了驅動裝置的位置,占地面積較結構一要大些。
以上2種系統的結構形式是比較成熟的,工作輸送速度可達(伺服電機牽引)1.5 m/s,臺車負載可達4 t,焊接區伺服牽引小車重復定位精度可達±0.2 mm,車型切換牽引小車重復定位精度可達±0.3 mm,臺車夾具重復定位精度可達±0.5 mm,最長車型切換時間<60 s。在實際設計過程中,我們還可以根據其原理自由組合。比如,小車可以不背著夾具走,可以設計伸縮銷掛著夾具推或拉著夾具走。直角切換可以采用萬向球替代滾輪。根據驅動方式還可以用無桿氣缸;根據傳動方式可以用蝸桿;根據導向方式可以采用方形條狀的磨材加3個方向的滾輪等。組合的方式和結構非常多,這就需要我們根據客戶的預算、節拍要求、自動化程度、場地大小等因素綜合考慮給出最優方案。
1.2 夾具旋轉臺、轉轂運行系統
通過將不同車型的專用夾具設置于旋轉的轉臺或轉轂上,我們稱之為旋轉臺或轉轂運行系統。一般用伺服馬達驅動,通過機器人七軸或線體PLC系統控制存儲或使用。每個轉臺或轉轂通常可以布置2~3個或按“十”字形排布4個夾具固定座。這種方式被廣泛應用于焊裝車間柔性生產線,其優點在于切換時間快,通常旋轉180°只需要5~7 s。滿足了汽車生產廠家對隨機切換生產能力的要求。
2 夾具切換系統的布局規劃
節拍是夾具切換系統規劃設計的重要因素,現階段在汽車市場非常火爆,汽車生產廠家對生產節拍要求比較高。在車型切換時一般要求批量生產模式的切換時間少于60 s,隨機生產模式的切換時間少于18 s。這就要求我們在做生產線規劃設計時要考慮選用什么方式和結構的夾具庫切換系統,還要考慮怎么合理地利用車間的場地,并使得切換軌道布置最短等。在要求隨機切換的生產模式中,我們通常會考慮轉臺的方式,但轉臺也有其局限性,比如車型數量受限、體積不能做得太大等。隨機切換的生產模式如何在十幾秒的時間內完成切換,其實行業內還有一種做法就是提前準備好下一款要生產車型的夾具,讓切換距離縮至最短。下面以3種比較典型的提前將要生產的下一款車型的夾具移到準備位置待命的布置方式來說明,我們可以將這種思路進行拓展,延伸應用到其他結構方式中。
2.1 對稱布置矩陣式夾具庫
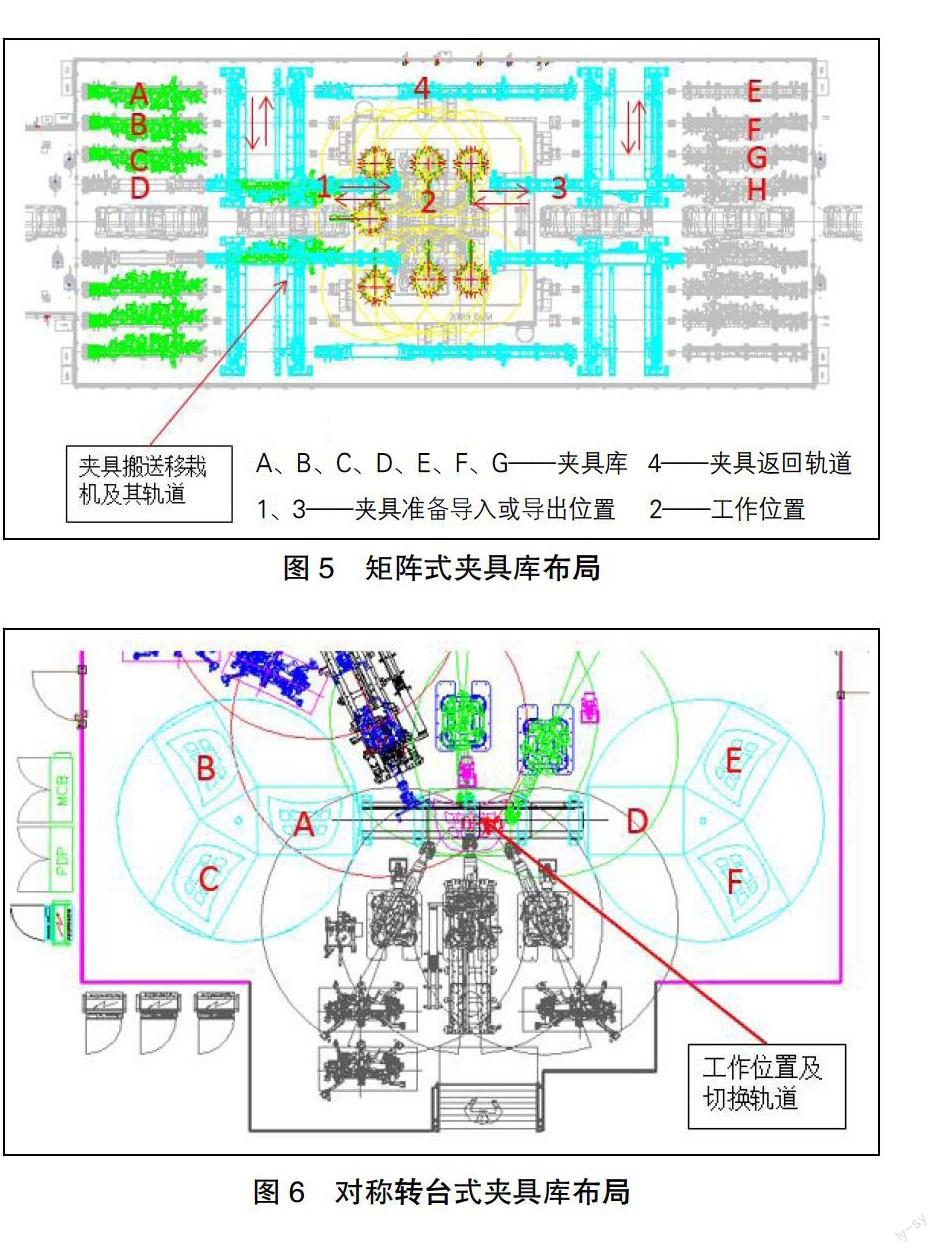
矩陣式夾具庫對稱布置于工作工位的兩側,這種方式常見于白車身主線的總拼工位。如圖5中“柯馬”OPENGATE的總拼形式,下一款要生產的車型的夾具提前移動到1或3的準備位置待命,以便快速地切換。切換流程以在產車型為E要切換生產D車型予以說明:D車型夾具通過搬送移栽機移送到準備位置1待命,接到系統的生產指令后,E車型的夾具從工作位移出到準備位置3,同時D車型從準備位置1移入工作位置2,實現了夾具的快速切換。這種方式通常可以做到18 s甚至15 s之內。如果是同側夾具庫之間的夾具切換,換下來的夾具可以通過后面的返回軌道倒回其對應的夾具庫。這種方式的優點是造價低,缺點是占地面積大和對工廠場地的要求高。
2.2 對稱布置轉臺式夾具庫
對稱轉臺式夾具庫布置如圖6所示,該機構布局的思路跟對稱矩陣式的思路是一樣的。如目前生產的是D車型,下一個要生產的A車型,根據系統指令可以將要生產的下一款車型的夾具提前旋轉到準備位置待命,這樣可以實現快速切換。但與對稱矩陣式比較,它又有其局限性,比如目前在產的是D車型,要切換同一個轉臺上的E車型,就不能提前將E車型旋轉到準備導入口,因為必須先將在工作位置上的D車型導入庫內,才能將E車型導入。在節拍上多出了一個旋轉的時間。但是,旋轉臺式夾具庫的優點就是速度快,我們在給長沙某主機廠做的一個側圍上件旋轉臺,旋轉臺的直徑為5 400 mm,旋轉180°僅需7 s。該方式速度快且技術相對成熟。
2.3 中轉式夾具切換系統
中轉式夾具切換系統是一種夾具庫不在線體內,需通過AGV小車或人力從車間某處夾具存放地點將夾具拉過來,提前導入線體的準備導入口的方式,其動作流程如下。
當生產線在正常生產時,圖7中的B、C、D位置為空,下一批次的夾具通過AGV小車自動傳送至位置A處存儲,線上夾具在焊接位置和位置E處往復移動。當需要切換夾具時,位置E處的夾具移動至位置B,然后位置A和B整體移動,把位置B需切換出去的夾具移動至位置C,而需切換來進行生產的夾具從位置A移動到位置B,再經過位置C自動移動至位置E處,完成整個切換過程。切換時間視通道長度不同而不一樣,實際應用案例中不超過25 s。
A處為夾具導入位置:背負式AGV小車把需導入的夾具從AGV小車上導入。
B處為夾具切換位置:夾具此工位進行切換,把生產完畢的夾具切換至位置D,把將要生產的車型夾具切換至位置E。
C處為夾具導出位置:把生產完畢的夾具從位置C自動倒導出至AGV小車上。
線體外的夾具庫在每個夾具庫位上配置多個接近開關,通過接近開關的組合來確定車型夾具信息,通過PLC系統發出不同的信號給AGV系統,使AGV小車能準確地實現自動存取夾具。該切換方式優點是夾具庫建在線體外,不受線體場地要求而限制夾具庫的數量,線體可以切換專用夾具,適應很多車型的生產。缺點是只能用于批量生產模式,達不到隨機生產模式要求的切換節拍。
3 結語
各類夾具庫的切換系統各有利弊,適應車型品種越多,柔性越好。然而,我們不能盲目地追高柔性、高節拍。作為一個好的焊裝工藝規劃者應充分理解各種夾具庫切換原理和方式,融會貫通,結合項目的戰略、生產綱領、產品特性、廠房限制、質量目標、物流方向及安全等因素,避免成本和技術的浪費,選擇一個最合適、性價比最高的柔性焊裝線規劃方案,或提出一種富有創新的切換邏輯思路。
參 考 文 獻
[1]楊緒樂,催占生.專有化與柔性化焊裝生產線輸送方式的比較[J].汽車與配件,2014(10):67-69.
[2]劉延林.柔性制造自動概論[M].武漢:華中科技大學出版社,2001.
[3]張敏,魏偉.淺談汽車生產中的柔性制造[J].汽車工藝與材料,2005(6):1-2.
[責任編輯:陳澤琦]
