轉(zhuǎn)向節(jié)廢品率較高的原因排查及試驗分析
2017-06-06 12:39:10朱舸張凱徐立軍中國重汽集團公司濟南鑄鍛中心
鍛造與沖壓 2017年7期
文/朱舸,張凱,徐立軍·中國重汽集團公司濟南鑄鍛中心
轉(zhuǎn)向節(jié)廢品率較高的原因排查及試驗分析
文/朱舸,張凱,徐立軍·中國重汽集團公司濟南鑄鍛中心
轉(zhuǎn)向節(jié)是經(jīng)典的汽車鍛件,其工藝過程復(fù)雜,且廢品率相對其他汽車鍛件較高,查明轉(zhuǎn)向節(jié)致廢原因并消除致廢因素,是行業(yè)內(nèi)共同面臨的技術(shù)難題。我公司某自動鍛造生產(chǎn)線生產(chǎn)(A生產(chǎn)線)轉(zhuǎn)向節(jié)廢品率持續(xù)較高,我們針對該轉(zhuǎn)向節(jié)廢品原因進行了一系列的排查和試驗,以尋求降低轉(zhuǎn)向節(jié)的廢品率。
由于轉(zhuǎn)向節(jié)廢品最終判定是在熱處理處理之后的探傷工序,首先應(yīng)對熱處理環(huán)節(jié)進行檢查。轉(zhuǎn)向節(jié)的熱處理過程為:淬火→回火→拋丸→探傷→清理→合格入庫。轉(zhuǎn)向節(jié)的熱處理廢品主要發(fā)生在淬火環(huán)節(jié),我們重點排查淬火工藝過程。
首先,確認(rèn)轉(zhuǎn)向節(jié)金相組織穩(wěn)定在3~4級,各項性能均合格。轉(zhuǎn)向節(jié)金相組織如圖1所示。
其次,對轉(zhuǎn)向節(jié)熱處理生產(chǎn)線進行了2次爐溫實測記錄,具體數(shù)據(jù)見表1。
經(jīng)過檢查,確認(rèn)轉(zhuǎn)向節(jié)熱處理線爐溫穩(wěn)定,且該熱處理線是全自動懸掛式轉(zhuǎn)向節(jié)熱處理生產(chǎn)線,設(shè)備故障率低、生產(chǎn)過程可靠、節(jié)拍穩(wěn)定。符合熱處理工藝要求。
最后,對淬火液進行檢測。淬火液的檢測包括溫度、濃度、攪拌頻率三個方面。首先對淬火液進行溫度記錄并使用溫度計進行人工測量,記錄溫度值與人工測量值誤差1℃以內(nèi),且在淬火液的工藝溫度范圍之內(nèi)。之后進行淬火液濃度的檢測,使用手持折光儀進行濃度檢測,淬火液濃度為9%,工藝要求為7.5%~9.5%,符合要求。之后檢查了淬火液攪拌器的攪拌頻率為30Hz,與工藝要求相符。
經(jīng)過以上排查看出熱處理過程符合工藝要求且穩(wěn)定可靠,可以判斷出A鍛造生產(chǎn)線的轉(zhuǎn)向節(jié)產(chǎn)品持續(xù)較高的廢品率應(yīng)排除熱處理工序的因素。那么應(yīng)在鍛造環(huán)節(jié)尋找影響產(chǎn)品廢品率的因素。
圖1 轉(zhuǎn)向節(jié)金相組織
我們對A生產(chǎn)線進行了工藝過程的跟蹤,從料段、加熱、預(yù)成形、預(yù)鍛、終鍛、切邊校正及模具潤滑冷卻均符合工藝要求。在常規(guī)的排查之后,未能找到明確的原因。之后我們在A、B、C三條不同的自動鍛造生產(chǎn)線上使用相同造型的鍛模進行了批量生產(chǎn)試驗,具體過程如下:
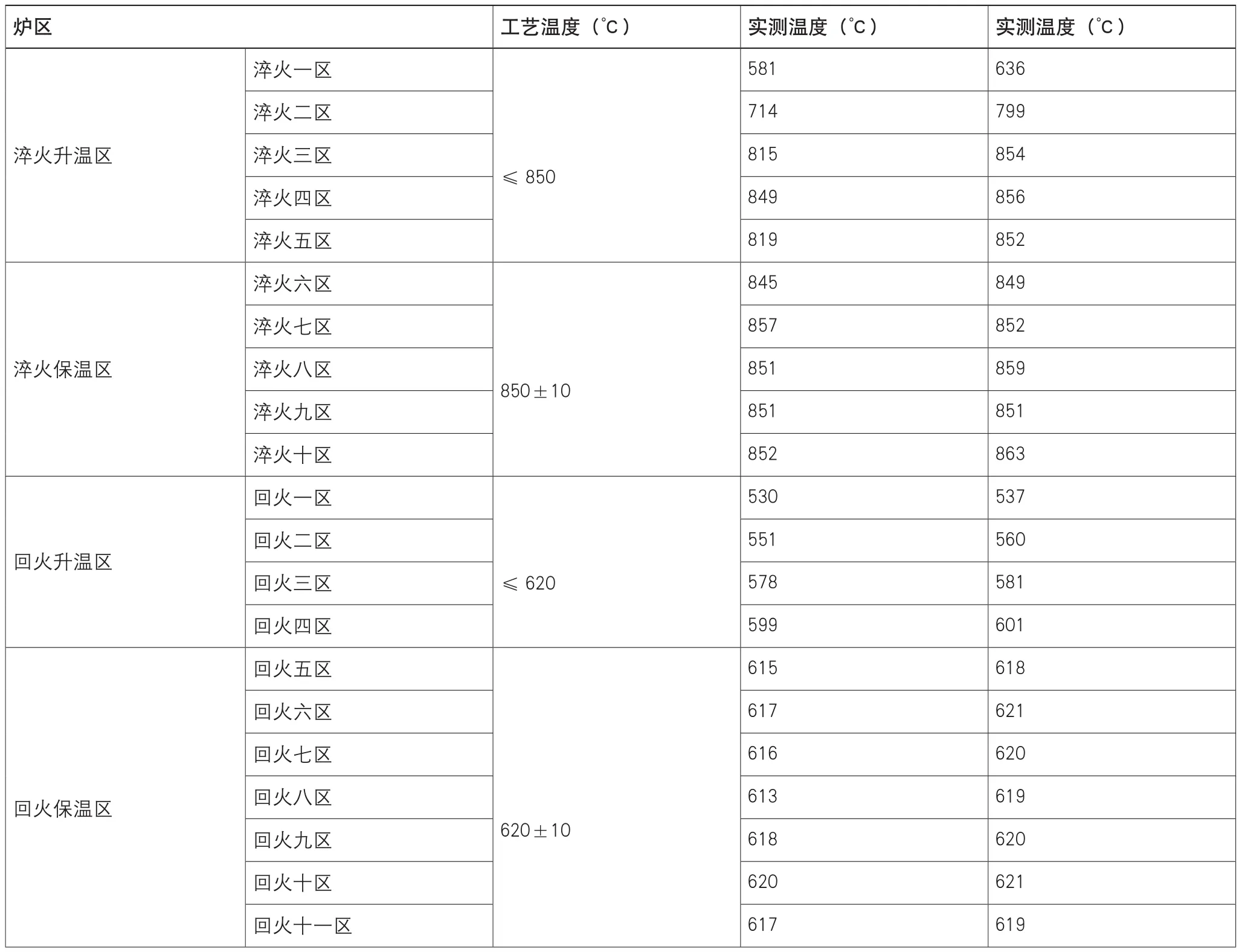
表1 熱處理生產(chǎn)線爐溫實測

表2 A生產(chǎn)線裂紋位置統(tǒng)計
A生產(chǎn)線鍛打的轉(zhuǎn)向節(jié)共計5177件,廢品182件,廢品率3.52%。裂紋主要集中在b與d位置,這兩處位置廢品占總廢品的79.89%。詳見表2。
B生產(chǎn)線鍛打的轉(zhuǎn)向節(jié)共計5026件,廢品77件,廢品率1.53%。其中a、i1、h1、h2四個位置的廢品率分別為14.29%、15.58%、38.64%、14.29%,此四處裂紋廢品合計占總廢品的82.79%。詳見表3。
C生產(chǎn)線鍛打的轉(zhuǎn)向節(jié)共計2218件,廢品60件,廢品率2.7%。裂紋位置較為分散,不集中,詳見表4。
典型裂紋廢品圖示如圖2所示。
⑴a位置廢品。主要是在B生產(chǎn)線鍛打的轉(zhuǎn)向節(jié)中發(fā)現(xiàn)的。該位置為轉(zhuǎn)向節(jié)把部,成形后為圓棒狀,并非應(yīng)力集中位置,因熱處理直接原因造成廢品的可能性不大,該批產(chǎn)品在廢品裂紋位置統(tǒng)計時發(fā)現(xiàn),該處致廢裂紋在把部的分部位置大體相同,朝向一致。經(jīng)統(tǒng)計,該副模具已鍛打產(chǎn)品4000件以上,懷疑為模具保養(yǎng)不好,模具老化引起的鍛造缺陷。更換模具后,該位置未再發(fā)現(xiàn)廢品。

表3 B生產(chǎn)線裂紋位置統(tǒng)計

表4 C生產(chǎn)線裂紋位置統(tǒng)計

圖2 典型裂紋廢品圖示
⑵b位置廢品,A、B、C生產(chǎn)線的產(chǎn)品中均有發(fā)現(xiàn),但主要是集中在A生產(chǎn)線以及C生產(chǎn)線鍛打的產(chǎn)品中。且A生產(chǎn)線鍛打產(chǎn)品出現(xiàn)的廢品中有60%以上為該位置。因A生產(chǎn)線鍛打的產(chǎn)品在該處裂紋廢品比例遠(yuǎn)遠(yuǎn)高于另外兩條生產(chǎn)線,對比鍛打工藝以及熱處理工藝發(fā)現(xiàn),熱處理工藝基本相同,但鍛打設(shè)備以及鍛打工藝存在差異。初步懷疑為鍛造原因造成的內(nèi)部缺陷。
⑶d位置廢品,A、B、C生產(chǎn)線的產(chǎn)品中均有發(fā)現(xiàn),但主要是集中在A生產(chǎn)線以及C生產(chǎn)線鍛打的產(chǎn)品中。B生產(chǎn)線鍛打的產(chǎn)品中在該位置的廢品比例遠(yuǎn)低于A生產(chǎn)線以及C生產(chǎn)線,對比三條生產(chǎn)線的鍛打工藝發(fā)現(xiàn),A生產(chǎn)線以及C生產(chǎn)線鍛打工序中的拍扁工序均為一道序,B生產(chǎn)線的拍扁工序為兩道序。
⑷i1、h1、h2位置廢品,A、B、C生產(chǎn)線的產(chǎn)品中均有發(fā)現(xiàn),但B、C生產(chǎn)線該位置廢品所占總廢品比例均高于A生產(chǎn)線。該三處裂紋廢品有一個共同點,即均在鍛模的凸臺位置,i1為上模凸臺位置,h1、h2為下模凸臺位置。懷疑為鍛打過程中棒料在型腔中流動不暢,受阻回流造成的折疊,形成應(yīng)力集中位置。熱處理后在該應(yīng)力集中位置形成裂紋廢品。通過對比A、B、C生產(chǎn)線的鍛打工藝發(fā)現(xiàn),A生產(chǎn)線的鍛打節(jié)拍要遠(yuǎn)短于B、C生產(chǎn)線,鍛打節(jié)拍短,則進入預(yù)鍛以及終鍛的溫度就高,這就有利于金屬的流動,即在鍛打過程中流動更加順暢,故而A生產(chǎn)線在該位置的廢品比例低。A、B、C生產(chǎn)線設(shè)備主要參數(shù)見表5。
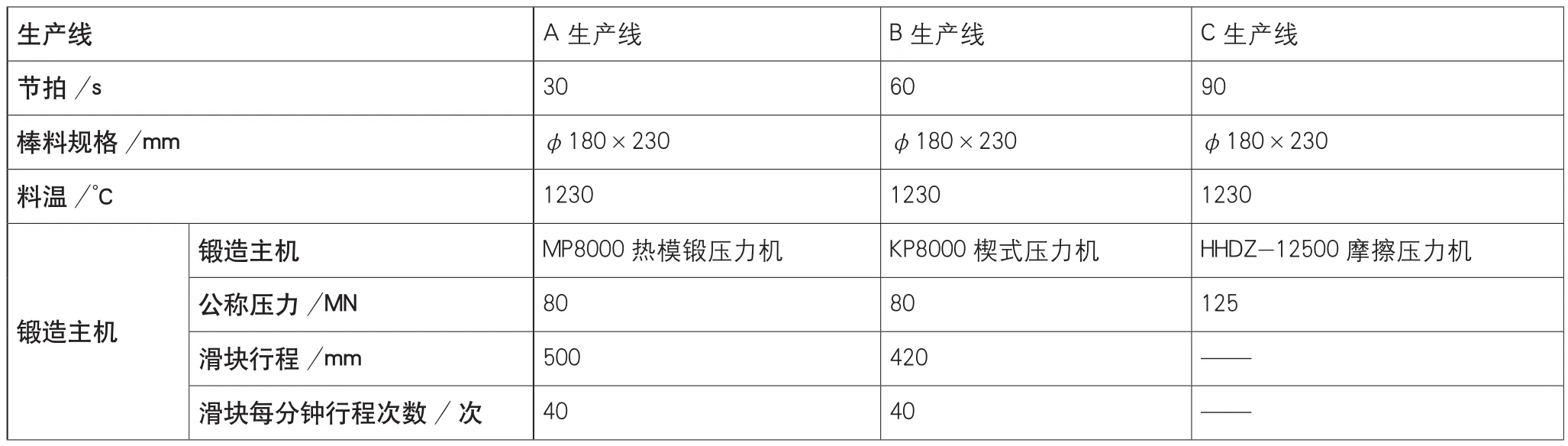
表5 A、B、C生產(chǎn)線設(shè)備主要參數(shù)
B、C生產(chǎn)線主要差異在生產(chǎn)節(jié)拍和鍛打主機鍛打速度,由于三條自動鍛造生產(chǎn)線使用了相同的鍛模,那么我們認(rèn)為應(yīng)考慮鍛造主機的不同種類及各自的工作參數(shù)的差異,可能對該轉(zhuǎn)向節(jié)產(chǎn)品的廢品率有一定的影響。
鍛打速度取決于滑塊速度即滑塊行程次數(shù)。滑塊行程次數(shù)是指壓力機在空負(fù)荷狀態(tài)下,滑塊每分鐘由上死點到下死點,再由下死點返回上死點連續(xù)運動的次數(shù)。從模具使用角度出發(fā),熱模鍛壓力機的行程次數(shù)應(yīng)盡可能提高,這樣可以減少鍛打過程中鍛件與模具的接觸時間,從而提高模具使用壽命。同時,基于設(shè)備使用角度出發(fā),滑塊行程次數(shù)不宜過高,因為過高的行程次數(shù)會急劇增加熱模鍛壓力機的動載。
由于C生產(chǎn)線的生產(chǎn)節(jié)拍過慢,不能滿足生產(chǎn)任務(wù)的需求,我們重點對生產(chǎn)節(jié)拍分別為30s和60s 的A生產(chǎn)線和B生產(chǎn)線進行初步的分析。
經(jīng)過現(xiàn)場觀察A生產(chǎn)線的鍛造主機MP8000熱模鍛壓力機與B生產(chǎn)線的鍛造主機KP8000楔式壓力機在鍛打過程預(yù)鍛和終鍛的負(fù)載基本相近且符合工藝計算范圍,因此我們重點考慮兩者的鍛打速度是不是存在一定的差異并有可能對鍛件的廢品率有一定影響。
MP8000熱模鍛壓力機與KP8000楔式壓力機滑塊行程次數(shù)均是40次,但是由于兩者的行程不同,鍛打速度有較大的差異。MP8000熱模鍛壓力機運動是曲柄滑塊運動,KP8000楔式熱模鍛壓力機采取曲柄-楔塊機構(gòu),傳動機構(gòu)是曲柄滑塊機構(gòu)和楔塊傳動機構(gòu)的復(fù)合運動。為簡化分析,我們選取平均速度來計算,MP8000熱模鍛壓力機打擊平均速度為0.67m/s,KP8000楔式熱模鍛壓力機打擊平均速度為0.56m/s。
按照普遍接受的觀點,生產(chǎn)線節(jié)拍越快對鍛打過程越有利。而鍛打速率卻與鍛打過程中的金屬流動及鍛件的成形有直接的關(guān)系。由于A生產(chǎn)線生產(chǎn)效率最高,轉(zhuǎn)向節(jié)的鍛造生產(chǎn)應(yīng)使用該線,而使用相同的鍛造模具,A生產(chǎn)線轉(zhuǎn)向節(jié)產(chǎn)品的廢品率相對B生產(chǎn)線較高,應(yīng)與鍛打主機滑塊打擊速度有一定關(guān)系。由于熱模鍛壓力機的打擊速度一般不宜進行調(diào)整,那么解決鍛打造成缺陷的問題,應(yīng)考慮修改預(yù)鍛型腔的造型,以適應(yīng)鍛打主機。
通過以上分析,本文可得出如下結(jié)論:⑴該種轉(zhuǎn)向節(jié)廢品率持續(xù)較高的現(xiàn)象與熱處理過程沒有直接關(guān)系,應(yīng)是鍛打過程形成的缺陷;⑵在鍛造過程中,不同的鍛造主機使用相同的鍛模的自動生產(chǎn)線得到產(chǎn)品存在一定的差異,即廢品率有明顯的不同,而這種差異與鍛造主機的打擊速度可能存在一定的關(guān)系。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
