偏心孔板在加熱爐出口控制中的應用
2017-06-05 14:18:05王寧
石油化工自動化 2017年1期
王寧
偏心孔板在加熱爐出口控制中的應用
王寧
(中國石化工程建設有限公司,北京 100101)
介紹了加熱爐出口串級控制系統,并針對重沸爐出口溫度控制方案不能很好地滿足窄餾分物料的控制需求,在設計上采用一種偏心孔板流量控制方案。介紹了該串級系統的構成、并建模,同時介紹了計算公式,舉出了設計應用實例。
偏心孔板 串級控制 加熱爐 兩相流體
在煉油化工生產中常見的加熱爐是管式加熱爐,可分為箱式、立式和圓筒爐三大類。對于加熱爐,工藝介質受熱升溫或同時進行氣化,其溫度的高低會直接影響后一工序的操作工況和產品質量。因此,在以加熱爐為塔底熱源的分餾塔控制中,中國均采用控制加熱爐出口溫度的方法。處理餾分范圍很寬的物料時,因加熱爐出口物料氣化率和熱負荷的變化會導致爐出口溫度有一定的變化,所以這種控制方案是可行的。但對于重整裝置的預分餾塔、汽提塔和穩定塔等處理窄餾分物料的分餾塔來說,只有重沸爐出口氣化率和熱負荷變化很大時,才會引起爐出口溫度很小的改變,也就是說,重沸爐出口溫度不能靈敏地反應氣化量和加熱爐供熱量的多少。因而,采用傳統的溫度控制方式并不能得到理想的控制效果。
1 加熱爐的串級控制方案
在石油化工和煉油廠中的加熱爐大多采用串級控制系統。加熱爐的串級控制方案,由于干擾因素以及爐子型式不同,可以選擇不同的副參數,主要有爐出口溫度對爐膛溫度的串級控制;爐出口溫度對燃料流量的串級控制;爐出口溫度對燃料閥后壓力的串級控制。
1.1 爐出口溫度對爐膛溫度的串級控制
爐出口溫度對爐膛溫度的串級控制方案如圖1所示。當受到燃料的壓力、熱值、煙囪抽力等干擾因素作用后,首先會影響爐膛溫度的變化,接著再影響到爐出口溫度,而前者滯后遠小于后者。采用爐出口溫度對爐膛溫度串級控制后,就把原來滯后的對象一分為二,副回路起超前作用,能使這些干擾因素在影響到爐膛溫度時,就迅速采取控制手段,這將顯著改善控制質量。
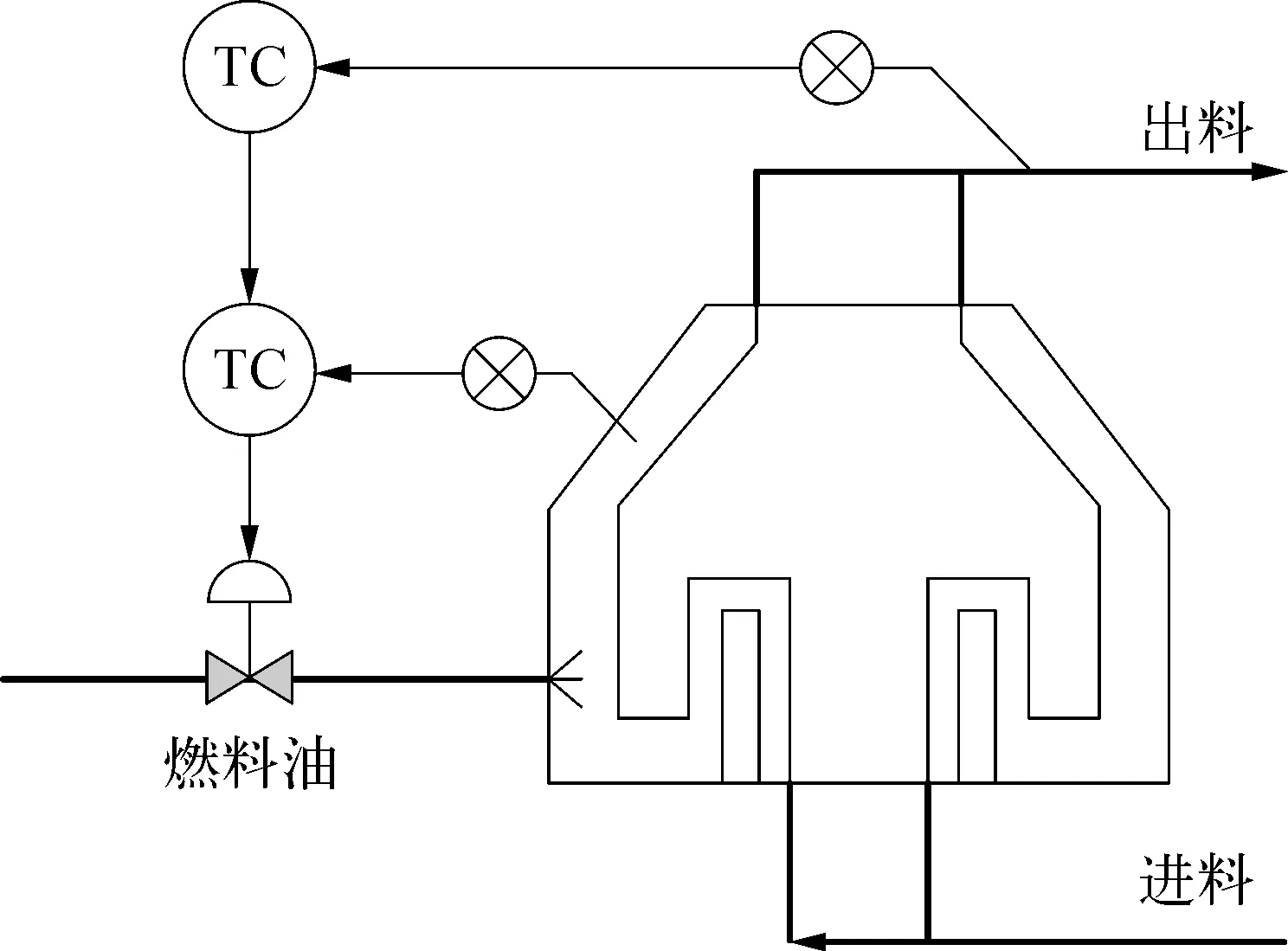
圖1 爐出口溫度對爐膛溫度的串級控制方案示意
圖1所示控制方案對下述情況更為有效:
1) 熱負荷較大而熱強度較小的情況,即不允許爐膛溫度有較大波動,以免影響設備。
2) 當主要干擾是燃料的熱值變化,即組分變化的情況,其他串級控制方案的內環無法感受。
3) 在同一個爐膛內有2組爐管,同時加熱2種物料的情況。此時雖然僅控制1組溫度,但另1組亦較平穩。
由于把爐膛溫度作為副參數,因而采用該種方案時還應注意: 應選擇有代表性的爐膛溫度檢測點,而且反應要快,然而該類檢測點選擇困難,特別是對圓筒爐;為了保護設備,爐膛溫度不應有較大波動,所以在參數整定時,對于副控制器不應整定的過于靈敏,且不加微分作用;由于爐膛溫度較高,測溫元件及其保護套管材料必須要耐高溫。
1.2 爐出口溫度對燃料流量的串級控制
一般情況下雖然對燃料壓力進行了控制,但在操作過程中,如發現燃料流量的波動成為外來主要干擾因素時,則可以考慮采用爐出口溫度對燃料流量的串級控制,如圖2a)所示。該種方案的優點是當燃料流量變化后,還未影響到爐出口溫度之前,其內環即先進行調節,以減小甚至消除燃料流量的干擾,從而改善控制質量。在某些特殊情況下,可組成爐出口溫度、爐膛溫度、燃料流量的3個參數的串級控制系統,如圖2b)所示,但該方案使用儀表多,且整定困難。
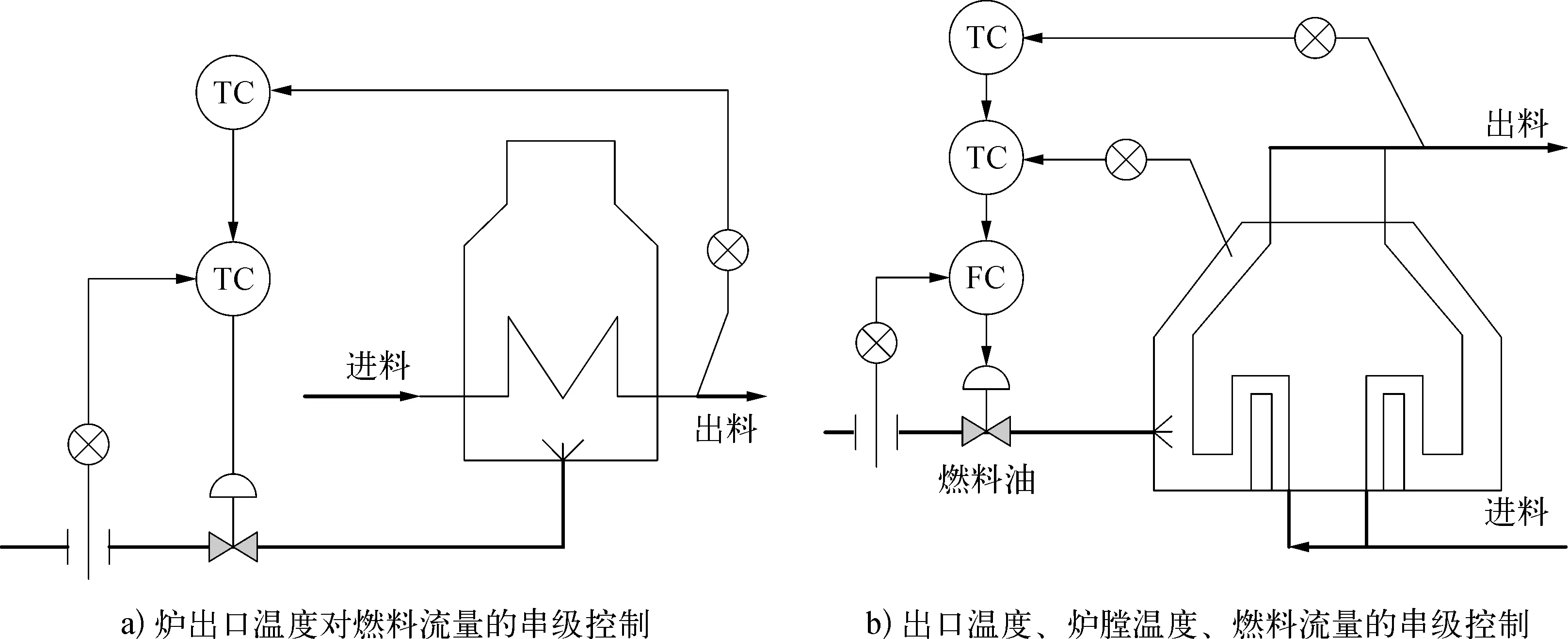
圖2 爐出口溫度對燃料流量的串級控制方案示意
1.3 爐出口溫度對燃料閥后壓力的串級控制
若加熱爐所需燃料流量較少或其輸送管道較小時,其流量測量較困難,特別是當采用黏度較大的重質燃料油時更難測量。一般來說,壓力測量較流量方便,因而可以采用爐出口溫度對燃料閥后壓力的串級控制,如圖3所示。
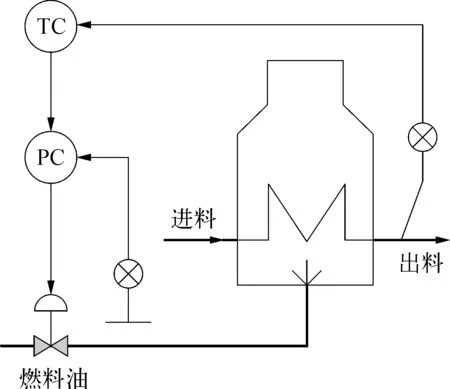
圖3 爐出口溫度對燃料閥后壓力的串級控制方案示意
該方案應用較廣,采用該方案時,需要注意的是: 如果燃料噴嘴部分堵塞,也會使閥后壓力升高,此時副控制器的動作使閥門關小,這是不適宜的。因此,在運行時必須防止這種現象發生,特別是采用重質燃料油或燃料氣中夾帶液體時更要注意。
2 加熱爐出口差壓控制方案
2.1 串級控制系統設計
重整預加氫汽提塔底重沸爐操作靈敏度要求比較高,塔底物料餾程比較窄,液體介質沸點低,進加熱爐前為液體,當被加熱介質在溫度升到一定程度時,介質氣化還要繼續吸收熱量,溫度不再升高,此時不宜采用溫度串級控制,需要在設計上采用一種特殊的偏心孔板進行流量控制。在加熱爐出口加個偏心孔板,通過偏心孔板前后壓差控制來實現加熱爐燃料的控制。氣化度越高,孔板前后壓差越大。該控制系統結構如圖4所示。
2.1.1 測量變送單元
假設燃料氣測量儀表為線性單元,動態滯后可忽略,則有:
(1)
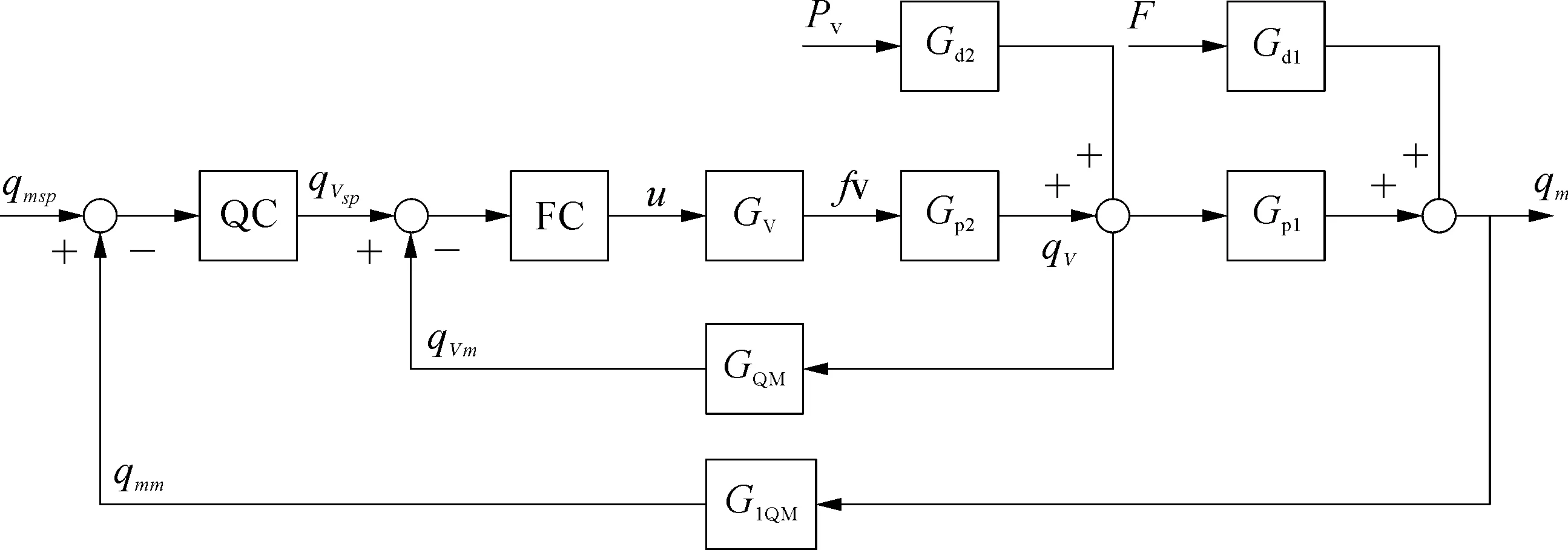
注: qmsp——偏心孔板的設定值;qV, qVm, qVsp——燃料氣流量的實際值、測量值與設定值;fV——燃料調節閥相對流通面積,%圖4 重沸爐出口偏心孔板串級控制系統結構示意
而孔板測量環節可用以下的一階環節來近似:
(2)
式中:KQM,K1QM——與測量儀表的量程有關;T1——孔板測量環節的時間常數,min,T1≥0。在實際過程中這些參數基本不變,而各儀表輸出經歸一化后均為0~100%。
(3)
式中:qV,max,qV,min——測量儀表輸出信號的上下限;qmax,qmin——測量儀表量程的上下限。
2.1.2 執行器/調節閥
假設調節閥為近似線性閥,其動態滯后忽略不計,而且
(4)
式中:KV——通常在一定范圍內變化,這里假設KV為(0.5~1.0),即控制器的輸出變化1%,調節閥的相對流通面積變化0.5%~1.0%。
2.1.3 被控對象
1) 對于燃料氣對象,假設控制通道與擾動通道的動態特性可表示為
(5)
式中:T2≥0且基本不變;K2,Kd2——通常在一定范圍內變化。
2) 對于孔板控制對象,假設控制通道與擾動通道的動態特性可表示為
(6)
根據系統方框圖建模,其中燃料氣控制器FC采用PI調節器,孔板控制器QC采用PID調節器。串級系統PID參數的整定過程是: 先進行副控制器的參數整定,再在副回路閉合的前提下,進行主控制器的參數整定。對于該系統中的副回路控制器FC,其廣義對象沒有明顯的純滯后,無法用響應曲線法或臨界比度法來整定PID,這里采用經驗整定方法。
步驟1: 首先設定控制器PID參數的初始值為KC=1/KP=1,TI=TP=1.5,TD=0,其中,KP為副回路廣義對象的穩態增益;TP為副回路廣義對象的一階時間常數。
步驟2: 再根據設定值跟蹤速度的快慢,調整控制器增益KC直到滿意為止。

將上述控制系統投入串級運行,對應的閉環系統不穩定,顯示出發散振蕩趨勢。為此,將主控制器增益KC減小50%至2.4,設定值跟蹤響應如圖5所示,響應曲線呈4∶1衰減振蕩,結果令人滿意。
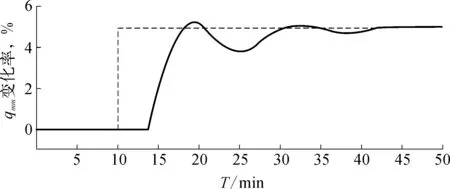
圖5 串級控制系統設定值跟蹤響應(KC=2.4)
2.2 控制系統的抗干擾性能
對于加熱爐出口物料的串級控制系統而言,干擾進入的位置與系統的抗干擾性能密切相關。對于進入副回路的干擾,如燃料氣壓力的變化,串級系統具有很強的抗干擾能力。與進入副回路的干擾完全不同對于進料量的變化。當爐子出口窄餾分物料產生兩相流,氣化率增大時,溫控的串級系統并不能得到滿意的效果。偏心孔板流量控制作為主回路控制,根據氣化率的大小計算偏心孔板孔徑和差壓,在主回路的抗干擾能力上得到了改善。
3 分餾塔底重沸爐出口偏心孔板的計算與設計
3.1.1 計算公式
液相為
(7)
氣相為
(8)
(9)
(10)
令
(11)
則
Sv=KSL
(12)
式中:qmhL,qmhv——汽液相物料的質量流量,kg/h;D——管道內徑,mm;df——相對密度; ΔpQ——差壓,kPa;SL,Sv——流量系數;MWV——氣相相對分子質量;pf——操作壓力(絕壓),MPa;Tf——操作溫度,K;Zf——壓縮系數;Y——膨脹校正系數;k——蒸發度Cp/CV;ρf——蒸汽密度,kg/m3。
3.1.2 實例應用
某煉廠連續重整裝置石腦油分餾塔底重沸爐出口偏心孔板應用示例如下:
1) 已知條件: 介質為石腦油,D=636 mm,qmhL=2.76×105kg/h,qmhv=2.65×105kg/h,df=0.498,ρf=47kg/m3,pf=1.3MPa(G),Tf=450K,MWV=101,Zf=0.72。

4 結束語
對于不同的工況和不同的工藝介質,加熱爐的出口控制方案也不盡相同。有傳統控制方式控制加熱爐出口溫度的方案,也有本文提到的針對窄餾分物料的加熱爐,采用安裝在加熱爐出口的偏心孔板差壓串級控制燃料氣的方案。雖然控制方案不同,但是最終的目的都是為了控制方案更合理、安全和可靠。本文僅以偏心孔板控制方案為例,通過建模進一步揭示了該控制系統的特點和主要優勢: 可快速克服進入副回路的各種干擾,對副回路對象特性變化具有很強的魯棒性,可克服副對象的非線性與其他特性變化,對主回路中兩相流的控制也得到很好的效果。筆者通過某裝置中實際工程設計應用為例,主要介紹了兩相流體偏心孔板的設計計算公式和計算方法,并同時舉出了計算實例,在實際生產中取得了很好的效果。
[1] 陸德民,張振基,黃步余.石油化工自動控制設計手冊[M].3版.北京: 化學工業出版社,2000: 79-80,995-997.
[2] 李軍,賀慶之.檢測技術及儀表[M].北京: 中國輕工業出版社,1989.
[3] 袁忠勛.窄餾分分餾塔重沸爐控制[J].煉油設計, 1993,23(03): 186-189.
[4] 俞金壽,孫自強.過程控制系統[M].北京: 機械工業出版社,2009.
[5] 王樹青,戴連奎.過程控制工程[M].北京: 化學工業出版社,2009: 211-213.
[6] 胡壽松.自動控制原理[M].北京: 科學出版社,2001.
[7] 任泓.重沸器返回線兩相流體偏心孔板的計算[J].當代化工,2006,35(03): 222-225.
[8] 陶永華.新型PID 控制及其應用[M].北京: 機械工業出版社,2002.
[9] 劉金琨,沈曉蓉,趙龍. 系統辨識理論及Matlab仿真[M].北京: 電子工業出版社,2013.
Application of Eccentric Orifice Plate in Outlet Control of Heating Furnace
Wang Ning
(Sinopec Engineering Incorporation,Beijing,100101,China)
s: The cascade control system of heating furnace outlet is introduced. Aiming at problem that outlet temperature control scheme of reboiling furnace can’t meet control requirement of narrow fractions well, an eccentric orifice flow control scheme is adopted in design. The structure of cascade system is introduced with model constructed. Calculation formula is introduced.Application example of design is listed.
eccentric orifice; cascade control; heating furnace; two-phase fluid
王寧(1980—),男,2008年畢業于北京化工大學自動化專業,獲碩士學位,現工作于中國石化工程建設有限公司儀表自控室,從事石油化工自動化工程設計工作,任工程師。
TP273
B
1007-7324(2017)02-0009-04
稿件收到日期: 2016-09-27,修改稿收到日期: 2016-12-27。
