安鋼2號高爐開爐生產實踐
2017-09-03 10:26:34焦虎豐牛衛軍王雪峰蘇永洪
河南冶金 2017年3期
焦虎豐 牛衛軍 王雪峰 蘇永洪
(安陽鋼鐵股份有限公司)
安鋼2號高爐開爐生產實踐
焦虎豐 牛衛軍 王雪峰 蘇永洪
(安陽鋼鐵股份有限公司)
對安鋼2號高爐開爐生產實踐進行了總結分析。通過采取嚴格地控制烘爐過程參數,爐缸填充枕木,分段進行合理的爐料配比計算,對料面及料流軌跡進行測量,選擇合適的布料模式,帶風裝料技術等措施實現了高爐開爐達產。
高爐 開爐 達產
0 前言
安鋼2號高爐有效容積2 800 m3,設計3個鐵口,30個風口,2007年6月28日建成投產。開爐后至2012年高爐順行狀態和技術經濟指標良好,但之后高爐爐基漏煤氣嚴重,爐缸側壁溫度升高,于2015年6月發生了鐵口燒穿事故。由于爐身中下部的8、9、10段鑄鐵冷卻壁損壞較多,爐缸(尤其是鐵口區域)耐材侵蝕嚴重,威脅著高爐安全、高效生產,經公司研究,于2016年9月20日進行空料線打水降料面停爐大修。大修后于2016年11月29日順利開爐出鐵,11月30日開始富氧噴煤,12月4日產量達到6 016 t,焦比達到357 kg/t,噴煤比達到137 kg/t,燃料比達到504 kg/t,礦批達到72 t,負荷達到4.7 t/t。
1 開爐前的準備工作
1.1 高爐烘爐
高爐烘爐的目的[1]:使高爐內部耐火材料砌體的水分緩慢地蒸發并得到充分加熱,提高高爐耐火內襯的固結強度;使整個爐體設備逐步加熱到接近生產狀態,避免生產后因耐火材料劇烈膨脹而損壞設備。
本次高爐開爐采用熱風烘爐,烘爐曲線的溫度控制以熱風溫度(熱電偶溫度)為準。以風量為調劑手段,以爐頂溫度和氣密箱溫度為制約條件,按照烘爐曲線進行烘爐。高爐烘爐溫度曲線如圖1所示。

圖1 高爐本體烘爐曲線
1.2 氣密性及耐壓試驗
氣密性及耐壓試驗的目的:氣密性及耐壓試驗的目的是為了檢查設備泄漏情況和考核各類管道、工藝設施的結構強度。即:通過通風試壓,利用肥皂水查出泄漏點后進行堵漏;檢查整個高爐、熱風爐、煤氣系統的流程工況,進行一次整個系統的強度測試。
第一次試漏檢查:在壓力0.05 MPa時,若無大泄漏情況后,利用肥皂水進行檢查。
第二次試漏檢查:在壓力0.1 MPa以下時,用肥皂水檢查漏氣情況。
第三次試漏檢查:在壓力0.1 MPa時,用肥皂水檢查(重點對第二次檢查泄漏點處理的地方進行確認)。
1.3 高爐填充枕木
(1)填充枕木的目的和意義:易點火,有利于開爐后的煤氣安全;送風后有利于爐料下降,不易懸料;便于均勻加熱爐缸,鐵口中心線上部不易結成硬殼。
(2)本次爐缸枕木填充采用散裝法,以減輕作業強度,縮短作業時間。選擇7個風口不安裝風口小套,其中有一個風口也不安裝中套(15#風口)。4個風口用來通風(7#、15#、24#、27#風口),3個風口用來運送枕木(1#、11#、22#風口)。在風口中套上設置輥道,并在中套內沿墊上皮帶等物,防止輥道磨損中套,枕木從輥道裝入。
(3)高爐涼爐結束后,將烘爐導管、鐵口臨時熱電偶等從爐內清理干凈,確保爐缸干凈無雜物。
(4)爐內爐內清理結束后,安裝并固定好鐵口煤氣導出管,然后從爐頂裝入底焦,用底焦覆蓋好三個鐵口煤氣導出管。
(5)鐵口煤氣導出管處空隙,用短枕木填實,高度超出煤氣導出管上表面200 mm,然后在短枕木上部密排一層長枕木,并用扒釘固定。
(6)爐缸短枕木填充結束后(填充至風口中心線),爐缸中心部位再堆積長枕木形成堆包,利于開爐初期產生穩定適宜的中心氣流,形成合理的軟熔帶。
(7)用長枕木遮擋風口,在風口前密排一圈,長枕木下部與爐墻間距800 mm,并用扒鐵釘咬緊固定,用以保護風口。
2 高爐裝料
2.1 開爐料方案
(1) 開爐原料料種為:燒結礦、豫河球團礦、南非塊礦及熔劑。
(2) 開爐料共分5組,每組料的焦炭負荷(O/C):第一、二組為0,第三組為1.25,第四組為1.56,第五組為2.20。
(3) 裝爐料:凈焦+空焦體積為1 399 m3。(爐缸+爐腹+爐腰)的體積為766 m3,刨除枕木體積,裝入(凈焦+空焦)的體積達到爐腰以上高度約5 m。其中凈焦(第一組、不帶熔劑)體積621 m3,達到爐腹上沿。
(4) 全爐焦炭總負荷為0.49 t/t,全爐計算鐵量為363.1 t,總計算渣量為288.6 t,總渣比為794.8 kg/t,開爐料總裝入體積為2 381 m3,全爐終渣成份Al2O3含量為15.05%,二元堿度為0.991,鎂鋁比為0.64。
2.2 開爐裝料測量
為研究和掌握無鐘布料的基本規律,充分發揮無鐘布料的優越性,使高爐實現高產、優質、低耗、長壽。與北京神網創新科技有限公司合作進行了裝料的實際測量,取得高爐在本廠原料條件下的無鐘布料規律,用以指導布料操作。
2.2.1 料流落下軌跡的測定
料流落下軌跡的測定目的是得到不同溜槽傾角時爐料的落下軌跡以及爐料在不同料線處的落點位置。高爐開爐后,高爐操作者可以根據測定結果,通過改變布料溜槽的傾角或者檔位來改變爐料的落點位置,調整料面形狀,從而實現對煤氣流分布的調整。
2.2.2 料面形狀的測定
料面形狀的測定目的是使高爐操作者了解無料鐘爐頂布料的規律。通過料面形狀的測定,可以了解料層厚度和爐料在徑向上的礦、焦分布情況,了解有無中心偏移問題及偏料問題。可以根據已經測出的料面形狀的結果,通過調整最后幾批料的布料矩陣得到一個理想的料面形狀,為高爐順利開爐達產創造條件。
3 高爐送風
2號高爐于11月28日3:18點火,5:49 13#風口亮,5:50 2#風口亮,5:52 23#風口亮,6:58 風口全亮(除8個已堵風口),10:08送氣。
3.1 堵風口情況
堵部分風口開爐是為了防止風速和鼓風動能過低導致爐缸中心堆積。2號高爐開爐送風初期堵8個風口,堵風口號為1#、9#、10#、15#、16#、23#、24#、30#。
3.2 送風參數
點火前2 h 爐頂系統通蒸汽,保證管路暢通,蒸汽壓力大于0.4 Mpa。送風后視情況下逐步增加風量,開爐點火參數見表1。送風后定時取煤氣樣做全分析,成份見表2。
4 高爐出鐵及達產
2號高爐于11月29日9:20出第一次鐵,共550 t,鐵水含硅0.30%;13:32出第二次鐵,共380 t,鐵水含硅0.68%;19:20出第三次鐵,共440 t,鐵水含硅0.97%。
12月4日產量達到6 016 t,焦比為357 kg/t,噴煤比為137 kg/t,燃料比為504 kg/t,礦批達到72 t,負荷達到4.7 t/t。12月2日~7日高爐的主要指標見表3。
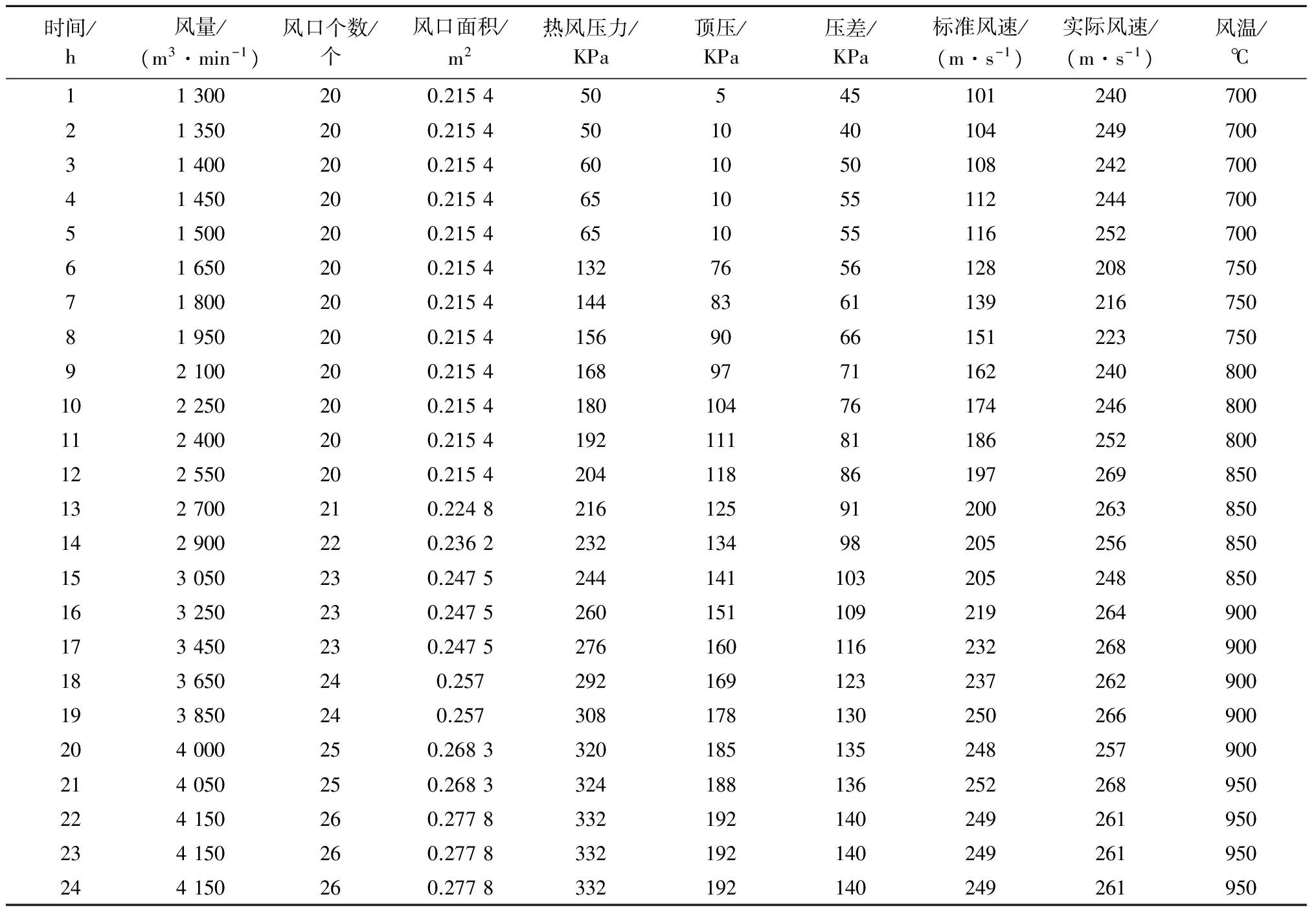
表1 開爐點火參數控制表

表2 2號高爐爐頂煤氣成份 / %

表3 12月2日~7日高爐主要指標
5 結語
(1)本次開爐通過制定詳細的烘爐計劃,設計了國內先進的烘爐設施,科學、嚴格地控制烘爐過程參數,保證了烘爐效果。
(2)爐缸底部鋪焦炭,爐缸填充枕木,在風口水平面用枕木制作錐型堆尖,以利于送風后中心氣流的穩定及軟熔帶的形成。
(3)配料計算根據燒結礦、球團礦、塊礦的特點,分段進行合理的爐料配比計算,并根據需要適時適度添加熔劑,保證了高爐在開爐過程中的良好運行。
(4)選擇合適的布料模式,裝料過程中對料面及料流軌跡進行測量,根據料面形狀及料流落下軌跡的測量數據實時修正布料矩陣,為2號高爐順利開爐提供了有力保障,并為開爐后布料模式的調整提供了技術支撐。
(5)高爐裝料采用帶風裝料技術,有利于縮短涼爐時間、改善料柱透氣性、減輕爐料對爐墻的沖擊磨損、蒸發部分焦炭水分,為開爐后高爐爐況順行打下了良好基礎。
[1] 周傳典.高爐煉鐵生產技術手冊[M].北京:冶金工業出版社,2005:432.
PRODUCTION PRACTICE OF NO.2 BLAST FURNACE IN ANYANG STEEL
Jiao Hufeng Niu Weijun Wang Xuefeng Su Yonghong
(Anyang Iron and Steel Co., Ltd.)
The production practice of No.2 BF in Anyang Steel is summarized and analyzed. The blast furnace production is achieved through measures such as the strict control of the oven process parameters, the hearth filled with sleepers, segmented reasonable charge ratio calculation, the material surface and the material flow trajectory to be measured, selecting the “suitable” fabric mode, the top wind drying technology.
blast furnace open furnace production
豐,工程師,河南.安陽(455004),安陽鋼鐵股份有限公司煉鐵廠;
2017—3—20
