UBF+AO/MBR工藝處理甲醇制高清潔燃料廢水
2017-06-05 08:58:13趙立強
化工設計通訊 2017年5期
趙立強,李 甜
(唐山境界實業有限公司,河北唐山 063000)
UBF+AO/MBR工藝處理甲醇制高清潔燃料廢水
趙立強,李 甜
(唐山境界實業有限公司,河北唐山 063000)
唐山境界實業有限公司甲醇制高清潔燃料項目污水處理工程,采用UBF+AO/MBR工藝處理綜合廢水。運行結果表明,該組合工藝抗沖擊負荷能力強,運行穩定可靠,主要污染物去除率達99%。出水水質符合GB50335—2002《污水再生利用工程設計規范》中再生水用作循環冷卻水的水質控制指標。
UBF;AO/MBR;甲醇;高清潔;燃料廢水
唐山境界實業有限公司甲醇制高清潔燃料項目是一步法工藝在國內首套產業化裝置。為提高水的資源利用率,擬將綜合廢水處理處理后回用至循環水系統。
1 廢水水質分析
綜合廢水正常水量為50m3/h,考慮到水量、水質的波動性,污水處理系統設計規模為70m3/h。出水水質執行GB50335—2002《污水再生利用工程設計規范》中再生水用作循環冷卻水的水質控制指標。污水處理系統設計進水水質和出水水質詳見表1。

表1 污水處理系統設計進出水水質標準
2 處理工藝的確定
綜合廢水是一種高濃度有機廢水,削減有機物是污水處理系統的主要目標,因此厭氧、好氧組合工藝是最理想的選擇。污水處理系統回用水質指標要求高,依靠單一工藝很難實現,需在生化處理的基礎上將多種工藝進行組合。
2.1 預處理工藝選擇
綜合廢水呈酸性且含有油,采用加堿調節pH值至中性,利用隔油工藝去除各種油類,以便于生化處理;針對廢水中含有的懸浮物,采用混凝氣浮工藝,去除懸浮物、膠體雜質及隔油池處理后剩余的油類;鑒于工業廢水的波動性,設置調節池進行水質水量均衡,并設置事故池儲存事故來水。
2.2 生化處理工藝選擇
主生化段采用厭氧+缺氧/好氧工藝,厭氧采用UBF工藝,高效降解廢水中的有機污染物,去除絕大部分的COD,減輕好氧段的運行負荷;好氧段采用微孔曝氣,利用好氧微生物最大限度的去除廢水中的污染物。為滿足回用要求,考慮采用膜處理工藝,利用MBR膜的微濾功能,在凈化出水水質的同時,還可增加好氧段的污泥濃度,提高處理效率。
根據上述分析,污水處理系統選擇“中和+隔油沉淀+調節+混凝氣浮+UBF厭氧+AO/MBR+消毒回用”的處理工藝。
3 污泥接種馴化
3.1 UBF調試啟動
3.1.1 第一階段
污泥接種后,反應器容積負荷從0.45kgCOD/(m3·d)開始,間隔5h進水一次,每次15min,控制進水COD濃度4 000 mg/L,水溫32℃,VFA不高于1 000mg/L。當生物降解能力達到70%以上時,逐步將進水間隔縮短至2h一次,進水時間延長至40min。期間每隔1h開動循環泵對污泥攪拌1次,每次10min。
3.1.2 第二階段
當反應器容積負荷上升到2~4kgCOD/(m3·d)時,每次進水負荷可適當增大,但最大不超過20%。通常從第一階段到第二階段需要約30d,此時顆粒污泥開始產生,容積負荷大約為設計負荷的50%。
3.1.3 第三階段
采用逐步增加進水量和縮短進水時間方式,使容積負荷從50%升高至100%。衡量能否增加進水量和縮短進水時間的水質指標為VFA,UBF池要求控制VFA濃度不大于500mg/L。注意,當VFA含量大于1 000mg/L時,表明反應器已處于酸化狀態,需停止進水,進行污泥馴化。
3.2 AO/MBR調試啟動
3.2.1 第一階段
污泥接種后采用連續培養方法,控制進水COD在300~400mg/L、水溫25℃,溶解氧2mg/L。污泥接種后48h內,采用間歇方式曝氣,曝氣3h停1h;之后開始連續曝氣,并定期投加葡萄糖、尿素、磷酸鹽,調節碳氮磷比,直至污泥呈懸浮態,停止曝氣后上清液清澈,污泥沉降性好,沉降比在30%以上,接種成功。
3.2.2 第二階段
開啟硝化液回流泵,將好氧池污泥回流至缺氧池,并按設計進水總量的30%連續進水,當AO池COD去除率達到60%時,增加進水量至下一負荷段,每次增加進水量不高于10%。期間控制污泥濃度2 000-4 000mg·L-1、污泥負荷0.1~0.2kgBOD5/ kgMLSS·d,直至進水量達到設計水量、出水水質達到設計水質為止。
3.2.3 第三階段
將好氧池出水引入MBR池,并開啟MBR池污泥回流泵。MBR膜池進水后必將導致AO/MBR系統污泥濃度降低,此時繼續向好氧池投加營養物質培養活性污泥。當污泥濃度達到2 000mg/L且性狀良好時,開啟MBR抽吸泵并控制出水量為設計出水量的30%,之后隨污泥濃度的增長適當提高出水量,當MBR膜池污泥濃度達到4 000mg/L且出水水質達標后,調整出水量達到設計值。正常運行后污泥濃度可達到8 000~15 000 mg/L。
4 運行結果與效益
4.1 運行結果
項目投用后,受生產廢水水質周期性的波動影響。實際進水水質與設計水質存在一定偏差,但污水處理系統出水水質滿足設計回用要求。污水處理系統運行出水水質詳見表2。
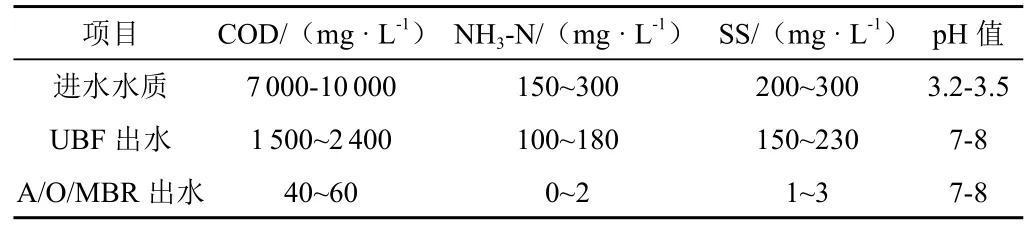
表2 污水處理系統運行運行監測結果
由表2可知,實際運行過程中,UBF系統COD去除效率75%,氨氮去除率40%,SS去除率20%;AO/MBR系統COD去除率約97%,氨氮去除率99%,SS去除率99%;污水處理系統主要污染物的總去除率均達到了99%。
4.2 效益分析
污水處理系統實際運行費用為5.24元/m3,其中藥劑費為2.48元/m3、電費2.25元/m3、人工費0.51元/m3,可削減COD3 864t/a、氨氮132t/a,回用中水40萬m3/a,節約新鮮水費190萬元/a。
5 結論
1)選用UBF+AO/MBR工藝處理甲醇制高清潔燃料廢水可以取得很好的處理效果,系統穩定運行期間COD、BOD、NH3-N、SS去除率均達到了99%以上,出水水質達到了GB50335—2002《污水再生利用工程設計規范》中再生水用作循環冷卻水的水質指標。
2)UBF最大的特點就是反應器內的污泥顆粒化,這使得反應器內的污泥濃度更高,污泥泥齡更長,容積負荷更大,污泥處于膨脹流化狀態,強化了傳質效果,反應器處理效率高,同時有很強的耐沖擊負荷能力。
3)AO/MBR系統用MBR膜生物反應器替代傳統的二沉池實現泥水分離,工藝流程短、自動化水平高,同時實現了系統水力停留時間HRT和污泥停留時間SRT的完全分離,水力負荷和有機負荷適應性極強。
[1] 李斗,李東偉,高先萍,等.UBF反應器啟動及運行特性研究[J].中國科技論文,2009,4(5):353-356.
[2] 蔣小龍,葉芬霞.工業廢水為主的城市污水A/O工藝啟動研究.環境科學與技術,2006,29(11):89-90.
[3] 孫劍輝,倪利曉.新型高效厭氧反應器UBF的研究進展[J].環境污染治理技術與設備,2000,8(6):22-26.
[4] 徐亞同,黃民生.廢水生物處理的運行管理與異常對策[M].北京:化學工業出版社,2004.
[5] 叢錦華,趙海霞.物理化學法處理高濃度有機廢水[J].化工環保,1997,17(2):90-951.
[6] 黃圣散,吳志超,周琪.浸沒式平板膜生物反應器處理工業區污水試驗研究[J].環境工程,2005,23(6):13-15.
[7] 李紅瑛,陳衛,孫敏.A/O-MBR處理低濃度生活污水的試驗研究[J].中國給水排水,2007,23(3):96-98.
[8] 劉銳.膜生物反應器和傳統活性污泥工藝的比較[J].環境科學,2001,22(3):20-24.
UBF+AO/MBR Process for Treating Highly Clean Fuel Wastewater from Methanol
Zhao Li-qiang,Li Tian
The UBF+AO/MBR process was used to treat the comprehensive wastewater treatment of the high-clean fuel project of methanol.The results show that the combined process has strong anti-shock load capacity,stable and reliable operation,and the removal rate of major pollutants is 99%.Water quality in line with GB50335—2002 “Sewage Recycling Engineering Design Code” in the recycled water for circulating water quality control indicators.
UBF;AO/MBR;Methanol; high clean; fuel wastewater
TQ223.121
B
1003–6490(2017)05–0011–02
2017–04–06
趙立強(1985—),男,河北唐山人,工程師,主要從事給排水工程管理工作。
猜你喜歡
環境(2023年5期)2023-06-30 01:20:01
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代水產(2019年1期)2019-05-16 02:42:04
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03