劈刀安裝對換能系統性能的影響
2017-07-31 18:46:57崔海龍任思巖張永聰馬生生趙喜清郝艷鵬
電子工業專用設備 2017年3期
崔海龍,任思巖,張永聰,馬生生,趙喜清,郝艷鵬
(中國電子科技集團公司第二研究所,山西 太原 030024)
劈刀安裝對換能系統性能的影響
崔海龍,任思巖,張永聰,馬生生,趙喜清,郝艷鵬
(中國電子科技集團公司第二研究所,山西 太原 030024)
通過采用F&K超聲檢測系統檢測劈刀的安裝方式對超聲換能系統的性能影響,從最基本的實驗數據(諧振頻率,相位及阻抗)出發,分析劈刀引起換能系統的非線性特性,為設備工藝窗口參數調節提供理論基礎。
引線鍵合;高頻換能器;工藝窗口;劈刀
引線鍵合是一種利用熱、壓力、超聲波能量將半導體芯片引腳與電子封裝外殼的I/O引線或基板上的技術布線用金屬細絲連接起來的工藝技術[1]。超聲波換能系統則是引線鍵合楔焊設備的核心部件,鍵合工具(劈刀)是直接作用于鍵合界面的子系統,鍵合工具的安裝方式是換能系統最主要的動力學非線性的來源[2],引線鍵合過程中,鍵合的強度和質量會受到換能系統性能的影響,劈刀安裝高度和方法與換能系統良好的匹配是引線鍵合楔焊設備能夠有效穩定工作的基礎。
長時間以來,引線鍵合領域通過大量重復性的實驗獲得的數據來做為設備工藝參數范圍的指導,除了采用調整超聲壓力、超聲時間以及鍵合壓力等常用方法,還會通過適當調節劈刀高度和螺釘的松緊度來取得最佳的換能系統匹配。這種憑經驗的匹配方法由于缺乏理論基礎,無法將鍵合效果與設備換能系統的性能一一對應,難以實現設備和工藝的優化[3]。目前,在全自動引線鍵合楔焊機中換能系統選擇諧振頻率為100 kHz高頻換能器,引線鍵合工具材料采用鎢鋼和陶瓷材料構成。劈刀雖然質量輕但是剛度強硬度大,在引線鍵合研究中不能忽視劈刀對于換能系統非線性的影響。本文將從實驗出發,通過F&K超聲檢測系統,研究不同安裝高度的劈刀對超聲換能系統的影響,為自動設備鍵合可靠性、穩定性的提升提供理論基礎。
1 超聲波換能系統
引線鍵合超聲換能系統包括三個主要部分:超聲波發生器、超聲波換能器以及鍵合工具。其工作原理:超聲波發生器為換能器提供能量轉換的電能,超聲波換能器負責將超聲波發生器發送的電信號轉換為機械振動并將動能傳遞到變幅桿;振動經過變幅桿傳遞到劈刀,垂直安裝的劈刀在水平方向產生橫向機械振動,同時在壓力作用下將穿過劈刀中心的金絲分別焊在芯片和基板的引腳上,從而實現芯片之間的互聯[4]。
進行劈刀安裝方式對超聲波換能器性能影響研究的目的是:通過測試超聲波換能器振動系統的性能,判斷該換能系統特性和行為的穩定性和高速可靠性,進而分析楔焊鍵合機鍵合動力學過程和超聲振動換能系統之間的聯系。
由分析可以知道,換能器的設計長度為半波的整數倍,這樣提高了超聲波的傳輸效率。在引線鍵合過程中要利用換能器軸向振動,因此在設計換能器時要盡可能避開其他方向的振動,避免不同模態之間的相互耦合。如圖1所示,為了使得換能器處于最大的振幅共振狀態,換能器的夾持器(即夾持點)應選在振動傳遞的波節點上(即振幅最小的不動點),而換能系統的工作端點(即劈刀位置)應該位于波腹點處(即振幅最大點),從而獲得最大的振動傳遞能量。
2 實驗與結果
研究鍵合工具安裝高度對換能系統特性的影響,主要通過實驗比較。實驗采用F&K超聲檢測系統,該系統包括換能器測試系統TTS-030及光學位移測試系統ODS-20,如圖2所示。
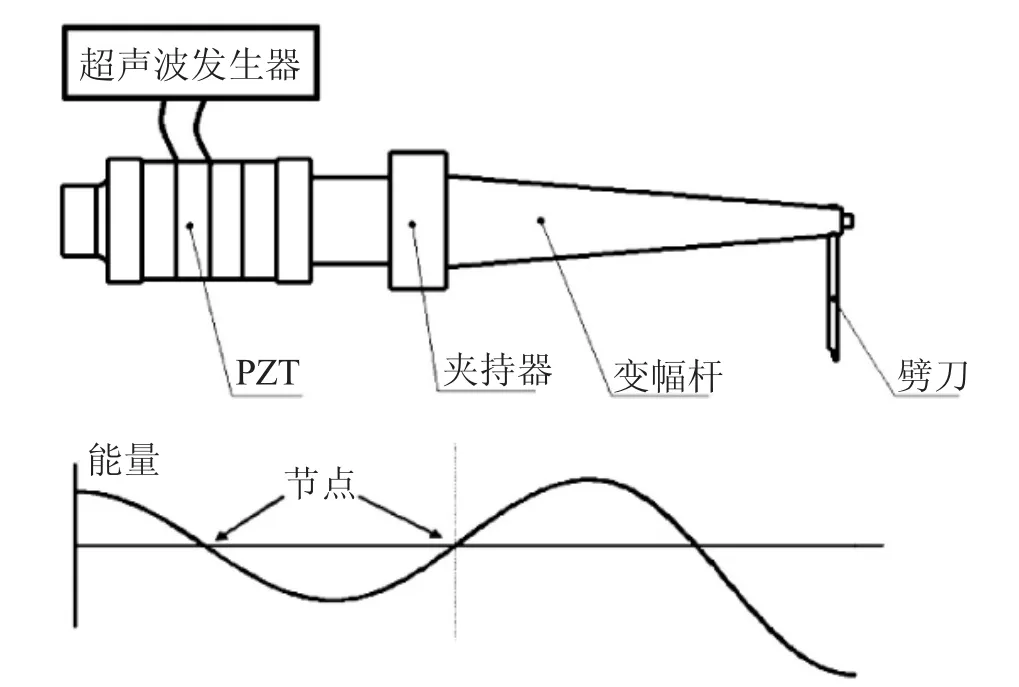
圖1 Uthe100 Hz換能系統示意圖
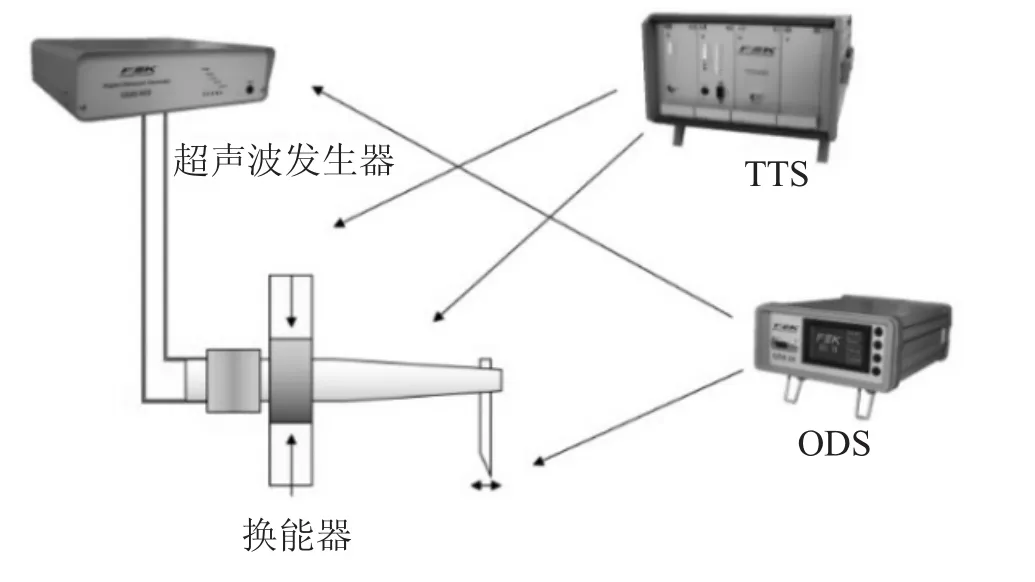
圖2 F&K超聲測試系統
研究表明,劈刀對于換能系統穩態電學性能的影響主要由3個方面引起:
(1)鍵合工具的種類不同;
(2)同一種鍵合工具的安裝高度不同;
(3)同一種鍵合工具安裝的緊固程度不同。
首先利用F&K換能器測試系統TTS-030,對鍵合機的超聲換能系統在自由無劈刀狀態下進行掃描,實測頻率范圍95~105 kHz,步距0.01 kHz,測得換能系統最大共振峰值位于103 kHz。
為避免其他兩方面因素對研究結果的影響,本實驗鍵合工具采用型號Deweyl-MKNLVD-1/ 16-1''-45-F-1520-M的劈刀,劈刀安裝緊固程度為15 cN·m。
實驗過程中采用緊定螺釘來改變劈刀相對于換能器變幅桿的高度,將劈刀高度分為0.3 mm<H<0.5 mm(取兩組值),0 mm≤H≤0.3 mm(取三組值),-0.3 mm<H<0 mm(取兩組值),安裝方式如圖3所示。
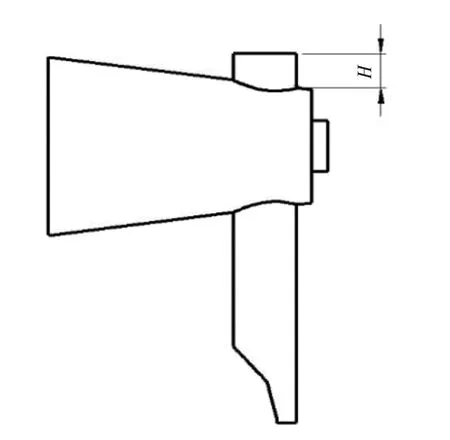
圖3 不同安裝高度的劈刀
在共振頻率附近每隔0.01 kHz掃頻,對換能器施加軸向電壓U=2000 mV激勵,分別得到UTHE100 kHz附近換能器在3種不同劈刀高度狀態下的諧振頻率、相位、電壓及阻抗曲線圖如圖4所示。
由F&K超聲測試系統得出的電學曲線統計整理不同劈刀安裝高度下換能系統特性表如表1所示。
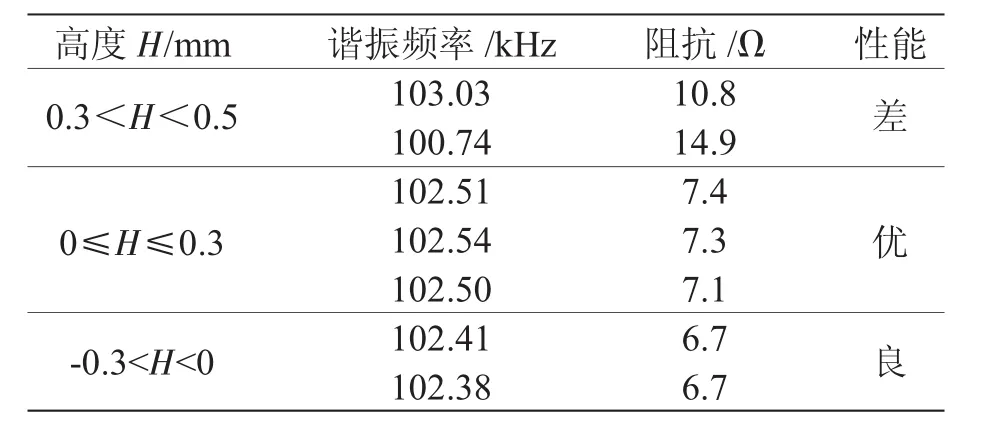
表1 不同劈刀安裝高度下換能系統特性表
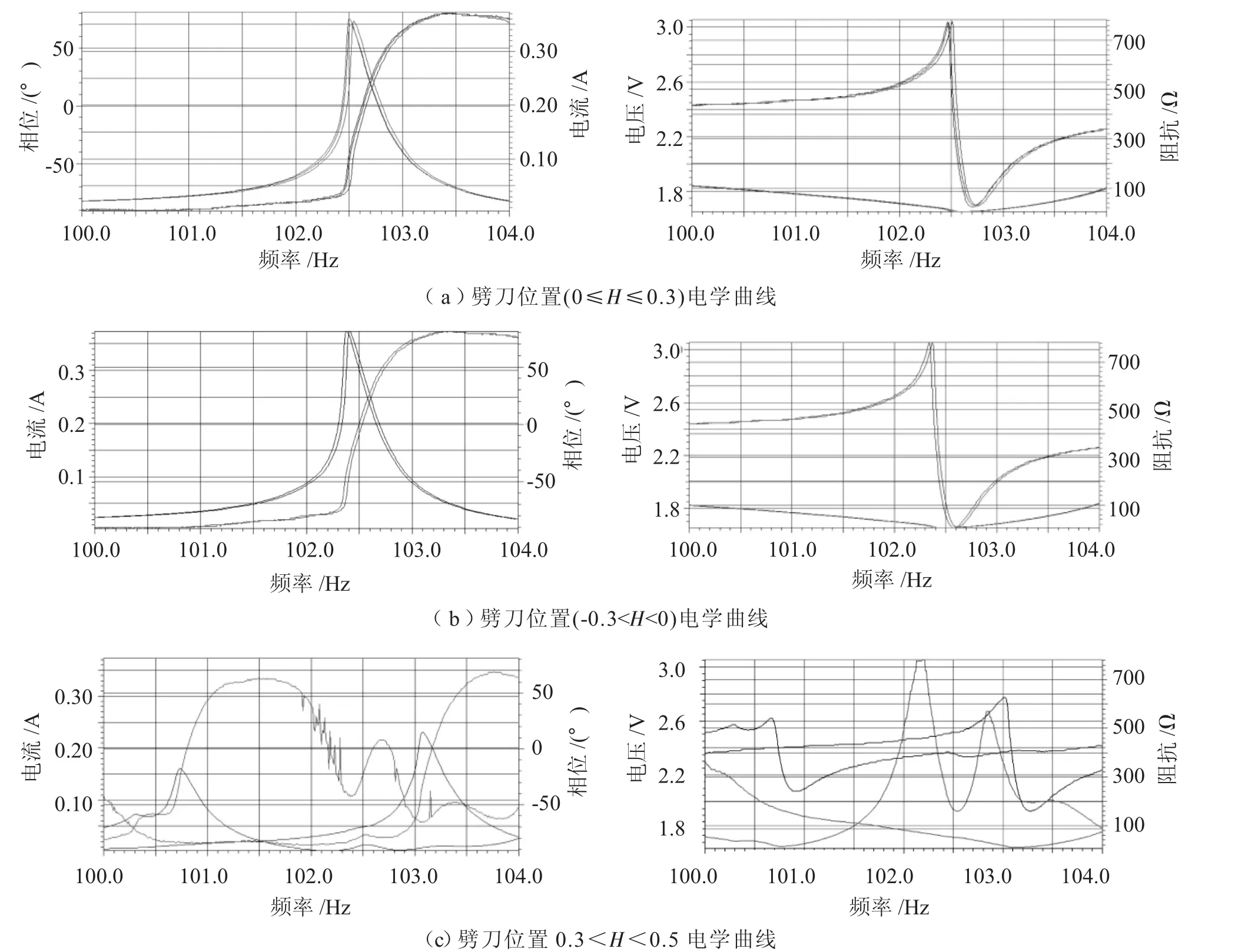
圖4 不同高度下換能系統特性曲線
3 結 論
通過比較安裝劈刀前后以及不同安裝高度下換能系統的諧振頻率、相位、電壓以及阻抗電學曲線:
(1)金絲鍵合機換能系統劈刀安裝以后,換能系統的諧振頻率由103 kHz下降到102.50 kHz,下降了500 Hz。換能系統的阻抗增加,機械品質因數也相應減小。
(2)劈刀高度安裝不合適,換能系統諧振頻率附近極易產生“寄生”的小峰,劈刀與變幅桿之間存在一定的動力學耦合,隨著劈刀安裝高度的增大,主振頻率附近的“寄生”峰增加,峰值減小,這說明換能系統那個初始響應包含多個頻率分量,其中較高的頻率分量是鎖相驅動建立前的特征,由于各個頻率分量間隔較小,難以判斷哪個頻率代表超聲系統的固有頻率,在±4 kHz范圍內難以實現準確的鎖相。
(3)當劈刀高度處于-0.3≤H≤0.3范圍內微調時,換能系統機械共振頻率和阻抗相對保持穩定,對換能系統的動力學特性和電學特性影響不大。
[1] 武一民.引線鍵合系統設計理論與關鍵技術[D].天津:天津大學,2008.
[2] 韓雷,王福亮,李軍輝,隆志力.微電子封裝超聲鍵合機理與技術[M].北京:科學出版社,2014.
[3] 周鐵英.超聲鍵合換能器的研究-回顧與展望[J].聲學技術,2006,25(3):258-261.
[4] 程寶,韓雷.超聲鍵合裝置中劈刀穩態振動的實驗建模[J].焊接學報,2008,29(2):40-44.
Influence of Bonding Tool Setting Height on Ultrasonic System
CUI Hailong,REN Siyan,ZHANG Yongcong,MA Shengsheng,ZHAO Xiqing,HAO Yanpeng
(The 2ndResearch Institute of CETC,Taiyuan 030024,China)
Experimental results with F&K ultrasonic test system show the influence of bonding tool setting height on ultrasonic system.Experimental data such as resonant frequency,phase and impedance is helpful to nonlinear analysis of transducer system,and provide theoretical basis for process window adjustment of wire bonder.
wire bonding;Ultrasonic system;Process window;Bonding tool
TN605
A
1004-4507(2017)03-0019-04
2017-04-10
山西省國際科技合作計劃項目(2015081023)
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
天天愛科學(2020年6期)2020-09-10 07:22:44
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
數學物理學報(2017年6期)2018-01-22 02:26:40
家庭影院技術(2017年9期)2017-09-26 03:41:45
發明與創新(2016年38期)2016-08-22 03:02:52
