淺談產教結合“塑料機導軌”的加工工藝及教法
2017-06-07 19:35:07庾錦亮
價值工程 2017年16期
庾錦亮
摘要: 職業教育和工程教育教學模式的改革與創新,最關鍵的是理念,最需要的是決心,最要緊的是行動,只有通過思考、探索、試驗與總結,才能取得實效與成功。使我們的教學融入到學生心靈中,把學生學到的理論與實際相結合并體會知識的運用靈活。
Abstract: In the reform and innovation of engineering education and occupation education teaching mode, what is the key is the idea, what is needed is the determination, what is the most important is the action. Only to think, to explore, and to test and summary, can achieve tangible results and success, take our teaching into students' mind, and make the students learn the theory combined with the actual experience so as to use knowledge flexibly.
關鍵詞: “做教學一體化”模式;教學;操作技能
Key words: integration of operating,teaching and learning;teaching;operating skills
中圖分類號:G642 文獻標識碼:A 文章編號:1006-4311(2017)16-0170-02
0 引言
目前,職業院校所培養的人才與企業的需求還有一定的距離,這就需要在企業與職業院校間搭建一座對接的橋梁,“做學教一體化”教學模式的實施則是這座橋梁的基石。在當今科技快速發展的潮流中,企業人才需求迫切需要對職業院校的教學進行改革,教學要科技引領,運用產教結合“做教學一體化”模式,培養適用人才。現以實例進行探討,附圖1。
1 產品工藝分析,提高學習的認知能力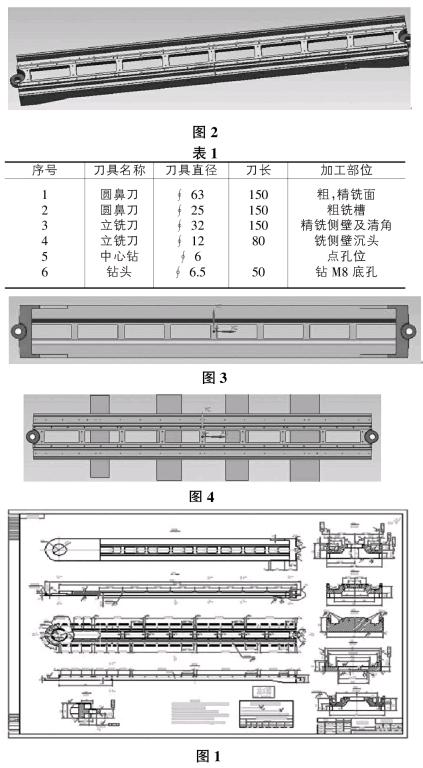
職業院校是技能型人才培育的基地,它的使命是為產業與行業企業培養適用人才,以推進區域經濟產業化發展,為企業搭建零距離技術人才。廣西機電技師學院的校中廠與企業合作,得以實現互利雙贏,既可以提高教師教學能力,又得以為企業培養高技能人才。
指導學生看圖紙,進入學習情境,而后教師提出問題。指導學生產品工藝分析,制定加工工藝。
從圖紙標題欄知道,此零件使用材料:HT300(鑄件)。為長條成形零件。并用模形圖展示,如圖2。
從圖紙了解加工。技術要求:①鑄造件需回火﹑噴砂處理,加工前進行時效處理。②粗加工后作應力處理(二次回火)。③面與面之間的平行度,垂直度。④數據尺寸之間的聯系以及尺寸的公差要求。⑤各孔的尺寸要求及孔的尺寸公差與面都有垂直和平行要求。⑥平面度0.05mm。⑦側面螺釘通孔及沉頭孔。
加工工藝分析過程:毛坯粗加工(留5mm精加工余量)→粗加工后作應力處理(二次回火)→半精加工(留0.5mm精加工余量)→精加工→孔及螺紋加工。
2 產品加工方法,推進理解,提高操作技能
在加工產品零件盡量用少的裝夾次數,和刀具使用也是能達到要求的同時合理使用。免得換刀多浪費時間,提高效率。
根據前面工藝分析確定刀具選用,如表1所示。
該零件采用龍門數控兩次加工完成比較合理。
第一次加工裝夾圖,如圖3。
在加工前檢查鑄造件毛坯加工余量,是否符合整體零件加工要求。這是加工不可缺少的步驟。
先加工倆端頭等高40mm,再加工倆端頭沉臺及孔∮50±0.03深60mm。加工采用UG軟件自動編程加工。檢測合格后,并作出第二次裝夾基準面。
該零件是導軌件要求高。采用四處等高工裝過度裝夾盡量一次加工完成保證達到圖紙要求。第二次裝夾圖如圖4。
第二次加工盡量與第一次加工坐標重合。按孔∮50±0.03取坐標比較合理。
加工采用UG軟件自動編程加工尺寸槽長3170mm寬410mm高135mm;180±0.05;110-0+0.2深46;83;62深33等,再加工倆端頭沉臺∮130,再用側銑頭加工側壁孔及沉頭,檢查是否合格。
3 產品問題解決方案,是學與教的目的和終點
產品生產要樹立質量高于數量的理念,領導者首先要強調質量為上的理念,在生產過程中嚴格控制每一程序,員工各司其職,做好自己工作。根據問題的存在生產時,生產后均要檢查,有效提高產品合格率。引導學習者在生產加工中時刻重視產品質量意識,才能更好提高自己。
此零件屬于長條槽型結構,壁厚度不均勻的鑄造件,在加工中加工采用普通的方法,工件很容易變形,很難達到圖紙要求的產品。在產品加工中發生變形的因素很多,如熱變形,應力變形,金相交叉處等。為了解決此種變形我們采用這最有效而科學的加工方法,采用龍門數控加工。
①在加工第一次(導軌底面)時,粗加工,精加工裝夾要平穩不要使工件產生振動,放冷卻液。如∮63鼻刀轉速800-1000n/ni,進給1500-2000mip/m,粗銑吃刀量約0.5-0.8mm。預防工件熱變形。
②粗加工完留精加工余量,進行應力失效處理,避免工件產生應力變形。
③加工導軌面采用等高墊過度板裝夾一次加工完成,分粗加工、半精加工、精加工,換用側銑頭加工側面孔系。
④進行半精加工時,注意檢查工件是否有變形,為下一步精加工提供調整方案。
⑤指導學生進行產品檢驗、分析、總結,提高學生解決問題的能力。
綜上所述,“做學教一體化”教學模式的原則是以做為主、以做為基礎、以做為方向,做是學與教的基礎和出發點,需要營造一個環境——形成職業能力環境,確定兩個目標——培養綜合能力、專項能力,實現三個任務——實訓教學、開發生產、培訓鑒定,掌握四個方法——學習方法、教學方法、創新方法、工作方法,改進五個教學內容——理論夠、應用多、起點高、內容新、學得活。
我們職業教育和工程教育教學模式的改革與創新,最關鍵的是理念,最需要的是決心,最要緊的是行動,只有通過思考、探索、試驗與總結,才能取得實效與成功。使我們的教學融入到學生心靈中。把學生學到的理論與實際相結合并體會知識的運用靈活。
參考文獻:
[1]陳建國.機制專業實習教學的改革[J].機械中專,1994-02-15.
[2]劉民健.探討實訓教學中的“產教結合”[J].科技信息,2009-09-25.
[3]胡健.淺談機械加工工藝及裝備課程改革方向[J].科協論壇(下半月),2012-05-25.
猜你喜歡
內燃機與配件(2022年2期)2022-01-17 23:46:44
甘肅教育(2020年14期)2020-09-11 07:57:50
生物學通報(2020年10期)2020-08-13 08:52:28
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(2016年2期)2017-01-15 14:03:59
中國科技博覽(2016年19期)2016-10-19 12:30:02
中國市場(2016年33期)2016-10-18 13:05:21
大學教育(2016年9期)2016-10-09 08:17:37
成才之路(2016年26期)2016-10-08 11:17:17
建筑機械化(2015年7期)2015-01-03 08:08:52