轉爐除氧器修復與實踐
2017-06-13 18:16:50康德悅蔣玉東
山東工業技術 2017年11期
康德悅+蔣玉東
摘 要:介紹煉鋼廠1#、2#爐汽化系統除氧器出現底部腐蝕嚴重穿漏,對該問題進行分析并采取外部貼補鋼板,內部采用鎳基材料噴涂的修復方法,取得了良好的效果,預計使用壽命可達5年以上。
關鍵詞:除氧水箱;穿漏;貼補;噴涂
DOI:10.16640/j.cnki.37-1222/t.2017.11.025
1 前言
轉爐汽化系統除氧器的主要作用是除去余熱鍋爐煙罩給水中的氧氣和其它不凝結氣體,以保證水的品質。若水中溶解氧氣超標,就會使與水接觸的金屬被腐蝕,同時在熱交換器中若有氣體聚積,將使傳熱的熱阻增加,降低設備的傳熱效果。因此水中溶解有任何氣體都是不利的,尤其是氧氣,它將直接威脅設備的安全運行。
2 除氧器結構及工作原理
2.1 除氧器的結構
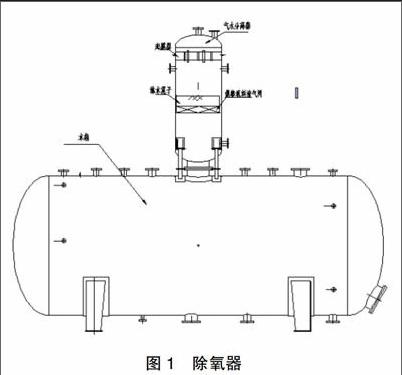
除氧器的結構型式主要由外殼、汽水分離器、新型旋射起膜器、淋水篦子、規整液汽網、水箱組成。(見圖1)
(1)外殼:是由筒身和沖壓橢圓形封頭焊制成。
(2)汽水分離器:該種裝置使除氧器消除了排汽帶水現象。
(3)新型旋射起膜器:由水室、汽室、起膜管、凝結水接管、補充水管、疏水接管和一次進汽接管組成。
(4)淋水篦子:是由數層交錯排列的角形鋼制件組成。
(5)規整填料液汽網:是由許多開狀尺寸相同的單元組成的SW型網孔波紋填料,組成的一個圓筒體,
(6)水箱:除過氧的給水匯集到除氧頭的下部容器的給水箱內。
2.2 工作原理
旋膜式除氧器工作原理:凝結水及補充水首先進入除氧頭內旋膜器組水室,在一定的水位差壓下從膜管的小孔斜旋噴向內孔,形成射流,由于內孔充滿了上升的加熱蒸汽,水在射流運動中便將大量的加熱蒸汽吸卷進來,在極短時間很小的行程上產生劇烈的混合加熱作用,水溫大幅度提高,而旋轉的水沿著膜管內孔壁繼續下旋,形成一層翻滾的水膜裙,此時紊流狀態的水傳熱傳質效果最理想,水溫達到飽和溫度。氧氣即被分離出來。
3 存在的問題及原因分析
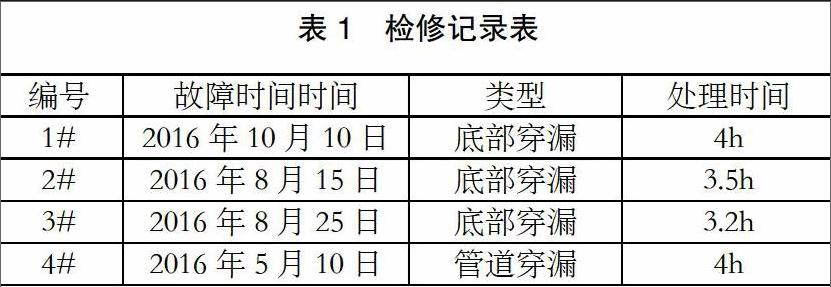
近2年1#2#爐汽化系統除氧器頻繁出現穿漏,故障后停產處理處理作業用時需8h,嚴重影煉鋼的正常生產。表1為2016年1#2#爐汽化系統除氧器處理記錄表,從表中可以看出除氧器故障的主要原因是水箱穿漏。
3.1 水箱外壁腐蝕
水箱外形尺寸:D×L×H=3020mm×7980mm×3500mm,壁厚12mm,2003年使用至今,外壁嚴重腐蝕。剛開始出現穿孔時,水存在保溫層與水箱壁中間,由于高溫,水被蒸發,未漏到外部,經過長時間的循環過程,造成鋼板腐蝕。
3.2 水箱內壁腐蝕
內壁嚴重腐蝕,整個除氧器底部均有穿孔,最大的有30mm。水箱采用20g鋼板制作,在有氧和水的條件下,腐蝕不可避免。原因在于:(1)水箱材料本身參與除氧過程,設備運行期間,熱負荷和機械負荷的變化如補水量、水溫變化,除氧效果變差,檢修時反復開啟、停用、試水等工況交替,表面存在污物,底部的水排不干凈,殘余污垢重復堆積產生積水夾層,其腐蝕會更加嚴重。(2)運行條件惡劣:高溫(150-180℃),時刻與氧接觸。
4 修復措施
4.1 內部修復
(1)在除氧器內部,先對箱內積水及銹渣進行清理干凈,在采用除銹與粗化進行噴砂處理,處理后金屬表面粗糙度達Rz40~80um。
(2)表面脫脂處理,對噴涂作業的金屬表面用有機溶劑進行脫脂處理,以確保金屬表面不帶任何油污,保證涂層與金屬基體的結合強度。
(3)電弧噴涂金屬涂層,對已處理的除氧器水箱用電弧噴涂金屬噴涂兩到三次鎳基合金絲材,保證金屬厚度為350um~500um。
(4)表面封孔處理,用封孔劑進行封孔處理,涂層厚度為200um~250u。
4.2 外部修復
(1)外部貼鋼板處理:每臺除氧器卷制10mm厚O235鋼板1000*3000mm各3塊;共6塊,
(2)將除氧器下部進水管割除,然后整塊進行對位貼焊補底部后重新開孔安裝管道,確保外部漏水。
5 效果
改造后經半年滿負荷生產實踐,未出現漏水故障,降低設備維護成本及設備故障率,改進效果顯著,取得良好的經濟效益。
參考文獻:
[1]羅振才.煉鋼機械(第2版)[M].北京:冶金工業出版社,1989:203.
[2]成大先.機械設計手冊[M].第2卷.北京:化學工業出版社,2007:7-376.
