新一代大型調相機組輔機系統監造過程中的質量優化控制
2017-06-14 08:35:18余建飛高宜宏蔡萬里崔一鉑
湖北電力 2017年7期
張 明,余建飛,高宜宏,蔡萬里,崔一鉑
(1.國網湖北省電力公司電力科學研究院,湖北 武漢 430077;2.湖北方源東力電力科學研究有限公司,湖北 武漢 430077)
0 引言
新一代大型調相機依靠其動態無功支撐能力及大容量雙向無功調節能力來提高電網的安全穩定運行水平。國網公司對這種大容量調相機組提出了“安全可靠性高、運維檢修方便”的要求,這就需要調相機組整體具有極高的可靠性。輔機系統作為機組重要的支撐系統,其可靠性更應超越主機[1]。然而,根據特高壓直流工程設備及常規火電機組的運行經驗,輔機系統出現故障的頻率往往高于主設備,并且由于輔機系統零部件供應商眾多,各分包、分供應廠商制造工藝水平良莠不齊[2],為確保電網設備“零缺陷”投入使用,“長周期”可靠運行,需要在輔機系統常規監造的基礎上進一步把控產品質量,以降低設備后期運行中發生事故的可能性。鑒于此,在輔機系統各主要部件的監造工作中,根據輔機系統構成及特點,提出了具體的監造優化控制方法,并對方法應用過程中的典型案例進行了分析。
1 調相機輔機系統構成及技術特點
目前特高壓直流換流站加裝的新一代大型調相機有兩種機型,即:哈爾濱電機廠的空冷調相機和上海電機廠的雙水內冷調相機。這兩種機型均為兩制造廠的首創產品,其所配套的輔機系統主要有除鹽水處理系統、潤滑油系統、外冷系統。另外,雙水內冷調相機還有一套定、轉子冷卻水系統[3]。各分系統包含的主要裝置設備如表1所示。
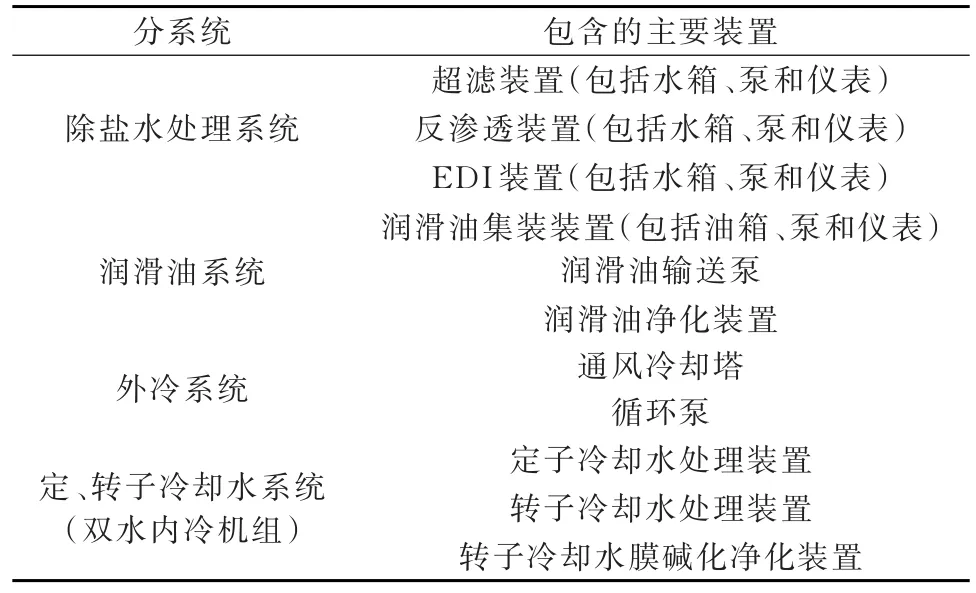
表1 輔機分系統包含的主要裝置設備Tab.1 Main equipments in auxiliary system
這些設備的同類型產品在常規火電機組中均普遍采用。但由于調相機組自動化程度較高,并且其自身穩態運行的可靠性及暫態運行的性能指標也遠高于常規火力發電機組,因此輔機系統在具備長期自動可靠運行能力的同時,又必須有較大的工作裕度,以便滿足機組在暫態過程中特殊的換熱需求。顯然,常規火電機組中采用的同類型產品無法滿足新一代大型調相機組運行需要。為此,對輔機系統各設備的選型及運行方式進行了重新設計,采用優質零部件來提升設備性能。相應地,為了適應產品設計方面的改變,在出廠質量控制方面,也應采取更為有效的措施來強化管控。
2 質量控制重點和難點
2.1 監造見證點的優化設計
調相機輔機系統主要的工作介質為水和油,承擔為機組換熱和潤滑的工作,但帶來的隱患主要為因管路腐蝕、結垢導致的缺陷以及設備運行故障。通常兩個主機制造廠針對常規發電機組特點,依據行業標準中的監造見證項目[4]及設備生產工藝流程,編制了有針對性的質量控制計劃。在每個生產階段完成時,主機廠會聯合業主方及相關調試單位以文件見證、現場見證、停工待檢3種方式依據計劃逐條對分供應商的產品質量進行檢查,盡量避免后期的故障缺陷。然而,對于與常規發電機組差異較大的調相機組來說,這些簡單的報告審查和運行試驗不足以測試機組在極端工況下輔機的運行可靠性,但由于單純地增加見證點會引發制造廠抵觸情緒,因此,提出在維持原有“材質檢查”和“設備運行試驗”見證點的基礎上進一步深化監造要求,增加部分檢查內容。
2.2 原材料及裝配質量抽查及復驗
原材料質量是產品質量的基礎[5],主機制造廠的質量控制計劃中,對輔機設備的原材料及裝配質量控制方式為產品質量證明書審查。由于輔機設備種類眾多,單個設備不同部件的材料選用復雜,不同材料供應商的質保書內容詳略不一,質量控制計劃可以解決各供應商質保書有沒有的問題,卻無法對其記錄內容的準確性進行判斷。為加強質量控制,應隨機抽取部分原材料樣品進行成分或者力學性能檢查,特別是對于質保書上存有懷疑的部分應進行仔細復驗,以便復核質保書準確性。對于有焊接裝配工藝的結構部件,在進行常規焊接表面情況監督檢查的同時,要求供應商提供焊接工藝過程記錄及施焊方式適用性證明。同時,在焊接完畢后的無損檢測方面,則要求其提供檢測人員的原始記錄以及射線底片。
2.3 設備極端運行試驗設計
輔機各設備出廠前一般會進行水壓試驗、氣密性試驗和運行試驗[4],這些試驗的內容和監督方法在以往常規監造方案中均有體現。但對于新一代大型調相機組,單純通過監督常規試驗過程并不足以評估各設備在機組暫態以及設備事故工況下的工作能力。為此,監造組多方了解每臺調相機組現場環境及具體安裝情況,針對每個站點輔機系統的廠內試驗,與各制造廠討論調整試驗內容和參數,在保證設備安全的前提下,最大限度地設計該站點現場可能的突發工況,以測試復雜工況下設備工作能力及穩定性。
3 質量控制中的案例及分析
3.1 原材料材質問題
在對某臺調相機化學除鹽水處理系統進行監造檢查的過程中,制造廠能夠提供水泵、膜元件、管道等主要設備詳細的材質報告,但無法提供設備所用附件諸如螺栓、法蘭的材質成分和力學報告,僅有其分供應商出具的合格證。為保證設備長期穩定運行,技術規范中曾要求除鹽水處理系統各主要金屬附件均應采用不銹鋼材質。分供應商提供的合格證雖然可以滿足主機廠質量控制計劃中對原材料的文件要求,但卻無法佐證其選用材質的正確性。因此監造組提出用自帶設備對個別螺栓的材質成分進行現場復驗。采用砂紙對螺栓表面打磨后,用xSORT型便攜式光譜儀測試其成分,結果如表2所示。可見,螺栓中Cr元素含量遠低于不銹鋼,表明其材質僅為碳鋼,并不符合技術規范要求。監造組據此向制造廠開具不合格監造聯絡單,要求其更換所有不符合要求的螺栓,并認真核查其他零部件的材質,完畢后提供所有部件的材質和力學試驗報告給監造組審核。相應地,為防止此項問題的再次發生,監造組要求調相機組所有輔機系統制造廠加強對原材料的監管,認真自查自檢,收集齊所有原材料詳細資料后再向監造組提出見證申請。

表2 螺栓的化學成分(質量分數)(單位:%)Tab.2 Chemical composition of bolt(mass)(unit:%)
3.2 超負荷運行試驗
外冷臥式離心泵負責整個外冷系統的水循環,技術規范中要求單臺離心泵額定循環水量為565 m3/h,揚程32 m。通常情況下,在進行出廠運行試驗時,僅需要測試水泵在額定工況下各項指標是否滿足要求即可。然而,經某臺調相機工程安裝現場反饋得知,離心泵揚程達到28 m即可滿足實際運行需要。所以,監造組在進行離心泵出廠運行試驗見證時,與制造廠協商,以28 m揚程為邊界點來探索該站離心泵的最大循環水量。運行試驗結果如圖1所示。測試點3為離心泵在額定工況下的數據,此時的水量為565.71 m3/h,揚程為32 m,電機的電流為140 A,小于額定電流142 A,泵體運行情況良好。通過調整出口閥門繼續增大循環水流量,泵的揚程迅速減小,當達到現場要求的28 m揚程后,對應的循環水量達到700 m3/h,電機電流超負荷至165.9 A,并且穩定運行2 h后泵體未見明顯異常。這顯然已超出實際需要,表明該泵有較大的工作裕度,當調相機組有突發的換熱要求時,離心泵可通過臨時增大循環水量來滿足需求,保障機組穩定運行。
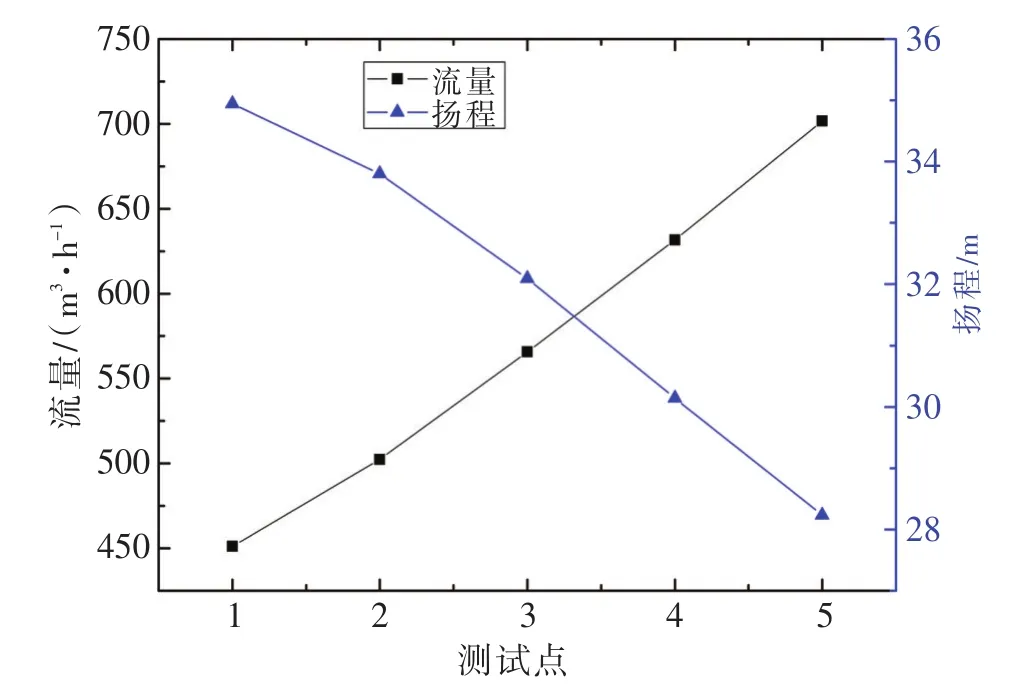
圖1 離心泵廠內運行試驗結果Fig.1 Testing result of centrifugal pump
3.3 高溫承壓試驗
調相機組潤滑油系統正常工作狀態為油溫45-50℃,低油溫環境下會啟動加熱器將潤滑油升溫至35℃,因此出廠試驗過程中一般設定35℃和50℃兩個油溫點進行系統運行試驗。在對某臺調相機潤滑油集裝裝置開展50℃油溫下運行試驗時,發現部分管道法蘭有輕微的滲油現象,由于該臺裝置已經完成1.5倍工作壓力的常溫水壓試驗,此工況下滲油則說明緊固件安裝并不到位,高溫下潤滑油受熱膨脹致使系統內壓力增大,部分零件變形導致系統產生漏點。潤滑油系統是調相機組重要的輔助設備,緊急情況下為保證主機安全惰走,其油溫很可能達到80℃,此時若有緊固件熱變形致使潤滑油泄露,后果將十分嚴重。為避免此類情況發生,監造組與制造廠協商,對所有潤滑油集裝裝置增加80℃油溫工況下系統1.5倍額定壓力并保壓30 min的承壓試驗,以考核裝置應對事故工況的能力,并將滲油漏油問題暴露在制造廠內。
4 結語
新一代大型調相機組應用場合特殊,性能指標要求高,其輔機系統監造是提升設備質量、進一步保障主機將來安全運行的有效途徑,在工程建設中起著承上啟下的重要作用。監造過程中優化質控策略的應用,不僅可以協助監造人員提早評估制造裝配缺陷帶來的影響,還可對設備的極端性能進行全面掌握,這都有助于提升輔機產品的出廠質量,前移整套機組安全風險評估關口,為調相機組順利投產運行奠定基礎。
[參考文獻](References)
[1] 郭一兵,凌在汛,崔一鉑,等.特高壓交直流系統動態無功支撐用大型調相機運行需求分析[J].湖北電力,2016,40(05):1-4,34.GUO Yibing,LING Zaixun,CUI Yibo,et al.Charac?teristics analysis of large synchronous condenser for UHV DC project[J].Hubei Electric Power,2016,40(05):1-4,34.
[2] 許守澄,吳非文,史家燕.談我國電力設備的用戶監造[J].電力建設,2008,29(09):1-4.XU Shoucheng,WU Feiwen,SHI Jiayan.Discussion on user supervision of electric equipment manufac?turing in China[J].Electric PowerConstruction,2008,29(09):1-4.
[3] 成誠,張明,凌在汛,等.直流特高壓工程大型調相機組冷卻系統選型分析[J].湖北電力,2016,40(05):9-12.CHENG Cheng,ZHANG Ming,LIN Zaixun,et al.The selection and analysis of cooling system in 300 MVar heavy-duty phase modifier[J].Hubei Elec?tric Power,2016,40(05):9-12.
[4] 中華人民共和國國家發展和改革委員會.DL/T 586-2008電力設備監造技術導則[S].北京:中國電力出版,2008.National development and reform commission.DL/T 586-2008 The technical guide of supervision for manufacturing equipment of electric power[S].Bei?jing:China Electric Power,2008.
[5] 陸青松,汪輝,李云福,等.高壓空冷器監造過程中的質量控制[J].化工設備與管道,2009,46(05):6-8,11.LU Qingsong,WANG Hui,LIYunfu,etal.Quality control in manufacture supervision of high pres?sure air cooler[J].Process Equipment and Piping,2009,46(05):6-8,11.
[6] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會 .GB/T1220—2007不銹鋼棒[S].北京:中國標準出版社,2007.Generaladministration ofquallty supervision,in?spection and quarantine of the People’s Republic of China,Standardization administration of the People's Republic of China.GB/T 1220—2007 Stainless steel bars[S].Beijing:Standards Press of China,2007.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00