三偏心硬密封蝶閥密封面結構分析
2017-07-08 13:30:18張向明
中國高新技術企業 2017年11期
張向明


摘要:三偏心硬密封蝶閥目前在國內的設計和生產已經非常普遍,對于第三偏心的密封面結構一般為成熟的斜置圓錐面形式,實際還有另外一種斜圓錐面密封形式。文章針對這兩種密封面形式進行了分析和對比。
關鍵詞:蝶閥;三偏心;密封面;結構分析;斜圓錐 文獻標識碼:A
中圖分類號:TH134 文章編號:1009-2374(2017)11-0041-03 DOI:10.13535/j.cnki.11-4406/n.2017.11.021
1 概述
從20世紀八九十年代開始,我國的蝶閥生產和制造速度突飛猛進,吸收了很多國外的先進技術,特別是三偏心蝶閥,在原有的中線蝶閥、單偏心蝶閥、雙偏心蝶閥基礎上又有了結構上的飛躍,避免了開啟時候的力矩問題,實現了瞬間完全開啟、關閉的功能。三偏心蝶閥的密封面的設計加工是三偏心技術的核心,直接影響到產品的性能。本文涉及到的兩種密封面方式各有自己的優勢和特點,根據具體的情況來選擇合適的密封形式。
2 結構分析
首先是對密封面的一個說明,如圖1所示,密封面分為閥座密封面和閥板密封面:
兩個表面的形狀都是圓錐的斜面,而且這兩個表面必須是出自同一個圓錐的表面才能夠保證兩個密封面能夠百分百貼合,從而實現密封的目的。
2.1 正圓錐
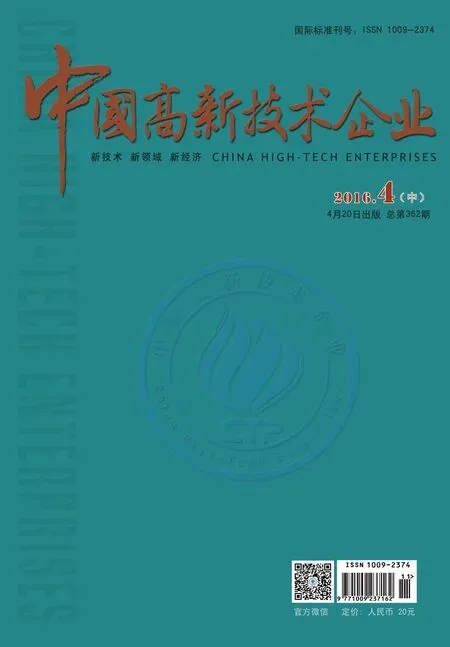
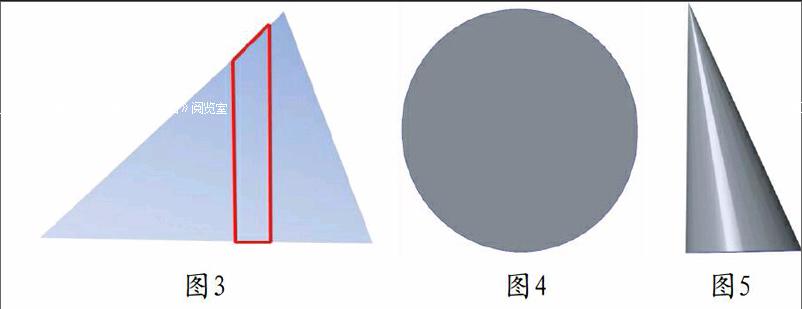
正圓錐是指一個完整回轉體形成的圓錐,即用一個直角三角形繞直角邊旋轉360°得到的圓錐,如圖2所示,每一個豎截面都是軸對稱,而使用密封面則是將圓錐橫置后,一條母線水平,截取中間的一段作為密封的部分,參考圖3所示:
從豎直方面看的截面來看,每個截面都是橢圓形(圖4),這是目前非常普遍的應用形式,因為結構相對容易理解,只是將圓錐平置即可。圓錐的三維模型參見圖5。
2.2 斜圓錐
斜圓錐從外形來說和正圓錐區別并不是非常大,如下圖6所示,兩個圓錐的對比,頂角同為25°夾角,高度為352mm,底面截面尺寸:正圓錐橢圓截面長軸164.13,短軸159.85,斜圓錐底面直徑為160mm。兩個圓錐的三維模型參考圖6,從圖6可以看出,兩個模型總體差別小,如果不通過測量的方式用肉眼很難分辨出兩者的差異。從底面觀察可以看到細微的差別,但是由于圓錐角度并不是很大,所以正圓錐的斜截面形成的橢圓長短軸差異很小,比如這個模型中的長短軸也就差異4mm,通過肉眼也不容易分辨出來。
斜圓錐的建模原理和正圓錐的回轉方式完全不同,不是通過回轉形成的幾何體,在建模軟件中無法通過旋轉命令完成,而是通過不同的圓截面“堆積”而成,所有圓形截面都與一條母線相切,并且圓心都通過一條直線,三維模型建模時候可以通過混合掃描的方式來實現,構圖的原理可以按照圖7進行說明。
綜上所述,兩種圓錐的不同之處就是底面的截面,正圓錐是橢圓,可以理解為無限多個橢圓“堆積”而成,所有橢圓的中心在一條直線上;斜圓錐是正圓,可以理解為無限多個正圓“堆積”而成,所有的圓形的圓心都在一條直線上。
3 兩種密封表面的特點對比
因為這兩種圓錐面的形成原理不同,所以從產品自己的結構特點還是加工特性以及相應影響到的產品性能方面都有所差別,下面就分別就這幾個方面對正圓錐密封面和斜圓錐密封面進行分析。
3.1 正圓錐
3.1.1 結構特點。正圓錐本身是回轉體,具有高度的軸對稱性,而所使用的密封部分是圓錐的側面,如圖8所示黑色表面部分。如圖9所示,該例子圓錐角度為頂角25°,那么在圖示分別的①②③④點所在圓錐母線與水平位置所呈現的角度均不同,①點的角度正好為25°,②④的角度為頂角的一半,即12.5°,而③的角度則為0°,實際在密封的應用當中,①和③點位于閥門的水平位置(如圖10所示),在開啟/關閉的一瞬間,整個圓錐密封面同時脫離/接觸閥體上對應的密封面。同理在閥體(閥座)的密封環上,對應的是同樣的25°角度的正圓錐,且相應的點位必須嚴格一一對應,小的配合誤差都會導致蝶閥發生內漏的可能。同樣從圖8所示的位置,我們可以看到從平行于圓錐底面(被斜截后)來觀察,每個截面都是橢圓形,而橢圓和原始正圓錐的頂角θ和底面半徑R存在一定的幾何關系(見圖11),假定截面過正圓錐的底面邊界點,我們可以看到,橢圓的長軸2a=2R*θ,模型中R=80,θ=12.5°,則可以求出橢圓的長半軸a=R*θ=80*cos(12.5°)=78.1037,長軸2a=156.2074,從實際的3D模型里面測量的結果為156.207,完全一致(見圖12)。而橢圓的短軸尺寸計算起來相對麻煩,所以借助3D模型可以輕松得到橢圓短軸的長度(見圖13),短軸2b=152.136。
從結果來看,橢圓的長短軸差異并不是很大,但是如果是大口徑的閥門,長短軸的差異就會被放大,從圖14的角度來看,同樣的在閥座的位置,寬度在①~④點是不同的,因為外邊界是正圓形,密封面截面是橢圓形,這樣的結果會是①③點寬度要小于②點和④點,在產品的設計空間上面會受到一定的影響,尺寸越大,這種影響可能會越大。
3.1.2 加工特點。從產品的結構特點可以看到,這種密封面形式是通過回轉體來實現的,這樣通過回轉加工的設備就可以實現外形特征,比如普通的車床,只需要搭配上相應的加工胎具,則可以實現,如圖15所示的加工方法,在三角形中深灰色為固定密封面毛坯的胎具,淺灰色為密封面毛坯,刀具也成一定角度(取決于設計的圓錐頂角角度),車削需要的密封面。實際的加工胎具照片和加工成型的刀具(后期磨削的工序,需要配上相應的磨頭)見圖16,普通臥式車床就可以實現小口徑的密封環的加工,大口徑,通常DN700以上都使用立式車床來實現,實際加工例子可以參考圖17。根據密封面的粗糙度要求,后期通過磨削達到相應的要求(0.4~0.8微米)。
3.1.3 性能相關特點。正圓錐密封面加工起來相對方便,利用傳統回轉加工設備就可以實現,但是由于每個截面都是橢圓,存在長短軸的差異,整個產品的外觀會體現出不規則的感覺,尺寸越大這種差別會更加明顯,對于開啟摩擦力的影響,根據以往相關摩擦力矩理論分析相關文獻可知,圓錐角越大則摩擦力矩越小。為了盡可能減小摩擦開啟力矩,那么就需要增大圓錐頂角,但是角度增大的同時又會受到外形的影響,需要在兩者之間取一個平衡。
3.2 斜圓錐
3.2.1 結構特點。斜圓錐本身是非回轉體,不具備對稱性的特點,使用的密封部分同樣也是圓錐的側面,這部分和正圓錐的部分基本沒有差別,具體可以參考前面提到的正圓錐的部分。區別點就是斜圓錐的每一個截面都是正圓形,按照圖14所示的①~④點的距離是完全一致的,正因為如此,就不存在邊界差異的問題,更不會像正圓錐那樣隨著口徑的增大而放大這種差異。
3.2.2 加工特點。因為斜圓錐的非對稱的特點,使得斜圓錐密封面的加工要求跟正圓錐密封面完全不同,無法使用原來回轉設備(臥式車床或者立式車床),所以就必須使用加工中心的設備來制作,從斜圓錐的成型原理可以理解為:每一層的正圓形逐層堆砌而成(參考圖7),根據加工中心的數控編程,可以采用“積分”的形式來進行逐層的加工,從而實現斜圓錐的外輪廓。實際的加工方式可以通過加工中心立式銑削的方法來完成,不需要特殊的加工胎具去調整角度,完全可以通過數控編程來實現,只需要標記好起始加工位置即可。
3.2.3 性能相關特點。斜圓錐密封面加工起來相對復雜,普通的加工設備無法滿足,只能通過數控加工中心來實現。完成品截面都為正圓,從外形來說非常規則,特別是對于大口徑來說相對于正圓錐的長短軸偏差的優勢就更加明顯。從產品的性能角度來說,密封的效果和正圓錐斜面的密封效果相同,沒有差別,但是對于閥門的開啟摩擦力矩,斜圓錐密封面的角度可以做得更大(因為對于外形的影響相對于正圓錐會小很多),角度越大閥門的開啟摩擦力矩就會越小,更有利于產品的性能。
4 結語
不論是正圓錐密封面還是斜圓錐密封面都可以實現三偏心硬密封蝶閥的第三偏心,而且可以達到同等級的密封效果,兩者在加工和對于閥門開啟摩擦力矩方面會有一些差異,如何去選擇加工方式,還需要從產品本身的實際需要和企業自身的設備能力、加工經驗等多方面去衡量,傳統的方式通常使用的是正圓錐的加工方式,隨著技術的進步和設備的升級,相信更多的加工方式和優化的產品設計也會帶動三偏心蝶閥密封面的加工技術。
參考文獻
[1] 俞樹榮.三偏心蝶閥摩擦力矩分析[J].流體機械雜志,2009,(6).
(責任編輯:黃銀芳)