基于DEFORM的索具接頭內孔反擠壓成形數值模擬
2017-07-31 15:55:48冀曉磊韓鵬彪魯素玲王同會陳玉璽崔建英
河北科技大學學報 2017年4期
冀曉磊,韓鵬彪,魯素玲,劉 樂,馬 磊,王同會,陳玉璽,崔建英
(1.河北科技大學材料科學與工程學院,河北石家莊 050018; 2.巨力索具股份有限公司, 河北保定 072550)
基于DEFORM的索具接頭內孔反擠壓成形數值模擬
冀曉磊1,韓鵬彪1,魯素玲1,劉 樂1,馬 磊1,王同會2,陳玉璽2,崔建英2
(1.河北科技大學材料科學與工程學院,河北石家莊 050018; 2.巨力索具股份有限公司, 河北保定 072550)
為研究索具接頭內孔擠壓成形的可行性,采用有限元方法對索具接頭內孔熱擠壓成形工藝進行了數值模擬分析。從金屬流動規律及金屬的流線分布兩方面分析了索具接頭內孔的成形性,并研究了不同擠壓條件下索具接頭的應力場、應變場及成形件晶粒大小的關系。確定了熱擠壓工藝參數:初始擠壓溫度為1 100~1 150 ℃,擠壓速度為10 mm/s。通過有限元分析研究得出,內孔成形擠壓后金屬流線分布合理,無明顯交叉、斷裂的情況,且成形效果較好,尺寸精度較高。因此,該索具接頭內孔熱反擠壓成形工藝切實可行。
塑性加工工藝與設備; 索具接頭;反擠壓;內孔成形;數值模擬;成形工藝
索具接頭作為一種受力構件廣泛應用于各個領域,必須具備良好的力學性能,以免發生斷裂、開裂等危險[1-3]。目前索具接頭的成形工藝主要采用提籃和錐體的組合焊接和整體鑄造成形,組合焊接容易在結合處有氣孔、夾渣等缺陷,這些缺陷減少了焊接截面積,降低了承載能力,產生應力集中,造成接頭零件的脆性斷裂。而鑄造件容易形成縮松、縮孔等缺陷,嚴重影響索具接頭的性能[4-6]。對索具接頭采用內孔成形熱反擠壓的成形工藝,既能提高生產率又能節約成本,同時還能提升索具接頭的安全性能[7-8]。
本文采用DEFORM-3D數值模擬軟件對該制件進行塑性變形分析。DEFORM-3D可以分析金屬成形過程中多個關聯對象耦合作用下的大變形和熱特性[9-10],通過研究索具接頭變形過程中金屬流動規律和流線分布,分析索具接頭內孔熱反擠壓成形的可行性;通過分析擠壓過程中應力和應變曲線以及晶粒的大小,得出可行的熱擠壓工藝參數,可以縮短工藝的研發周期,同時為索具接頭熱反擠壓工藝設計及設備選擇提供理論依據[11-12]。
1 零件工藝的分析
該制件所用材料為20 Cr,成形后的制件如圖1所示。該制件形狀比較復雜,上半部分是由半圓體和長方體組合成的提籃,下半部分是帶有內直孔的錐體,且錐體外表面為曲線母線型曲面,該產品的坯料為熱鍛成形件,提籃部分及錐體(實心)采用閉式模鍛整體成形(如圖2所示),結合該件結構特點,提出了適合該產品件的熱反擠壓成形工藝。該索具接頭內孔反擠壓成形并不是傳統的直筒反擠壓,所成形的制件為外錐內直孔型件,其反擠壓成形難度要大于傳統的直筒反擠壓,且關于外錐內孔的擠壓成形工藝參數鮮有報道,因此對外錐內孔制件的熱反擠壓進行成形參數的工藝分析研究,具有一定的理論意義,且可為實際生產提供工藝設計依據[13]。
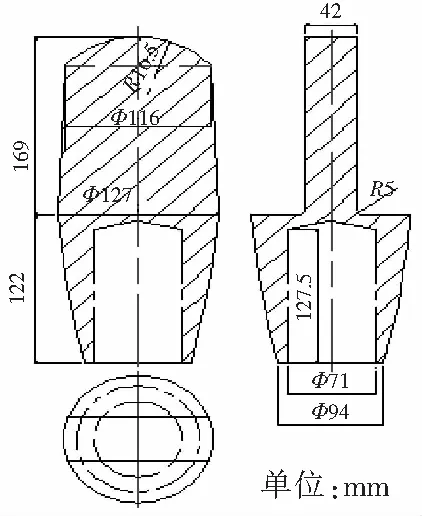
圖1 產品形狀尺寸Fig.1 Product shape
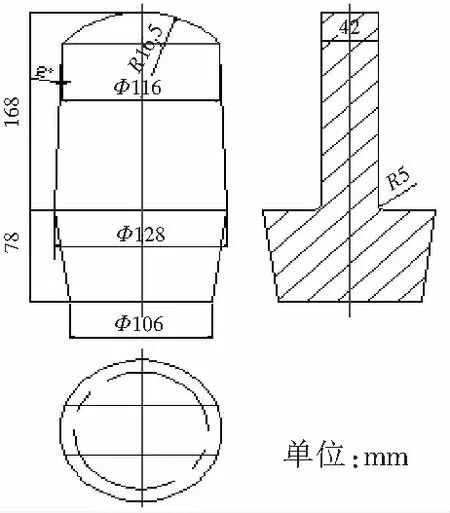
圖2 坯料Fig.2 Blank
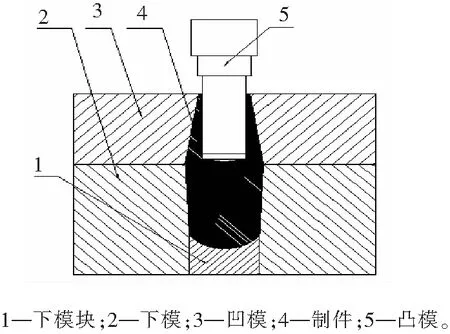
圖3 幾何模型Fig.3 Geometric model
2 建模及模擬條件
2.1 模型的建立
由制件的結構形狀可以看出,在成形過程中,錐體小端部分的成形受到的摩擦力大,容易出現金屬流動不均勻、填不滿、成形不完全的現象,運用DEFORM軟件對該制件的成形過程進行數值模擬分析,觀察其制件錐體型腔填充效果。利用Solidworks建立制件及模具的三維模型, 將實體模型文件導出STL格式,然后再導入DEFORM-3D模擬軟件中[14-15]。模具及坯料的有限元幾何模型簡圖如圖3所示。
2.2 模擬參數設置
在成形過程中,不同的擠壓溫度和擠壓速度對工件的成形效果和力學性能有很大的影響。為得到合理的擠壓參數,根據工藝實驗條件,將坯料的初始溫度分別設為1 100,1 150,1 200 ℃,凸模的擠壓速度分別設為1,5,10 mm/s進行模擬。采用相對網格劃分方式將坯料劃分為40 000個單元,制件材料對應DEFORM中的AISI-5120,模具材料為AISI-H-13。擠壓前對模具進行預熱,預熱溫度為250 ℃,毛坯與模具的摩擦方式定義為剪切摩擦,摩擦系數為0.3。坯料為塑性體,凸模、凹模、下模以及下模塊均考慮為傳熱的剛性體,坯料與模具的熱交換系數為1 N/(mm·s·℃)[16]。
3 數值模擬結果及分析
3.1 成形性分析
索具接頭內孔熱反擠壓成形性可從金屬流動規律和金屬流線分布兩方面進行分析。金屬流動規律反映了擠壓成形效果,金屬流線可用于判斷擠壓件力學性能的好壞。良好力學性能的擠壓件,金屬纖維組織分布合理,無交叉、斷裂、急劇彎折等情況[17-19]。此成形性研究初始擠壓溫度為1 100 ℃,擠壓速度為1 mm/s。圖4為金屬流動情況,圖5為金屬流線分布。
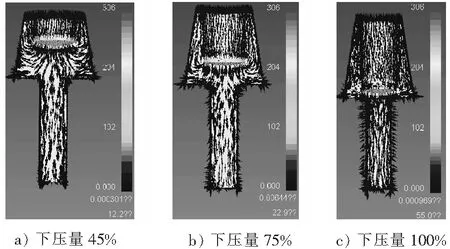
圖4 不同下壓量金屬的流動情況Fig.4 Flow of metal under different press stroke
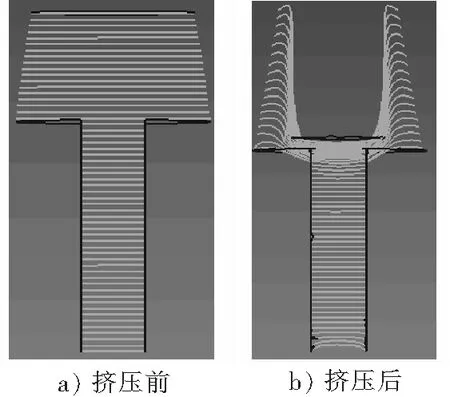
圖5 金屬流線分布Fig.5 Analysis of metal flow line
由圖4可知,下壓量為45%時,金屬產生塑性變形,受到向下沖頭的擠壓,金屬除了向上流動外還有一部分金屬向底端流動,填充底部;當下壓量為75%時,金屬流動主要發生在擠壓頂端,此時提籃處金屬并未發生流動;當下壓量達到100%時,此時金屬填滿錐體型腔,并未出現未填充現象,且成形效果較好,尺寸精度較高。
由圖5所示的金屬流線模擬結果可以看出,只有索具錐體部分的金屬流動。由于錐體邊緣部分金屬表面與模具表面的摩擦力較大,金屬流線有一定的彎曲。提籃最底端部分發生小變形,但提籃的整體金屬流線并未發生變化。整個反擠壓過程中,金屬流線分布合理,并未出現交叉、斷裂等缺陷,滿足了擠壓件良好的力學性能要求。
3.2 初始擠壓溫度對應力、應變及晶粒大小的影響
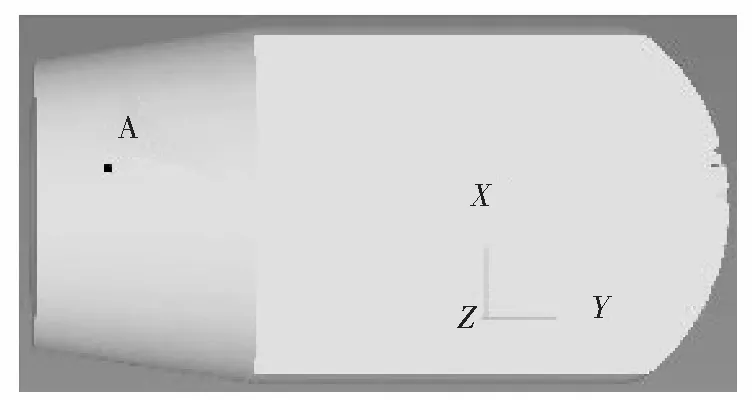
圖6 選點示意圖Fig.6 Diagram of points sort
擠壓溫度是根據20Cr鍛壓溫度范圍選擇的,擠壓時的溫度就是變形區的溫度[20]。在熱擠壓過程中,擠壓變形量大,且在很短的時間內完成,將產生大量的變形熱,同時坯料與模具摩擦產生摩擦熱,因此擠壓變形區的溫度會比初始擠壓溫度高,如果初始擠壓溫度過高,將會影響制品表面質量及尺寸的精度,同時還會降低金屬的流動速度,因此對坯料的初始擠壓溫度進行研究,對實際生產有參考和指導意義[21]。根據實際生產的條件,將研究的初始擠壓溫度定為1 100,1 150,1 200 ℃,擠壓速度為1 mm/s。為了量化研究材料在擠壓過程中變形區的情況[22],在坯料上選點A進行研究,選點示意圖如圖6所示,A點的坐標為(195,320,200)。圖7為不同初始擠壓溫度下,時間與節點A應力、應變的關系;圖8為不同初始溫度下成形后晶粒的大小與數量。
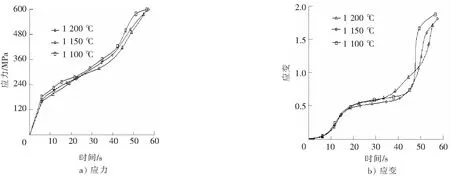
圖7 不同的初始溫度與應力、應變關系Fig.7 Relationships between extrusion temperature and stress and strain
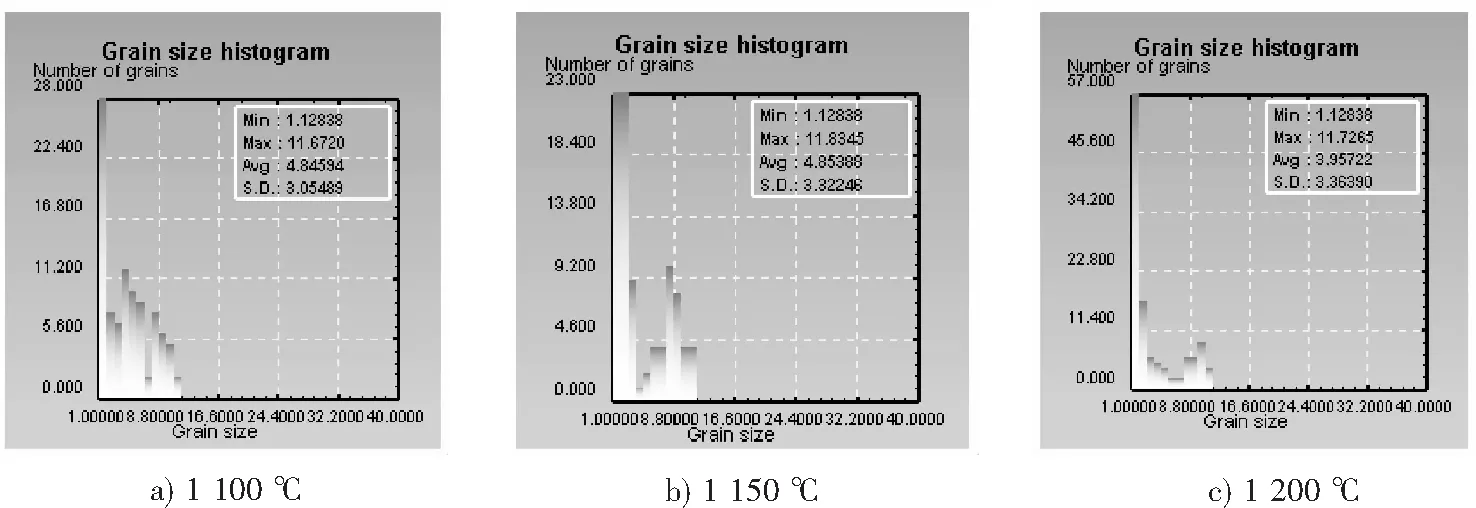
圖8 不同初始溫度下成形后晶粒大小與數量Fig.8 Relationship between grain size and quantity under different extrusion temperature
由圖7可知,在不同的擠壓初始溫度下,應力、應變的變化規律一致,隨著變形程度的增加應力不斷的增加,達到最大值后成形結束。且不同初始擠壓溫度下,最大應力值差別不大。
不同的初始擠壓溫度下,應變的變化趨勢大致相似,隨著變形程度的增大而增大,溫度越低,應變值越高。應變在初始階段受擠壓溫度的影響較小,當變形量不斷增大時,應變也驟然增加。初始擠壓溫度越低,則最終應變值越大。
晶粒大小對制件的力學性能及理化性能帶來很大影響,所以在生產中采用合理的工藝來控制晶粒的大小。晶粒越細,不同取向的晶粒越多,變形能較均勻地分散到各個晶粒,即可提高變形的均勻性,同時,晶界總長度越長,位錯移動時阻力越大,所以能提高強度、塑性和韌性[23-24]。從圖8可知,在1 100 ℃下成形后細小晶粒數量是最多的。因此,1 100 ℃下初始擠壓溫度有利于組織的均勻化。綜合初始擠壓溫度對應力、應變以及晶粒大小的影響,選取初始擠壓溫度范圍為1 100~1 150 ℃。
3.3 擠壓速度對應力、應變及晶粒大小的影響
擠壓速度的大小直接影響著生產率,因此在保證產品質量和設備能力的條件下,盡可能提高擠壓的速度。根據實際的生產能力和生產擠壓速度范圍,研究擠壓速度為1,5,10 mm/s的擠壓情況,還是通過坯料上節點A進行研究,其中熱擠壓溫度為1 100 ℃。圖9為不同的擠壓速度下,節點A位移與應力、應變的關系;圖10 為不同擠壓速度下成形后制件晶粒大小與數量[25]。
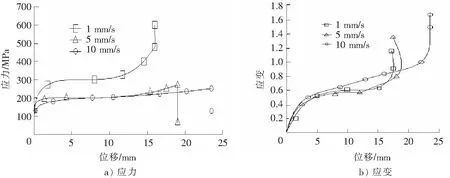
圖9 不同擠壓速度下應力、應變與位移的關系Fig.9 Relationships between stress and strain and displacement under different extrusion speed
由圖9可知,等效應力隨著擠壓的進行不斷增大。當擠壓速度為1 mm/s,節點位移為17 mm時,便不再移動,此時成形尚未結束,應力不斷增加,這樣會使殘余應力較大。當擠壓速度為5 mm/s,節點位移為19 mm時,此時成形結束,應力減小,但由于節點位移沒有達到最大值便結束,變形不均勻。當擠壓速度為10 mm/s,節點位移為23.5 mm時,成形結束,應力減小,變形相對均勻。
在擠壓過程中隨著節點位移的增加,應變值不斷增加,擠壓速度為10 mm/s時,應變值增加較快,隨著擠壓的進行,節點的應變值隨擠壓的速度差別增大。
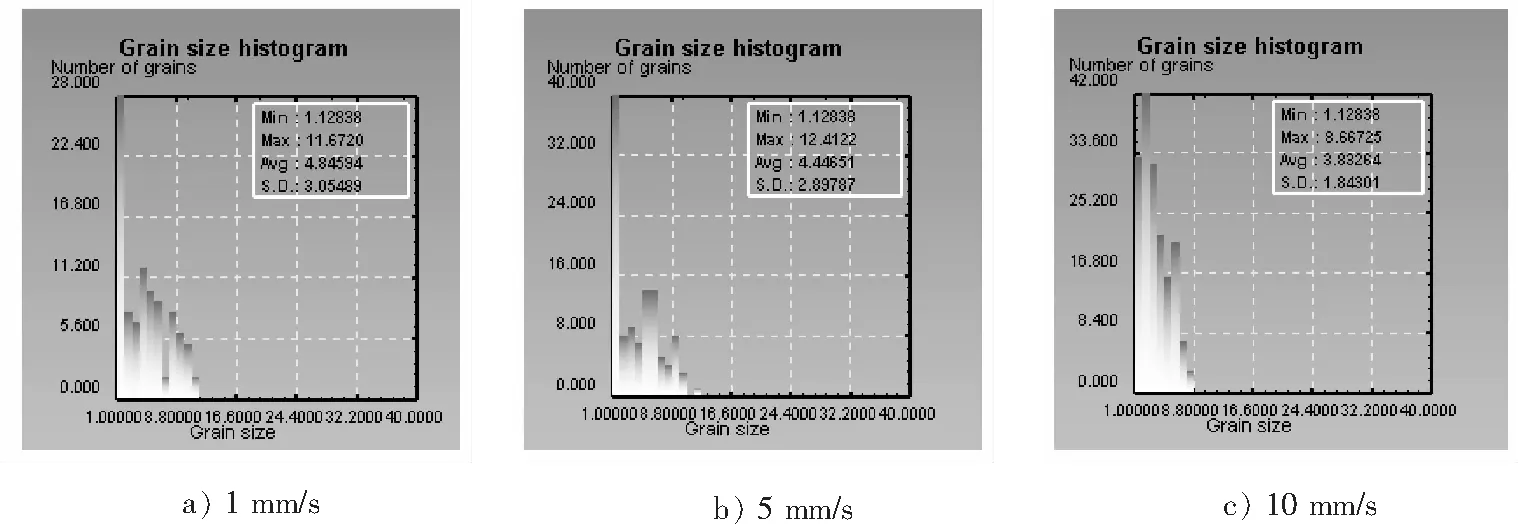
圖10 不同擠壓速度下成形后晶粒大小與數量Fig.10 Relationship between grain size and quantity under different extrusion speed
從圖10可知,在10 mm/s下成形后晶粒數量是最多的,晶粒也是最細的。因此,10 mm/s擠壓速度最有利于組織的均勻化,成形性能較好。
4 結 論
1)利用DEFORM-3D模擬軟件分析了金屬的流動規律及流線分布,金屬填滿錐體型腔,且成形效果較好,尺寸精度較高,金屬流線分布合理,并未出現交叉、斷裂等缺陷,滿足了擠壓件良好的力學性能要求,證明了該索具接頭內孔熱反擠壓成形工藝的可行性。
2)通過DEFORM-3D軟件研究了不同初始擠壓溫度以及擠壓速度下索具接頭的應力場、應變場及成形件晶粒大小的關系,得出初始擠壓溫度越低,擠壓速度越大,應變也越大,晶粒越細小,組織越均勻,成形性能越好。
3) 得出了可行的熱擠壓工藝參數:初始擠壓溫度為1 100~1 150 ℃,擠壓速度為10 mm/s。
/References:
[1] 劉志.我國吊索具發展綜述[J].廣東造船,2013(3):33-35. LIU Zhi. Review on the development of lifting sling[J]. Guangdong Shipbuilding, 2013(3):33-35.
[2] 蘇國錦. 吊索具檢驗原理與實踐應用問題研究[J]. 中國修船,2014,27(5):53-56. SU Guojin. Research on lifting gear inspection principle and practical application[J]. China Shiprepair,2014,27(5):53-56.
[3] 丁小建,楊海榮,沙林.船廠大型起重吊索具的管理[J].江蘇船舶,2012,29(1): 37-39.
[4] 李超. 索具用澆鑄接頭(BJ40)整體鍛造工藝研究[D].石家莊:河北科技大學,2013. LI Chao.Solid Forge Process Research on Casting Rigging Joint(BJ40) [D]. Shijiazhuang:Hebei University of Science and Technology,2013.
[5] 魏朋花,田麗茹. 壓制法對焊式澆鑄接頭及其索具生產工藝[J]. 金屬制品,2014,40(5):24-27. WEI Penghua,TIAN Liru.Production process of press forming butt welding type cast joint and its sling[J].Metal Products, 2014,40(5):24-27.
[6] 李國英,王文生,魏朋花. 鋼絲繩澆鑄索具的研究與應用[J]. 金屬制品,2015,41(2):16-21. LI Guoying,WANG Wensheng,WEI Penghua. Research and application of casting steel wire rope slings[J].Metal Products,2015,41(2):16-21.
[7] 溫志高. 基于DEFORM的汽車輪轂軸管熱擠壓過程的數值模擬[J]. 鍛壓裝備與制造技術,2008(2):58-60. WEN Zhigao. Numerical simulation on auto axle tube in hot extrusion process based on DEFORM[J]. China Metal Forming Equipment & Manufacturing Technology,2008(2):58-60.
[8] 張國新. 基于Deform石油鉆具接頭熱擠壓成形[J]. 熱加工工藝,2012(5):78-79. ZHANG Guoxin. Hot extrusion process for petroleum drilling rig’s connection based on Deform[J].Hot Working Technology,2012(5):78-79.
[9] 周朝輝,曹海橋,吉衛,等. DEFORM有限元分析系統軟件及其應用[J]. 熱加工工藝,2003(4):51-52. ZHOU Zhaohui,CAO Haiqiao,JI Wei, et al.Application of DEFORM limited liability analysis system software [J]. Hot Working Technology,2003(4):51-52.
[10]田甜,張詩昌. Deform在鍛造中的應用[J]. 冶金設備,2009(5):67-70. TIAN Tian, ZHANG Shichang.Application of Deform in forging[J]. Metallurgical Equipment,2009(5):67-70.
[11]薛永棟,韓靜濤. 基于DEFORM的金屬壓力加工數值模擬[J]. 冶金設備,2007(4):34-37. XUE Yongdong,HAN Jingtao.Application of DEFORM software in simulation of metal plastic deformation[J]. Metallurgical Equipment,2007(4):34-37.
[12]魯素玲,劉玉忠,韓鵬彪,等. 深小錐孔零件無芯棒開式冷擠壓剛塑性邊界分析[J]. 河北科技大學學報,2004,25(1):42-45. LU Suling,LIU Yuzhong,HAN Pengbiao,et al. Analysis of plastic deformation for the deeper-thinner and cone hole open-die cold extrusion without mandrel[J].Journal of Hebei University of Science and Technology,2004,25(1):42-45.
[13]張雙杰,毛浩恩,魯素玲,等. 深小錐孔擠壓成形極限變形程度理論判據建立[J]. 河北科技大學學報,2005,26(1):36-38. ZHANG Shuangjie,MAO Haoen,LU Suling, et al. Theory research on the maximum reduction of deep tine taper hole formed by open-die cold extrusion[J].Journal of Hebei University of Science and Technology,2005,26(1):36-38.
[14]譚建波,王子超,王東旭. 杯形件半固態模鍛充型過程模擬及實驗驗證[J]. 河北科技大學學報,2015,36(3):313-318. TAN Jianbo,WANG Zichao,WANG Dongxu. Simulation and experimental verification of the filling process of semi-solid die forging for cup shell[J]. Journal of Hebei University of Science and Technology, 2015,36(3):313-318.
[15]譚建波,趙鵬鵬. 成形速度對7075半固態模鍛組織均勻性的影響[J]. 河北科技大學學報,2016,37(6):609-613. TAN Jianbo,ZHAO Pengpeng. Influence of forming velocity on the uniformity of microstructure of semisolid die forging 7075 alloy[J]. Journal of Hebei University of Science and Technology, 2016,37(6):609-613.
[16]葉星輝,鄭光文,白鳳梅,等. 基于DEFORM-3D的壓料油缸閉塞成形工藝可行性研究[J]. 精密成形工程,2016,8(5):131-136. YE Xinghui, ZHENG Guangwen, BAI Fengmei, et al. Feasibility study on the forming technology of press cylinder block based on DEFORM-3D[J]. Journal of Netshape Forming Engineering, 2016,8(5):131-136.
[17]陳志仁. 曲軸鍛造過程金屬流動與微觀組織演化規律的數值模擬研究[D]. 濟南:山東大學,2013. CHEN Zhiren. Study on Numerical Simulation of Metal Flow and Microstructure Evolution of a Crankshaft Forging Process[D]. Jinan:Shandong University,2013.
[18]胡成亮,劉全坤,劉永熙,等. 齒輪鍛造金屬流動規律分析及工藝改進[J]. 機械工程學報,2008,44(5):186-190. HU Chengliang,LIU Quankun,LIU Yongxi, et al.Analysis of metal flow and technology improvement on gear forging[J]. Chinese Journal of Mechanical Engineering,2008,44(5):186-190.
[19]譚利廣,肖小亭,溫華典,等. 帶預制孔筒形件拉深成形金屬流動規律的研究[J]. 鍛壓技術,2011,36(6):114-119. TAN Liguang,XIAO Xiaoting,WEN Huadian, et al. Study on metal flow of cylindrical part deep drawing whit prefabricate-holes[J]. Forging and Stamping Technology,2011,36(6):114-119.
[20]張雙杰,劉玉忠,高小會,等. 中碳鋼(45#)開式冷擠壓極限變形程度的實驗研究[J]. 河北科技大學學報,2000,21(4):46-49. ZHANG Shuangjie,LIU Yuzhong,GAO Xiaohui, et al. Experimental study on limit reductions of medium carton steel(45#) by open-die cold extrusion[J].Journal of Hebei University of Science and Technology, 2000,21(4):46-49.
[21]賈璐,李永堂,李振曉. 基于ABAQUS的鑄態耐熱合金鋼熱擠壓成形數值模擬研究[J]. 精密成形工程,2016,8(5):108-115. JIA Lu,LI Yongtang,LI Zhengxiao. The numerical simulation bast on ABAQUS for hot extrusion foring of cast heat-resisting alloy steel[J]. Journal of Netshape Forming Engineering, 2016,8(5):108-115.
[22]王姝儼,夏華. 初鍛溫度對導套模鍛成形影響規律的分析[J]. 精密成形工程,2016,8(4):65-68. WANG Shuyan, XIA Hua. Analysis on the influence of initial forging temperature on the formation of the guide bushing [J]. Journal of Netshape Forming Engineering, 2016,8(4):65-68.
[23]胡光明,劉旺玉,林偉強. 基于Deform的金屬鍛造過程的晶粒度分析研究[J]. 鍛壓技術,2013,38(3):3-7. HU Guangming,LIU Wangyu,LIN Weiqiang. Grain size analysis of metal forging process based on Deform[J].Forging and Stamping Technology,2013,38(3):3-7.
[24]林偉強. 基于Deform金屬鍛造和熱處理的晶粒度分析及組織遺傳研究[D]. 廣州:華南理工大學,2012. LIN Weiqiang.Based on Deform Analysis of the Grain Size and Research of Organization Inheritance During Metal Forging and Heat Treatment[D]. Guangzhou:South China University of Technology,2012.
[25]唐妍. 不同擠壓速度對鋁型材擠壓過程的影響[J]. 機械設計與制造工程,2013,42(9):58-61. TANG Yan. The effects of different extrusion speed on the aluminum profile extrusion process[J]. Machine Design and Manufacturing Engineering,2013,42(9):58-61.
Numerical simulation for inverse extrusion forming of the holeof a rigging joint based on DEFORM
JI Xiaolei1, HAN Pengbiao1, LU Suling1, LIU Le1, MA Lei1, WANG Tonghui2,CHEN Yuxi2, CUI Jianying2
(1.School of Materials Science and Engineering, Hebei University of Science and Technology, Shijiazhuang, Hebei 050018, China; 2.Juli Sling Company Limited, Baoding, Hebei 072550, China)
In order to study the feasibility of hot forging forming process for rigging joints, the numerical simulation of hot inverse extrusion forming technology of the hole of a rigging joint is analyzed with finite element method, and the formability of rigging joint hole is analyzed from both metal flow regularity and metal streamline distribution. The relationships of rigging joints under different extrusion conditions between stress field, strain field and change of grain size of the extrusion parts are studied. The extrusion technological parameters are obtained which are initial temperature of 1 100~1 150 ℃ and extrusion speed of 10 mm/s. Through finite element analysis, after forming of the hole under extrusion, the simulation results show that the distribution of metal flow line is reasonable, there is no obvious cross or fracture, the forming result is good, and the dimensional accuracy is high. So the hot inverse extrusion forming of the hole of the rigging joint is feasible.
plastic forming processing and equipment; rigging joint; inverse extrusion; forming of the hole; numerical simulation; molding process
2016-12-30;
2017-02-18;責任編輯:陳書欣
河北省科技計劃項目(15211804D)
冀曉磊(1988—),男,河北邯鄲人,碩士研究生,主要從事金屬塑性加工方面的研究。
韓鵬彪教授。E-mail:hpb68@163.com
1008-1542(2017)04-0383-06
10.7535/hbkd.2017yx04010
TG376.2
A
冀曉磊,韓鵬彪,魯素玲,等.基于DEFORM的索具接頭內孔反擠壓成形數值模擬[J].河北科技大學學報,2017,38(4):383-388. JI Xiaolei, HAN Pengbiao, LU Suling, et al.Numerical simulation for inverse extrusion forming of the hole of a rigging joint based on DEFORM[J].Journal of Hebei University of Science and Technology,2017,38(4):383-388.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03