基于變螺距螺紋的車削加工工藝的探究
2017-06-13 14:19:52何建林
山東工業技術 2017年11期
關鍵詞:機械制造
何建林
摘 要:本文以應用廣泛的變螺距螺紋為實例,闡述了此類異性零件的車削加工工藝,為生產中解決此類零件的加工提供參考依據。
關鍵詞:變螺距螺紋;車削加工工藝;機械制造
DOI:10.16640/j.cnki.37-1222/t.2017.11.011
1 引言
隨著機械制造業技術的快速發展,許多異形零件得到了廣泛的使用,例如變螺距螺紋在塑料、食品、輕紡、汽車工業和橡膠使用的擠出機械上都大量使用,生產中經常會遇到此類異形零件的加工, 如何精密地加工此類零件,在實際生產中存在較大的技術難度。筆者經過多年的實踐探索,總結以變螺距螺紋異性零件車削加工的工藝及編程方法,可解決加工中的技術難點,下面就介紹下該異形零件的加工工藝和方法。
2 變螺距螺紋的車削加工工藝及加工方法
2.1 普通車床車削變螺距螺紋
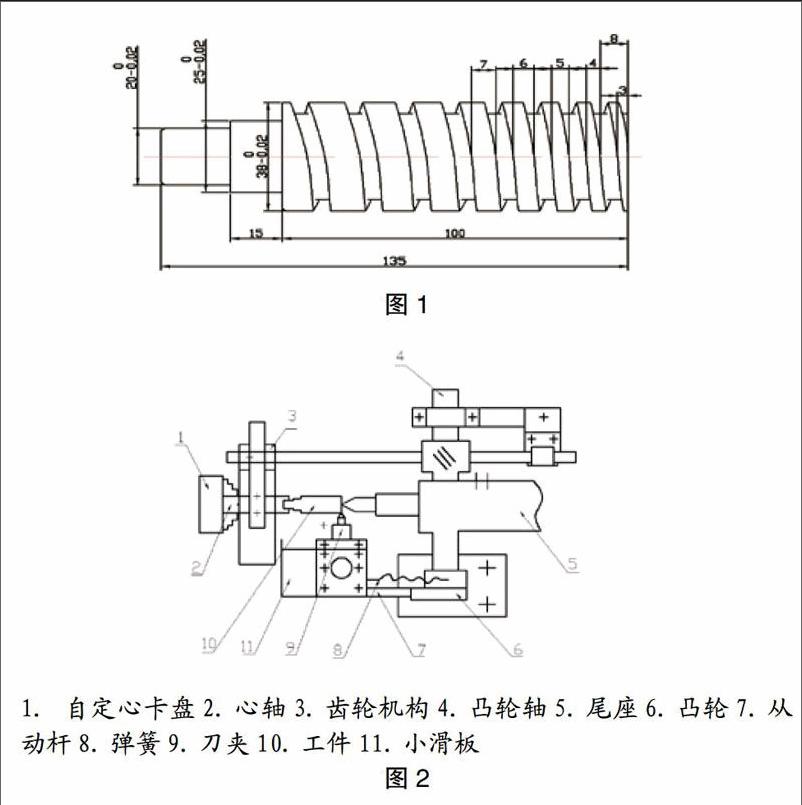
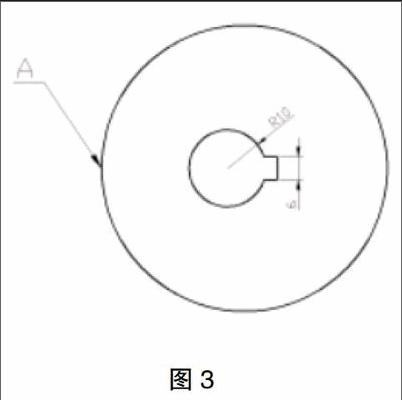
(1)加工原理。在普通車床上加工圖1零件,主要是解決變螺距問題,普通車床的現有功能是工件旋轉一周,車刀進給一個螺距的位移,為了達到圖紙要求,在車床完成主軸旋轉一周,車刀進給一個螺距的位移的同時,還需按工件要求利用凸輪機構傳給刀架一個附加的進給運動,使車刀在工件上形成所需的不等距螺紋。根據以上分析,設計圖2所示的工裝和圖3所示的凸輪,拆除小滑板絲杠,把工件旋轉通過交換齒輪傳給凸輪,并且按照一定的傳速比,通過凸輪的半徑變化推動小滑板,從而使車刀加工出不同的變螺距。
(2)加工工藝分析。如圖1所示,該零件是等槽寬變牙厚變螺距矩形螺紋,槽寬是5mm,牙厚依次遞增1mm,第一個螺距是8mm,在工件螺紋長度100mm上應有9個螺距,分別是8,9,10,11,12,13,14,15,16,如果車刀在工件右端面7mm處開始進刀,則一共加工10個螺距。通過交換齒輪機構使工件和凸輪的傳速比為1:20,凸輪每轉過18°,半徑增大1mm,從而給車刀一個附加的進給運動,達到圖紙的加工要求。
(3)加工方法和車削過程。
1) 調整車床進給箱進給手柄位置,使工件獲得7mm的螺距,拆除小滑板絲杠。
2) 刃磨矩形螺紋車刀,刀頭寬度為5mm,使用對刀板裝好車刀,使車刀進給方向后角等于車刀工作后角加上最大螺紋升角。
3) 車刀停在工件右端面7mm處,把床鞍刻度調整為零,讓凸輪A處和從動桿7接觸,合上開合螺母,開始加工,凸輪逆時針旋轉,轉過第一個18°等半徑旋轉,螺距不變化,以后每轉過18°半徑增大1mm,從而獲得相應的螺距,工件旋轉十周凸輪旋轉180°,退出車刀,工件反轉,凸輪也反轉,通過彈簧8使小滑板復位,當車刀回到零位時,開始第二次進刀,通過中滑板控制螺紋的切削深度,循環往復,直至達到圖紙加工要求。
2.2 數控車床車削變螺距螺紋
2.2.1 加工工藝分析
圖1零件右端是等槽寬變螺距螺紋,FANUC OTD 6136數控車床提供了車削變螺距螺紋的功能指令G34、G35,通過R參數變量運算,可直接編程車削變螺距螺紋。
車削變螺距螺紋指令格式為:G34 X…Z…I(/K)…F…;螺距增加的螺紋。 G35 X…Z…I(/K)…F…;螺距減小的螺紋。其中“X…Z…”表示螺紋切削終點的絕對坐標值,“I(/K)…”表示X軸(或Z軸)的起始螺距,取其中較大者,另一個較小的螺距尺寸不用給出;“F…”表示螺距變化量。
因變螺距螺紋的第一個螺距是8mm,螺距變化量1mm,故刀具起點距離右端面應等于7mm,將工件坐標系原點始終設定在工件裝夾后右端面中心上。
2.2.2 加工方法及程序
(1) 先用G71指令加工左端外形,掉頭裝夾,用G90指令加工右端外形至尺寸。
(2) 刃磨車刀,刀頭寬度等于5mm,由于變螺距螺紋的螺紋升角隨著螺距增加而增大,所以刀具在進給方向后角等于工作后角加上最大螺紋升角,使用對刀板把車刀裝好。
(3) 加工程序如下:
O0001 程序名
N10 G21G97G99G40; 程序初始化
N20 M03S100T0101; 主軸正轉,轉速100r/min,選用1號螺紋車刀
N30 G00X40Z7; 快速定位至起刀點
N40 M98 P500011; 第一次調用子程序50次,加工變螺距螺紋
N50 G00 X100Z10M05; 返回刀具換刀點,主軸停止
N60 M30; 程序結束
子程序 0011
N10 G01 U-0.2; 每刀背吃刀量0.2
N20 G34 Z-107K7F1; 變螺距切削,每轉螺距增加1mm
N30 G00 U12; X向退刀,退出牙槽
N40 Z7; Z向退刀,回到加工起點
N50 U-12; X向進刀,進到加工起點
N60 M99; 子程序結束
3 結束語
通過以上對變螺距螺紋異形零件的車削加工分析,要善于設計輔助夾具和工裝,完成一些異形零件的加工,盡量擴大車床使用范圍,解決生產加工中的難題。同時通過兩種方法加工的比較,使我們知道有些零件用數控車床加工,不僅不需工裝夾具,而且提高效率,保證精度。實踐證明:該程序不僅適用于FANUC OTD 6136數控車床,比該系統更高級的系統同樣適用;該編程方法還能用于不同類型(普通螺紋、梯形螺紋、矩形螺紋或蝸桿等)、不同增量的變螺距螺紋零件的加工,有效地縮短加工時間,提高加工效率,降低成本,為生產中解決此類零件的加工提供參考依據。
參考文獻:
[1]潘應暉.變螺距螺紋數車編程[J].四川理工學院學報(自然科學版),2010(04).
[2]陳雪.基于宏程序的變螺距螺桿的四軸銑削加工[J].包頭職業技術學院學報,2015(06).
[3]蔣勇,韓煉.在FANUC數控車床上高速加工梯形螺紋的宏程序模塊設計[J].輕工科技,2016(06).
猜你喜歡
新教育時代·教師版(2016年23期)2016-12-06 05:29:19
考試周刊(2016年89期)2016-12-01 13:41:41
企業技術開發·中旬刊(2016年10期)2016-11-12 15:08:53
中國科技博覽(2016年19期)2016-10-19 13:03:52
中國市場(2016年36期)2016-10-19 04:14:26
科學與財富(2016年28期)2016-10-14 23:20:42
科學與財富(2016年28期)2016-10-14 22:30:32
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:19:33
企業導報(2016年6期)2016-04-21 16:23:01
