CFRP材料振動制孔研究進展
2017-06-27 08:15:10戚嘉亮王曉博王曉亮
宇航材料工藝 2017年3期
焦 鋒 戚嘉亮 王曉博 王曉亮
(河南理工大學機械與動力工程學院,焦作 454000)
·綜述·
CFRP材料振動制孔研究進展
焦 鋒 戚嘉亮 王曉博 王曉亮
(河南理工大學機械與動力工程學院,焦作 454000)
文 摘 本文對碳纖維增強復合材料(CFRP)的特性進行了回顧,概述了目前纖維疊層材料孔加工缺陷和應對辦法。簡述了振動輔助加工(VAM)的特點,以及振動輔助鉆削加工(VAD)對加工缺陷的抑制機理,最后總結了目前振動輔助鉆削CFRP取得的進展。
CFRP,振動加工,制孔工藝,加工缺陷
0 引言
隨著航空航天技術的發展,飛行器的承載能力越來越大,速度越來越快,航程越來越遠,對結構材料的密度、強度、模量及其綜合性能不斷提出新的要求。作為最具代表性的一種先進樹脂基復合材料,碳纖維增強復合材料(CFRP)具有比強度、比模量高,抗疲勞性能好,耐腐蝕、耐熱性能優良等優點,在航空航天和軍事領域中逐漸得到了廣泛的應用[1- 2]。世界先進飛機結構已經出現復合材料化的趨勢,如美國B2戰略轟炸機復合材料用量達到50%;空客A380大型客機僅CFRP用量就達32 t左右,加上其他各種復合材料,總用量在25%左右,開創了大型民用客機大量使用復合材料的先河[3]。目前CFRP 在小型商務飛機和直升機上的使用量已占70%~80%,在軍用飛機上占30%~50%,在民用大型客機上的用量也已增加到15%~50%。國外先進大型飛機上復合材料已經全面應用于飛機的主承力大型結構件[4]。一些工業和民用項目上也有CFRP材料的身影,比如LM公司大型CFRP風力發電機的葉片、部分汽車的發動機罩和上下懸架臂等,不僅保證了結構的強度,還降低了結構質量,實現了節能減排[5]。
CFRP及疊層結構的裝配連接多采用鉚接或螺接的機械連接形式,為了實現高質量高可靠性的連接,需要在這些構件上加工大量的精密裝配連接孔,例如 F-22 戰斗機每副機翼上都有14 000多個連接孔需要加工,空客 A350飛機一個部件有超過55 000個連接孔需要加工[6]。由于裝配孔數量巨大,制孔效率直接關系到整個產品的生產周期。據統計,航空航天飛行器中60%~80%的破壞都發生在連接部位[7],所以加工孔的質量和效率直接影響裝配的質量和效率,決定著整個產品的安全性能和成本。本文針對CFRP振動輔助制孔技術的研究進展進行綜述。
1 CFRP層板制孔存在的問題
孔的加工方式有很多:機械加工、水射流、高能粒子束、電火花制孔等。但由于纖維吸水后材質變差,以及高能加工造成熱損傷,所以工業上CFRP制孔仍以機械加工為主。由于CFRP材料具有硬度高、強度大、導熱性差、各向異性、層間強度低等特點,在孔加工時易產生分層、孔口劈裂,刀具極易磨損,加工表面的表面質量低。除此之外,由于CFRP的基體和增強體之間的熱膨脹系數不同,在切削高溫下很容易產生殘余應力,使加工精度也很難達到要求[8]。特別是由于CFRP材料在垂直于纖維方向的力學性能遠小于沿著纖維方向的力學性能,導致CFRP材料層間剪切強度低,制孔過程中往往會出現獨有的分層缺陷,如圖1所示[9]。
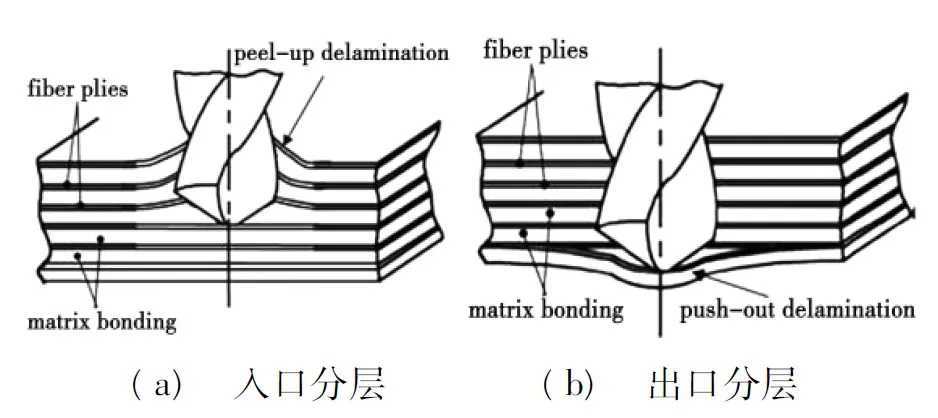
圖1 孔加工分層缺陷Fig.1 Mechanism of drilling delamination[9]
除了以上介紹的單一CFRP材料制孔容易產生的問題外,CFRP常與鋁、鈦合金一起疊層使用,如下一些原因進一步增加了制孔難度:(1)鋁、鈦合金本身就是難加工材料;(2)金屬板和CFRP板疊層順序會影響加工質量;(3)金屬和CFRP接合面處切削力、加工熱呈現階躍變化,刀具受力熱沖擊,易磨損崩刃,甚至折斷;(4)復合材料比單一材料更容易引發次生缺陷。
針對以上問題,國內外學者進行了深入研究,并提出了一些解決措施。張厚江等[10]指出CFRP材料制孔時宜采用高轉速和低進給并合理選擇切削速度和進給速度的比值。JAIN.S.[11]提出軸向力是影響分層的主要因素,認為CFRP孔加工存在臨界不分層軸向力,只要使軸向力小于臨界值,即可保證無分層產生。C.C.TSAO和H.HOCHENG[12-13]建立了多種鉆頭軸向推力的分層模型,并且從理論上分析了采用背支撐可以增加材料剛度減小分層。除鉆削制孔外,銑削制孔特別是螺旋銑孔也可得到不錯的加工效果[14]
除了采用傳統的加工方式進行孔加工外,一些學者提出了振動輔助的加工方法來減少CFRP材料制孔缺陷,提高加工質量和加工效率[15-18]。
2 CFRP材料振動制孔機理
2.1 振動加工特點
振動加工是一種特殊的加工方式,適合難加工材料的加工。振動加工時刀具對材料產生振動沖擊,在一個振動周期內,切削短暫且不連續,這樣就降低了平均切削力和切削溫度,有利于精密加工的實現[19]。特別是高頻振動加工具有自矯正性,加工后形位誤差更小,可以獲得較高的加工精度。
振動加工按振動頻率可分為低頻(<20 kHz)振動加工和超聲(>20 kHz)振動加工。按照振動的維度,可分為一維和二維橢圓振動加工。在二維超聲橢圓振動加工時,刀尖呈橢圓狀軌跡運動,加工精度高,刀具壽命長,可以顯著抑制毛刺和自激振動。在CFRP材料振動制孔研究中,目前主要采用一維軸向振動來進行輔助加工。
2.2 振動制孔機理
一維振動鉆削最為基礎也應用最廣,如果是軸向振動鉆削,不妨設為:
z(t)=Asin(2πft)+vmt
式中,z(t)是刀具的軸向位移,A是振幅,f是振動頻率,t是時間,vm是進給速度。
通過對位移求導,可以求得刀具瞬時速度,當一個周期內的最小速度為負值時,刀具存在反向運動,就會與材料分離。因此由最小速度與0的關系,可以將振動鉆削分為分離型鉆削和不分離型鉆削。通過控制振動參數和進給速度的關系,還可以控制瞬時切屑厚度,達到改變切屑形態的目的。
關于CFRP材料振動鉆削力模型的研究,張林波等[16]將切削刃分成小的微元,通過積分求得主刃、橫刃鉆削力和平均鉆削力,建立了麻花鉆振動鉆削模型。LIU J等[20]研究了套料鉆的旋轉橢圓超聲加工(RUEM)并揭示了振動加工降低軸向力的機理。AOKI等[21]認為樹脂部分在振動鉆削中起了阻尼的作用,合理地選擇振動振幅可以降低樹脂層吸收的能量,進而減小鉆削分層。
從微觀切削的角度,張承龍、馮平發等[22]建立了基于單顆磨粒的套料鉆旋轉超聲振動鉆削模型。XU W和ZHANG L等[23-25]建立了單根纖維車削模型,如圖2所示,可以用于解釋CFRP振動制孔機理。
XU W和ZHANG L等利用彈性力學和斷裂力學,按照最大拉伸極限準則,分析了在不同角度下的纖維斷裂機理。對比了在導向角為90°,切深30 μm,切削速度1 m/min,振動頻率17.43 kHz,軸向振幅為2.07 μm,垂直軸向振幅1.67 μm時,傳統加工、沿切削方向振動輔助加工、垂直切削方向振動輔助加工以及橢圓振動輔助加工等幾種方式對CFRP損傷深度的影響(圖3),發現橢圓振動切削造成的加工損傷層最小。此研究為CFRP材料的振動鉆削微觀機理的研究提供了有力的支撐。
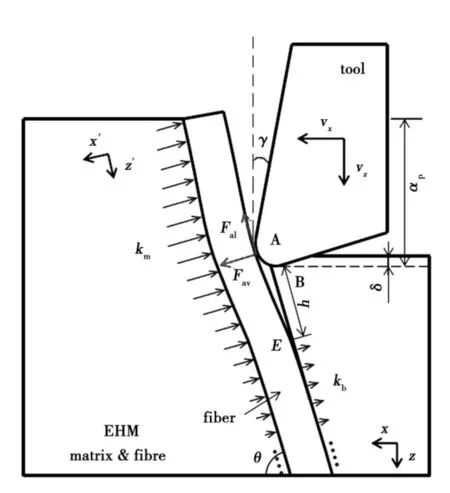
圖2 導向角為θ切削單根纖維的刀尖受力圖[25]

圖3 多種加工方式對纖維-基體分層深度的影響[24]
3 CFRP材料低頻振動制孔工藝
吉林大學王立江團隊[26-28]較早開展了CFRP材料低頻振動鉆削的研究,根據纖維增強復合材料鉆削分層臨界力及鉆削軸向力的理論模型,提出了混合變參數振動鉆削纖維增強復合材料的新工藝,并給出了該工藝的實現方法(圖4)。在保證不出現鉆削分層的前提下取得最佳的孔加工質量和生產效率。
在低頻振動制孔的研究中,張林波等[16]指出在相同加工條件下,振動鉆削CFRP平均軸向力降低了20%~30%。王立平等[29]構造振動鉆頭的動力學模型,從理論上驗證了振動鉆削對鉆入定位精度機理、鉆頭的剛性化效果的影響。針對傳統鉆削時,刀具容易變鈍造成鉆削扭矩上升致使鉆頭極易扭斷現象,王立平等[30]指出振動鉆削使鉆頭產生“扭轉-分離-衰減-重新鉆入”的特點,效果是在施加恒定扭矩時鉆頭應變減小,使鉆頭不易扭斷,因此提高了鉆頭的壽命。國外,PECAT等[31]采低頻振動鉆削CFRP和Ti6Al4V疊層材料時,發現相比傳統鉆削,低頻振動鉆削可以降低刀具磨損和切削區域溫度。加拿大學者SADEK等[32]通過低頻振動鉆削實驗發現低頻振動可以降低50%切削溫度和40%軸向力,并且認為進給量是影響鉆削溫度的主要因素。S. ARUL等[33]采用在進給方向上附加低頻大振幅振動的方法進行GFRP制孔實驗,對軸向力、后刀面磨損和分層缺陷進行了評價,認為低頻振動在減少出口毛刺,有效斷屑和降低軸向力上具有明顯效果。R ZEMANN等[34]使用低頻鉆削CFRP也取得了不錯的效果。
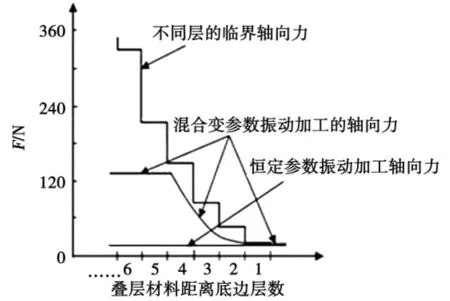
圖4 變參數振動鉆削示意圖[26]
在CFRP/鈦合金疊層結構材料的制孔研究方面,德國學者OLIVER PECAT等[31,35]在傳統鉆削CFRP/鈦合金疊層材料的基礎上,在進給方向附加了低頻輔助振動(振輻0.01~0.2 mm,固定頻率1.5/rev),發現有節奏變化的進給量弱化了鈦合金切屑的尺寸,進而使切屑順利排出,減小了CFRP孔壁的損傷。
4 CFRP材料超聲振動制孔工藝
國內外學者同時也開展了超聲頻振動輔助制孔的研究。北航張德遠等[36]對CFRP材料進行了超聲波橢圓振動制孔工藝的研究,通過實驗發現此工藝能有效降低刀具磨損、提高加工孔的表面質量和精度。美國的PEI Z. J.等[37-38]以金剛石磨粒旋轉超聲振動鉆孔加工CFRP,建立了切削力模型用于預測加工參數和加工環境對切削力影響的關系。日本學者ISHIDA等[39]提出了超聲振動和液氮低溫冷卻復合螺旋銑的制孔方法,認為該方法可以減小軸向力抑制制孔分層。2013年,伊朗學者MEHBUDI等[40]采用超聲輔助鉆削的方法對GFRP材料進行鉆削實驗研究,發現超聲鉆削可以顯著減少鉆削軸向力,極大地減少了鉆削分層缺陷。英國拉夫堡大學的VADIM V. SILBERSCHMIDT等人[17,41-43]進行了CFRP超聲輔助鉆削的有限元仿真和系列實驗研究,通過考慮CFRP的熱軟化現象和超聲振動局部沖擊作用建立了超聲輔助鉆削CFRP的有限元模型,如圖5所示。同時通過有限元仿真和系列實驗,發現超聲鉆削可以減少30%軸向力,極大地減少了鉆削分層缺陷,但是鉆削溫度有所上升,其實驗結果如圖6所示。
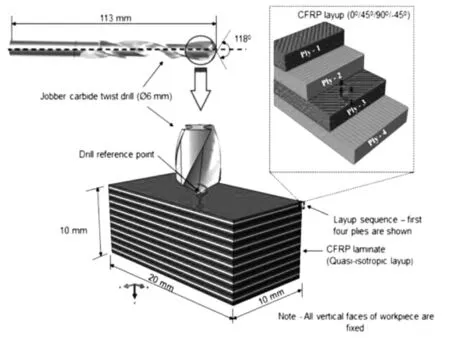
圖5 超聲振動鉆削M21/T700CFRP有限元模型[42]
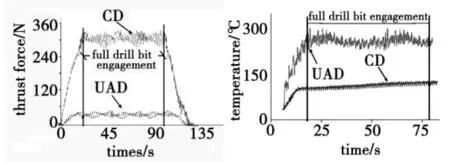
圖6 CFRP超聲鉆削軸向力和溫度特性[17]
在CFRP/鈦合金疊層結構材料的制孔研究方面,CONG W.L.等[18,44]研究表明旋轉超聲加工可以降低切削力、扭矩,并且在超聲下, CFRP 入口和 Ti 的出口沒有發現明顯的分層和毛刺。西班牙學者ALEJANDRO SANDA[45]研究發現相比普通加工超聲振動鉆削可以善疊層孔的加工質量。
5 結語
CFRP材料屬于典型的難加工材料,國內外研究結果表明,CFRP振動輔助制孔工藝在降低加工損傷方面效果顯著,振動輔助在CFRP孔加工方面潛力巨大。但是,目前CFRP材料的振動輔助制孔機理仍沒有完全揭示,制孔工藝主要還是依據經驗,不同CFRP材料的加工參數通用性較差,對于CFRP和鈦合金等的疊層材料制孔仍沒有特別好的辦法。因此有必要在以下方面繼續研究:
(1)切削熱與刀具磨損、材料損傷有直接關系,振動加工屬于斷續切削,振動參數對于加工熱量影響還不是很清晰,還需深入研究以揭示振動制孔加工區域熱力耦合機理。
(2)目前關于CFRP材料制孔的仿真還比較少,其原因主要是CFRP本構模型建模困難,以及CFRP材料加工涉及參數較多等。所以如何有效準確建立材料模型,優化加工參數,還需要進一步探索。
(3)CFRP材料的缺陷涉及多種力學知識,包括板殼力學、彈性力學、斷裂力學等,理論相對復雜,目前模型主要針對單向或準各向同性CFRP材料,而實際加工中多使用編織CFRP,所以不同CFRP層板的加工模型還有待深入研究。
(4)工業制造追求高效率、低成本和高質量,所以有必要對CFRP材料的制孔工藝、裝備和刀具等進一步優化,在這一方面仍然需要進行深入的研究。
[1] 張曉虎,孟宇,張煒.碳纖維增強復合材料技術發展現狀及趨勢[J].纖維復合材料,2004,21(1):50-53.
[2] SOUTIS C.Fibre reinforced composites in aircraft construction[J].Progress in Aerospace Sciences,2005,41(2):143-151.
[3] 陳紹杰.復合材料與A380客機[J].航空制造技術,2002(9):27-29.
[4] 陳紹杰.復合材料技術與大型飛機[J].航空學報,2008,29(3):605-610.
[5] 楊小平,黃智彬,張志勇,等.實現節能減排的碳纖維復合材料應用進展[J].材料導報,2010,24(3):1-5.
[6] MüLLER-HUMMEL P,RICHTER J,MüLLER B.NeueWerkstoffefordernneueAllianzen[J].
[7] 官煥華.復合材料的加工工藝與連接技術[J].宇航材料工藝,1998,28(4):28-31.
[8] 張厚江,陳五一.碳纖維復合材料的鉆削加工[J].新技術新工藝,1998(5):16-18.
[9] LIU D F,TANG Y J,CONG W L.A review of mechanical drilling for composite laminates[J].Composite Structures,2012,94(4):1265-1279.
[10] 張厚江.碳纖維復合材料(CFRP)鉆削加工技術的研究[D].北京航空航天大學,1998.
[11] JAIN S,YANG D C H.Delamination-free drilling of composite laminates[J].Journal of Engineering for Industry,1994,116:4(4):475-481.
[12] HOCHENG H,TSAO C C.Comprehensive analysis of delamination in drilling of composite materials with various drill bits[J].Journal of Materials Processing Technology,2003,140(140):335-339.
[13] TSAO C C,HOCHENG H.Effects of exit back-up on delamination in drilling composite materials using a saw drill and a core drill[J].International Journal of Machine Tools & Manufacture,2005,45(11):1261-1270.
[14] 李忠群,鄭敏,王鑫.螺旋銑孔技術研究進展[J].湖南工業大學學報,2013,27(1):38-42.
[15] HOCHENG H,HSU C C.Preliminary study of ultrasonic drilling of fiber-reinforced plastics[J].Journal of Materials Processing Technology,1995,48(1):255-266.
[16] ZHANG L B,WANG L J,LIU X Y,et al.Mechanical model for predicting thrust and torque in vibration drilling fibre-reinforced composite materials[J].International Journal of Machine Tools & Manufacture,2001,Volume 41(00):641-657.
[17] MAKHDUM F, PHADNIS V A,ROY A,et al.Effect of ultrasonically-assisted drilling on carbon-fibre-reinforced plastics[J].Journal of Sound & Vibration, 2014,333(23):5939-5952.
[18] CONG W L,PEI Z J,DEINES T W,et al.Rotary ultrasonic machining of CFRP/Ti stacks using variable feedrate[J].Composites Part B Engineering,2013,52(52):303-310.
[19] 隈部淳一朗.精密加工振動切削(基礎與應用)[M].北京:機械工業出版社,1985.
[20] LIU J,ZHANG D,QIN L,et al.Feasibility study of the rotary ultrasonic elliptical machining of carbon fiber reinforced plastics(CFRP)[J].International Journal of Machine Tools & Manufacture,2012,53(1):141-150.
[21] AOKI S,HIRAI S,NISHIMURA T.Prevention from delamination of composite material during drilling using ultrasonic vibration[J].Key Engineering Materials,2006,2006(6):465-470.
[22] 張承龍,馮平法,吳志軍,等.旋轉超聲鉆削的切削力數學模型及試驗研究[J].機械工程學報,2011,47(15):149-155.
[23] XU W,ZHANG L C,WU Y.Elliptic vibration-assisted cutting of fibre-reinforced polymer composites:Understanding the material removal mechanisms[J].Composites Science & Technology,2013,92(3):103-111.
[24] XU W,ZHANG L C.On the mechanics and material removal mechanisms of vibration-assisted cutting of unidirectional fibre-reinforced polymer composites[J].International Journal of Machine Tools & Manufacture,2014,80-81(5):1-10.
[25] XU W,ZHANG L.Mechanics of fibre deformation and fracture in vibration-assisted cutting of unidirectional fibre-reinforced polymer composites[J].International Journal of Machine Tools & Manufacture,2016,103:40-52.
[26] LINBO Z,LIJIANG W,XIN W.Study on vibration drilling of fiber reinforced plastics with hybrid variation parameters method[J].Composites Part A Applied Science & Manufacturing,2003,34(3):237-244.
[27] WANG X,WANG L J,TAO J P.Investigation on thrust in vibration drilling of fiber-reinforced plastics[J].Journal of Materials Processing Tech,2004,148(2):239-244.
[28] 張林波,王立江,劉向陽,等.多元變參數振動鉆削復合材料的研究[J].中國機械工程,2002,13(3):236-238.
[29] 王立平,何玉輝.振動鉆削時鉆頭的動力學模型[J].汽車技術,1998(9):24-27.
[30] 王立平,楊兆軍,王立江,等.用有限元法研究振動鉆頭壽命[J].華中科技大學學報(自然科學版),1998(8):29-31.
[31] PECAT O,BRINKSMEIER E.Tool wear analyses in low frequency vibration assisted drilling of CFRP/Ti6Al4V stack material[J].Procedia Cirp,2014,14(14):142-147.
[32] SADEK A,ATTIA M H,MESHREKI M,et al.Characterization and optimization of vibration-assisted drilling of fibre reinforced epoxy laminates[J].CIRP Annals-Manufacturing Technology,2013,62(1):91-94.
[33] ARUL S,VIJAYARAGHAVAN L,MALHOTRA S K,et al.The effect of vibratory drilling on hole quality in polymeric composites[J].International Journal of Machine Tools & Manufacture,2006,46(3):252-259.
[34] ZEMANN R,KAIN L,BLEICHER F.Vibration assisted machining of carbon fibre reinforced polymers[J].Procedia Engineering,2014,69(1):536-543.
[35] PECAT O,BRINKSMEIER E.Low damage drilling of CFRP/Titanium compound materials for fastening[J].Procedia Cirp,2014,13(13):1-7.
[36] 張德遠,劉靜.飛機緊固孔超聲振動精密加工技術研究[J].中國機械工程,2012,23(4):421-424.
[37] CONG W L,PEI Z J,SUN X,et al.Rotary ultrasonic machining of CFRP: A mechanistic predictive model for cutting force[J].Ultrasonics,2014,54(2):663-675.
[38] CONG W L,PEI Z J,DEINES T W,et al.Rotary ultrasonic machining of CFRP composites:A study on power consumption[J].Ultrasonics,2012,52(8):1030-1037.
[39] ISHIDA T,NOMA K,KAKINUMA Y,et al.Helical milling of carbon fiber reinforced plastics using ultrasonic vibration and liquid nitrogen[J].Procedia Cirp,2014,24:13-18.
[40] MEHBUDI P,BAGHLANI V,AKBARI J,et al.Applying ultrasonic vibration to decrease drilling-induced delamination in GFRP laminates[J].Procedia Cirp,2013,6(8):577-582.
[41] PHADNIS V A,MAKHDUM F,ROY A,et al.Experimental and numerical investigations in conventional and ultrasonically assisted drilling of CFRP laminate[J].Procedia Cirp,2012,1(7):455-459.
[42] PHADNIS V A,ROY A,SILBERSCHMIDT V V.A finite element model of ultrasonically assisted drilling in carbon/epoxy composites[J].Procedia Cirp,2013,8:141-146.
[43] MAKHDUM F,NORDDIN D N P,ROY A,et al.Ultrasonically assisted drilling of carbon fibre reinforced plastics[J].Solid State Phenomena,2012,188:170-175.
[44] CONG W L,PEI Z J,TREADWELL C.Preliminary study on rotary ultrasonic machining of CFRP/Ti stacks[J].Ultrasonics,2014,54(6):1594.
[45] SANDA A,ARRIOLA I,NAVAS V G,et al.Ultrasonically assisted drilling of carbon fibre reinforced plastics and Ti6Al4V[J].Journal of Manufacturing Processes,2016,22:169-176.
A Review of Vibrating Assisted Drilling on CFRP
JIAO Feng QI Jialiang WANG Xiaobo WANG Xiaoliang
(School of Mechanical and Power Engineering ,Henan Polytechnic University,Jiaozuo 454000)
This paper reviews the property of the CFRP firstly,then summaries the defect of drilling fiber laminated material and the available solutions.In the second part,the characteristics of vibrating assisted machining(VAM)and vibrating assisted drilling(VAD)mechanism of decreasing defect during processing are introduced.In the last part,the paper reviews the development of vibrating assisted drilling CFRP.
CFRP, Vibrating assisted cutting, Drilling, Defect
2016-11-25;
2017-02-08
國家自然科學基金(51675164)
焦鋒,1971年出生,教授,博士生導師,主要從事難加工材料精密與特種加工研究。E-mail:jiaofeng@hpu.edu.cn
TB559
10.12044/j.issn.12044-2330.2017.03.001
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
纖維復合材料(2018年3期)2018-04-25 07:22:58
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
電子測試(2017年11期)2017-12-15 08:57:13
應用化工(2014年10期)2014-08-16 13:11:29
