傳動箱體消失模鑄造工藝中的缺陷問題
2017-07-12 16:14:30張家駿趙清禎郭洪鋼譚建波
河北工業科技 2017年4期
張家駿,趙清禎,郭洪鋼,譚建波
傳動箱體消失模鑄造工藝中的缺陷問題
張家駿1,趙清禎1,郭洪鋼2,譚建波3
(1.河北瑞歐消失模科技有限公司,河北邢臺 054000;2.長城汽車股份有限公司,河北保定 071000;3.河北科技大學材料科學與工程學院,河北石家莊 050018)
為了解決消失模鑄造傳動箱體中鑄件結構復雜、上口處容易變形、加工量較小、工藝設計及制造難度較大、容易造成廢品等問題,從鑄件模型的生產過程出發,根據鑄件的結構特點,分析了模型廢品產生的原因,對澆注系統的設計及造型過程進行了改進研究,對鑄造生產過程中存在的冷隔缺陷、水汽冷隔缺陷、鑄件起包、涂料夾渣、內澆口部位夾渣、泥條夾渣、內澆口處黏砂、硬木條處黏砂等問題提出了具體的解決方案,使傳動箱體的成品率穩定控制在95%以上,為傳動箱體消失模鑄造類似產品的生產提供了很好的借鑒依據,對消失模鑄件的生產具有一定的參考價值。
鑄造工藝與設備;消失模鑄造;傳動箱體;缺陷;模型
消失模鑄造是一種先進的鑄造工藝,生產效率高。由于消失模鑄造特有的工藝特點,在生產過程中一些關鍵環節一定要嚴格控制[1-14]。農機傳動箱體最大輪廓尺寸為692 mm×272 mm×312 mm,鑄件凈重為72 kg,主體壁厚為6~38 mm,加工余量為3~4 mm,材質HT250,化學成分如表1所示。

表1 鑄件化學成分要求
鑄件屬于中型薄壁箱體類鑄件,結構復雜,上口處容易變形,加工量較小,工藝設計及制造難度較大,在講究環環相扣的消失模鑄造生產中如果某一項做得不好,很容易造成廢品。農機箱體件用于支撐軸承及轉軸,盛放齒輪油潤滑齒輪,從而實現動力傳動功能。因此,鑄造質量的優劣對于農機整體設備的正常運轉是十分重要的,要求材質致密,不允許有冷隔、夾渣和夾砂等鑄造缺陷,拉伸強度在250 MPa以上。箱體的形狀如圖1所示。
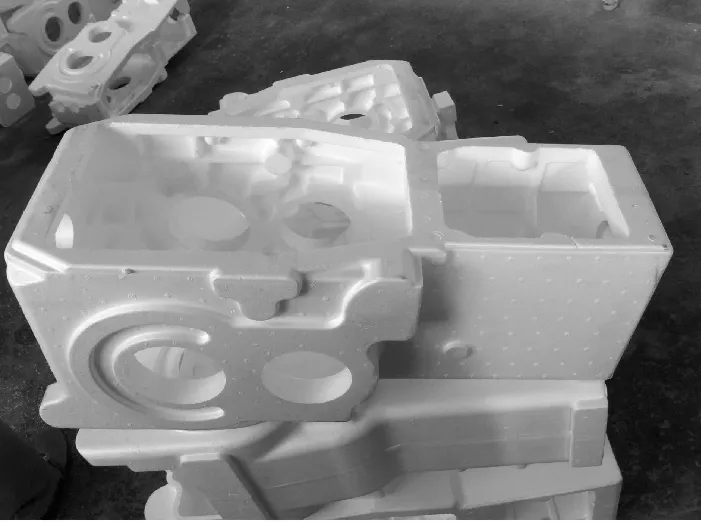
圖1 箱體鑄件模型Fig.1 Box casting model
1 鑄件模型的生產過程
1.1 模型廢品產生的原因分析及改進
起初模型由于入料不實而報廢,如圖2所示。

圖2 入料不實的缺陷Fig.2 Defects in material feeding defect
經分析有以下原因造成。
1)模具入料口開設位置不合理,導致珠粒行程過長,途中易受阻;
2)采用自動料槍入料,充氣壓力不夠;
3)料槍的進氣口與入料口之間的角度不合理,導致氣力帶動珠粒充料的動力不足;
4)珠粒密度過小,珠粒直徑過大,填充薄壁處時無法完全充實;
5)模具合模間隙過小。
基于以上原因進行如下改進。
1)空壓大小要保證在0.05 MPa以上;
2)修正料槍入料口與進氣口之間的角度在15°左右;
3)采用增壓入料桶承裝珠粒,桶中壓力在0.02 MPa左右,以增加入料壓力;
4)減小珠粒尺寸增加珠粒密度到25 kg/m3左右,在此基礎上再做后期調整;
5)模具合模間距方面在達到珠粒剛好不會跑時最大,現場間距為7 mm。
經過以上調整后,成功打出白模,并且穩定生產。
1.2 白模的黏接與烘烤
此鑄件的最大壁厚為38 mm,容易烘干,白模烘干房溫度為50~60 ℃,濕度在30%以下。烘干12 h。
采用冷膠黏接分型面,并且用紙膠密封分型面。
1.3 涂料的涂掛和烘干
采用自制涂料,在鑄件白模上黏涂2遍,厚度為1.5 mm左右,再澆道涂刷3遍,厚度為2.5 mm左右。
2 鑄造工藝
2.1 澆注系統的設計
根據鑄件的結構特點,設計的澆注系統如圖3所示。
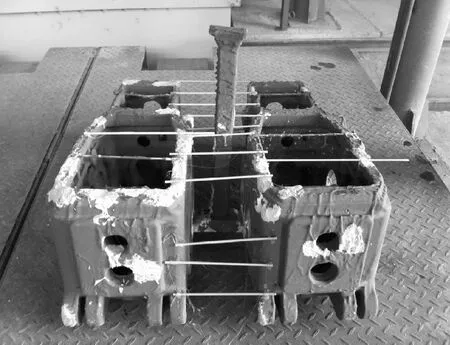
圖3 一個澆口澆兩個鑄件Fig.3 One gate pouring for two castings

圖4 一箱三件的埋箱過程Fig.4 Buried box for a box of three pieces
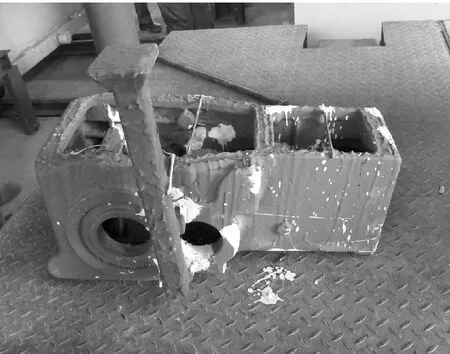
圖5 一個澆口澆一個鑄件Fig.5 One gate for one casting
箱外組型,一澆道澆注兩件,為加固支撐,在烘干組型過程中采用木棍和熱熔膠進行黏接固定模型,在完成固定的基礎上盡量減少用膠量以避免黏膠處黏砂。直澆道35 mm×40 mm×420 mm,內澆口8 mm×80 mm×140 mm。內澆口必須保持8 mm的高度,否則將無法達到澆道避渣的效果。內澆口開設在鑄件的厚壁處,利于金屬液充型順暢,且采用一個內澆口方便組型。
為了提高砂箱利用率,此鑄件一般一箱澆注三件,一箱兩個澆口,如圖4所示。故另一種便是一個澆道對應一個鑄件的方式。直澆道30 mm×30 mm×420 mm,內澆道2×35 mm×6 mm×40 mm,如圖5所示。其中設計2個內澆口的原因就是在方便組型的基礎上加強固定。
2.2 造型過程
該鑄件上沒有不易填砂的結構,較容易填砂。河砂20~40目(0.084 1~0.42 mm),1 000 mm×1 000 mm×1 200 mm的砂箱,150 mm的底砂,將底砂上面鋪平后放入模型開始填砂,震實60 s左右。然后將澆口上部的不干膠撕開,蓋上塑料薄膜,再加50 mm左右的蓋砂,以防止澆注過程中濺出的鐵水燒壞塑料薄膜導致真空漏氣,最后在澆口杯上部放上泥條,坐上澆口杯,但要防止泥條延進白模中導致澆注沖刷泥條產生缺陷[15]。
3 鑄造缺陷問題
3.1 冷隔缺陷
原因:澆注人員技術不熟練,導致澆注過程中澆注速度跟不上,在內澆口遠端最后充型的薄壁處出現冷隔缺陷,之后的澆注過程中保持金屬液以慢—快—慢的節奏澆注,便再沒有出現此缺陷[16],如圖6所示。
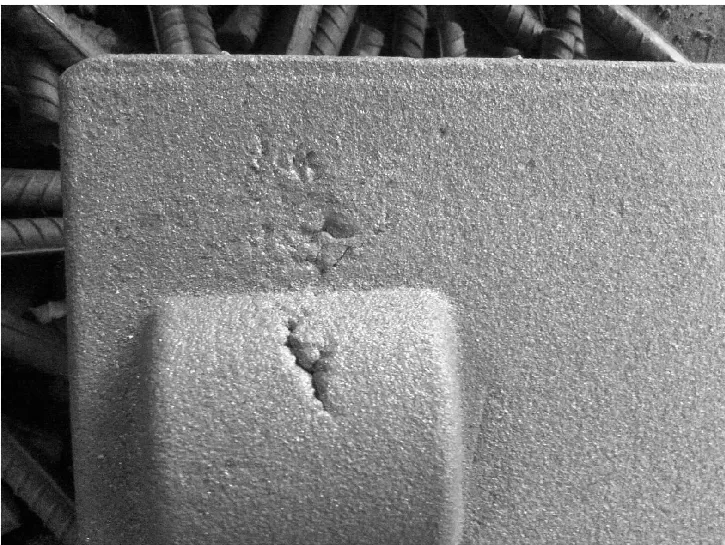
圖6 冷隔缺陷Fig.6 Cold insulation defect
3.2 水汽冷隔缺陷
此種缺陷與溫度不夠造成的冷隔類似,但是其面積相對較大。由于鑄件初期生產時,對工藝的每一環節掌握不好,在磨合期造成此缺陷。在烘干房濕度、溫度保持正常的基礎上,涂第1遍涂料的烘干時間由保持原來的12 h減為5 h,涂第2遍涂料的時間則由原來的12 h增加為18 h,保證涂料干透。水汽冷隔缺陷如圖7所示。
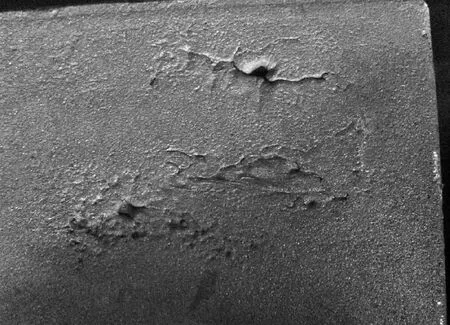
圖7 水汽冷隔缺陷Fig.7 Cold water vapor barrier defect
3.3 鑄件起包
生產現場鑄件的涂料是自配的,涂料中黏結劑加入比例不對,導致涂料張力變大,涂料中的氣泡頂不破。修正黏結劑的添加比例,并且降低涂料的骨料目數之后此問題得到解決。鑄件氣泡類缺陷如圖8所示。
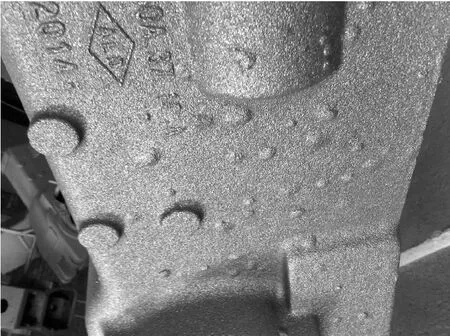
圖8 鑄件起包缺陷Fig.8 Casting package defect
3.4 涂料夾渣
由于鑄件是由上下模合模而成的,黏接面積較大,故采用冷膠黏接,之后再用紙膠帶將合縫部位補黏。
鑄件在黏接過程中沒有做好分型面處的處理,合縫不良,導致鑄件在刷涂料的時候涂料滲進縫中,出現夾渣缺陷而報廢。涂料夾渣缺陷如圖9所示。

圖9 涂料夾渣缺陷Fig.9 Slag drawing of coating defect
3.5 內澆口部位夾渣
設計上靠近鑄件的內澆口高度為8 mm,但是在后期的生產操作中工人們沒有注意到此尺寸下擋渣的作用,將內澆口高度提高到8 mm以上,澆道擋渣作用下降,導致鑄件的內澆口部位夾渣缺陷。夾渣缺陷如圖10所示。

圖10 夾渣缺陷Fig.10 Slag defect
3.6 泥條夾渣
造型后澆口杯下部需要用泥條密封防止跑火,經過跟蹤生產發現,由于泥條使用不當,導致泥條出界,澆注過程中沖進型腔中,缺陷的形態與泥條類似。泥條夾渣缺陷如圖11所示。
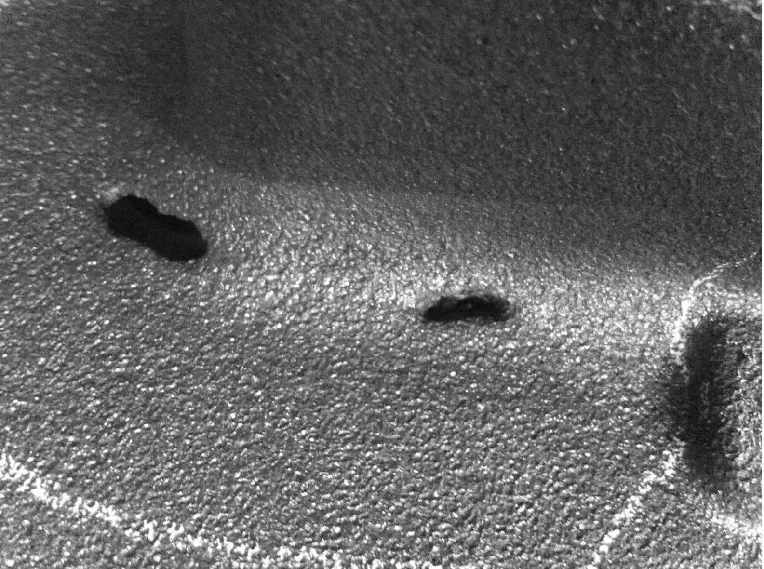
圖11 泥條夾渣缺陷Fig.11 Slag inclusion defect
3.7 內澆口處黏砂
澆道采用先刷涂料后黏接的方式,在黏接過程中由于工人操作不熟練,導致內澆口與鑄件銜接部位合縫不嚴,補涂料之后有裂縫,澆注出來的鑄件經常在此處黏砂,很難清理。內澆口處黏砂缺陷如圖12所示。

圖12 內澆口處黏砂缺陷Fig.12 Sand at the gate defect

圖13 木條黏砂缺陷Fig.13 Wood strip with sand defect
3.8 硬木條處黏砂
此種工藝為實現一個澆口出兩件,故需要很多木條將白模黏接固定成模型簇,并且白模上口容易變形,需要木條做拉筋,但是由于涂料的強度不夠,導致鑄件與硬木條接觸處出現黏砂缺陷。
4 結 論
本文講述消失模傳動箱體工藝流程和缺陷分析,理順了消失模生產傳動箱體的過程以及產品鑄造缺陷產生的原因和解決辦法,為消失模鑄造類似產品提供了很好的依據,對消失模鑄件的生產具有較大的參考價值。
對于鑄件生產過程中出現的冷隔缺陷、水汽冷隔缺陷、鑄件起包、涂料夾渣、內澆口部位夾渣、泥條夾渣、內澆口處黏砂、硬木條處黏砂缺陷的問題,進行了分析治理,產品質量得到了很好的控制,箱體的成品率穩定控制在95%以上。
消失模鑄造生產環節較多,工藝工序鏈長,影響產品質量的因素很多,而且用到的人工較多,不穩定因素較多,所以持續不斷的用消失模鑄造生產出質量合格的產品,工廠還需在技術、品質管控等方面投入更多的精力。只有消失模各個工序的鏈條堅固,生產才能持續穩定運轉。
/References:
[1] 梁光澤,李增民.中國實型(消失模)鑄造的現狀與展望 [J]. 鑄造技術,2008,29(8):1072-1074. LIANG Guangze, LI Zengmin. Status and prospect of full mold(expendable pattern)casting process in China[J]. Foundry Technology, 2008,29(8): 1072-1074.
[2] 李增民,梁光澤,姜不居,等.消失模鑄造技術培訓資料 [M].4版. 上海:中國鑄造協會實型鑄造專業委員會,2007.
[3] 李增民,李志勇.消失模鑄造的關鍵技術[J].鑄造技術,2002,23(3):155-159. LI Zengmin, LI Zhiyong. Key technology of improving casting quality of EPC [J]. Foundry Technology, 2002,23(3): 155-159.
[4] 黃政.汽車發動機缸體的鑄造工藝[J].鑄造,2008,57(10):1078-1080. HUANG Zheng. Casting process of auto engine cylinder [J]. Foundry, 2008,57(10):1078-1080.
[5] 蔡震升, 戎豫.實用鑄造耐火涂料[M].北京:冶金工業出版社,1994.
[6] 樊自田, 蔣文明.消失模鑄造技術現狀及發展趨勢[J].鑄造,2012(6): 583-591. FAN Zitian, JIANG Wenming. Development trend and status of lost foam casting technology[J].Foundry, 2012(6): 583-591.
[7] 林尤棟,袁中岳,張忠明,等.消失模鑄鋼件抑制增碳的研究[J].特種鑄造及有色合金,1993(5):12-14. LIN Youdong, YUAN Zhongyue, ZHANG Zhongming,et al. Restraining the carbon pick-up in steel castings by evaporative pattern process[J]. Special Casting and Nonferrous Alloys, 1993 (5): 12-14.
[8] 沈嘉酞,楊正山.造型材料測試技術[M].北京:機械工業出版社,1987.
[9] 潘鳳英, 楊爭光, 扈廣麒. 消失模鑄造過程中型砂對負壓度的影響[J].金屬加工(熱加工),2015(17):21-22.
[10]王德茂.消失模涂層的透氣性及測定方法[J].汽車工藝與材料,1992(7):39-41. WANG Demao. Perm eability of the coating materials used in lost pattern casting and its measuring method[J]. Automobile Technology and Material, 1992(7): 39-41.
[11]葉升平, 黃乃瑜, 羅吉榮. 實型負壓鑄鋼件涂料透氣率測試的研究[J].華中理工大學學報,1992(sup1):5-8. YE Shengping, HUANG Naiyu, LUO Jirong. On permea-bility measurement of coating on steel castings in EPS-V process[J]. Journal of Huazhong University of Science and Technology, 1992(sup1): 5-8.
[12]葉升平,吳志超.消失模鑄造圖片集[M].武漢:華中科技大學出版社,2006.
[13]李增民,梁光澤.中國消失模鑄造技術的發展動態及前景展望[C]//第十屆中國鑄造協會年會會刊. 北京:中國鑄造協會,2012:253-261.
[14]趙建華,田軍.不同澆注方式對消失模鑄造充型的影響[J].鑄造工程,2010(4):27-29. ZHAO Jianhua, TIAN Jun. Effect of different gating system on filling process in EPC[J]. Foundry Engineering,2010(4):27-29.
[15]董秀琦,朱麗娟.消失模鑄造實用技術[M].北京:機械工業出版社,2005.
[16]陶杰.消失模鑄造方法與技術[M].南京:江蘇科學技術出版社,2003.
Foundry technology flaws in expendable casting of transmission cases
ZHANG Jiajun1, ZHAO Qingzhen1, GUO Honggang2, TAN Jianbo3
(1. Hebei Rui'ou EPC Technology Company Limited, Xingtai, Hebei 054000, China; 2. Great Wall Motor Company Limited, Baoding, Hebei 071000, China; 3. School of Materials Science and Engineering, Hebei University of Science and Technology, Shijiazhuang, Hebei 050018, China)
In order to solve problems in expendable casting of transmission cases, such as complicate casting structure, easy transformation of the upper opening, small processing amount, difficult design and manufacture, likely causing waste and so on, starting from the preparation process of casting model, the reason that model waste appears is analyzed according to casting structure characteristics. The design of the gating system and the modeling process are studied for improvement, and solutions for the problems in casting process, such as cold lap flaw, moisture cold lap flaw, casting swell, coating slag inclusion, flow gate slag inclusion, mud strip slag inclusion, flow gate clogging, hardwood strip clogging and so on, are provided. The actual expendable casting product yield rate is more than 95%. The study provides a reference for the preparation of transmission cases with expendable casting and other products alike, and a reference for evanescent mode casting.
casting process and equipment; expendable casting; transmission cases; flaw; model
1008-1534(2017)04-0306-05
2017-03-01;
2017-03-29;責任編輯:陳書欣
張家駿(1990—),男, 河北邢臺人,助理工程師,主要從事消失模鑄造工藝方面的研究。
譚建波教授。E-mail:tanjian1998@163.com
TG249
A
10.7535/hbgykj.2017yx04013
張家駿,趙清禎,郭洪鋼,等.傳動箱體消失模鑄造工藝中的缺陷問題[J].河北工業科技,2017,34(4):306-310. ZHANG Jiajun, ZHAO Qingzhen, GUO Honggang,et al.Foundry technology flaws in expendable casting of transmission cases[J].Hebei Journal of Industrial Science and Technology,2017,34(4):306-310.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03